Изобретение может быть использовано для футеровки зоны спекания вращающихся печей цементных смесей, магнезита и других материалов.
Известна футеровка зоны спекания, а именно участки с максимальной температурой на вращающихся печах цементных смесей, выполняемая из одного вида огнеупоров, например основного (пер. с японского Жужи С.Н. Огнеупоры и футеровки. М.: Металлургия, 1976, с.361).
Недостатком данной кладки является, например, при использовании основной футеровки склонность к скалыванию, что в итоге приводит к снижению ее стойкости и высокой теплопроводности (λ=4,0+0,75·10-3·t ккал/м·ч·град) (см. Гавриш Д.И. Огнеупорное производство. Справочник. Том 2. М., Металлургия, 1976, с.361), приводящей к быстрому наращиванию гарнисажа, обрыву и разрушению кладки.
Известна футеровка вращающейся печи, содержащая чередующиеся по составу огнеупоры - кислые и основные в соотношении 0,5:1 - 3:1, причем каждый продольный ряд содержит только кислые или только основные огнеупоры (А.С. СССР № 748108, P 27 В 7/28, 1980).
При этом снижается теплопроводность футеровки за счет использования менее плотных кислых огнеупоров (λ=0,72+0,25·10-3·t ккал/м·ч·град) (см. Гавриш Д.И. Огнеупорное производство. Справочник. Том 2. М., Металлургия, 1965, с. 178) и обеспечивается образование защитного слоя обмазки.
Недостатком известного набора кладки является то, что при чередующемся размещении огнеупорных изделий кислого и основного составов конструктивная прочность футеровки снижается, наблюдается оплавление кислых огнеупоров, скручивание и нарушение целостности кладки.
Наиболее близкой к рекомендуемой является футеровка в зоне спекания, выполняемая двойными кольцами из кислого и основного огнеупора, причем ширина кислых изделий не равна ширине основных изделий и чередование изделий кислого и основного состава в продольных рядах и кольцах взято в соотношении 1:1 (А.С. СССР №1744397 А 1, P 27 В 7/28, 1992).
Недостатком данной футеровки является низкая монолитность кладки по причине того, что отдельные кольца связаны друг с другом с помощью раствора и могут смещаться относительно друг друга. Этот тип кладки приемлем для печей, не имеющих дефектов металлического корпуса в виде вмятин, выпуклостей, выпучин, трещин, деформированных участков. Как показала практика, футеровка, представленная данным чередованием огнеупоров в кладке, успешно эксплуатируется только на печах с малой длиной (до 75 м) и малым диаметром (до 3,5 м).
Для высокопроизводительных печей большого диаметра и длины требуется иной тип кладки, связано это отчасти с тем , что на таких печах тепловое воздействие в зоне горения начинает возрастать и поэтому при подборе футеровки уже особое требование предъявляется к качеству применяемого огнеупора.
Возникаемое тепловое напряжение в зоне горения вращающихся печей определяется по формуле:
qv=Q/V, (1)
где qv - тепловое напряжение зоны горения, ккал/(м3ч);
Q - поступаемое тепло, ккал/ч;
V - объем зоны горения, м3.
Значения Q и V рассчитываются следующим образом:
Q = В·Q
где В - расход топлива, м3/ч;
Q
Для природного газа Q = 8529 ккал/м3,
V = (1-Е)·3,85·d
где Е - коэффициент заполнения;
для вращающихся печей Е в пределах 0,05-0,1.
DВН - внутренний диаметр печи в зоне горения, м.
Соответственно:
qv=В·Q
Тепловое напряжение в поперечном сечении зоны горения вращающихся печей определяется по формуле:
qF = Q/Fn, (5)
где qF - тепловое напряжение в поперечном сечении зоны
горения, ккал/(м2·ч);
Fn - поперечное сечение печи в свету, м2.
Определяется следующим образом:
Fn = π·D
(см. Гавриш Д.И. "Огнеупорное производство", Справочник. Том 2. М., Металлургия, 1965, с.173, 174,223).
Расчетные значения qv и qF в зависимости от диаметра вращающейся печи отражены в табл.1, представленной в конце описания.

Из таблицы видно, что чем больше диаметр вращающейся печи, тем значительнее возникаемые тепловые напряжения как в зоне горения, так и особенно в поперечном сечении печи. В связи с увеличением габаритов печи удлиняется и высокотемпературная зона. В данной зоне в основном и протекают процессы спекания обжигаемого продукта вследствие развития высоких температур. В рабочем пространстве печи при обжиге магнезитового сырья развиваются температуры до 1700°С. На поверхности кладки температуры следующие: внутри до 1550°С, снаружи не превышают 300°С (см. Ильина Н.В., Сохацкая Г.А. и др. Футеровка вращающихся печей цементной промышленности. М., Издательство литературы по строительству, 1967, с.9). Изделия в кладке из-за длительного нахождения в удлиненной и расширенной зоне спекания подвергаются и большему тепловому воздействию. Поэтому при наборе футеровки высокотемпературной зоны повышенное внимание уделяется к соотношению применяемых видов огнеупоров.
Соответственно для вращающихся печей большого диаметра и длины L>75м и D>3,5 м известная схема кладки с соотношением кислых и основных огнеупоров 1:1 уже не обеспечивает увеличения стойкости. Сопряжено это с удлинением высокотемпературной зоны печи, а также с ростом теплового напряжения в зоне горения. Кислые же изделия в отличие от основных имеют ограниченный температурный интервал использования (1350-1450°С), поэтому их в футеровке и приходится уменьшать, снижать соотношение, заменяя на основные. Рабочая температура применения основных огнеупоров 1650-1700°С (см. Гавриш Д.И. Огнеупорное производство. Справочник. Том 2. М., Металлургия, 1976, с. 178).
Технической задачей изобретения является увеличение стойкости службы футеровки и повышение монолитности кладки.
Поставленная задача достигается тем, что на вращающихся печах футеровка в зоне спекания содержит установленные на корпус печи чередующиеся кислые и основные изделия и отличается тем, что кладка выполняется вперевязку с чередованием кислых и основных огнеупоров в продольных рядах, которое ведется в соотношении  где L - длина печи, D - диаметр печи. Причем данный вариант кладки приемлем для вращающихся печей с L/D>21 и тепловым напряжением в поперечном сечении зоны горения qF более 2,8·106 ккал/ (м2·ч).
где L - длина печи, D - диаметр печи. Причем данный вариант кладки приемлем для вращающихся печей с L/D>21 и тепловым напряжением в поперечном сечении зоны горения qF более 2,8·106 ккал/ (м2·ч).
Указанная зависимость установлена эмпирически. Укладка огнеупоров вперевязь обеспечивает монолитность всей футеровки. Осуществляют ее путем размещения изделий различной клинчатости продольными рядами с перевязкой поперечных швов в двух соседних рядах.
Положительный эффект от сочетания основных и кислых огнеупоров в комбинированной футеровке достигается в результате физико-химического высокотемпературного взаимодействия как между ними, так и с обжигаемым в печи материалом. Продуктами химического взаимодействия этих изделий в кладке являются огнеупорные материалы (шпинель, форстерит) и легкоплавкие соединения (стеклофаза, кордиерит) (см. Бочаров Л. Д. и др. Огнеупоры, 1991, 11, с.33).
По причине того, что температура размягчается на кислых изделиях ниже, чем на основных, на первых в момент разогрева печи начинается оплавление рабочей поверхности. На них в последующем за счет обжигаемого материала начинается образовываться защитный слой, который уже предохраняет кладку от дальнейшего прямого воздействия газовой среды и температуры факела. Требуется отметить, что прочность сцепления создаваемого слоя на основных огнеупорах выше. На работающей вращающейся печи происходит избирательное сколообразование и так как кислые огнеупоры более стойкие к формированию трещин они же и выступают из кладки на 15-20 мм над изделиями основными.
Примеры
Расчет соотношения кислых и основных огнеупоров по изобретению приведен в табл.2 (в конце описания).

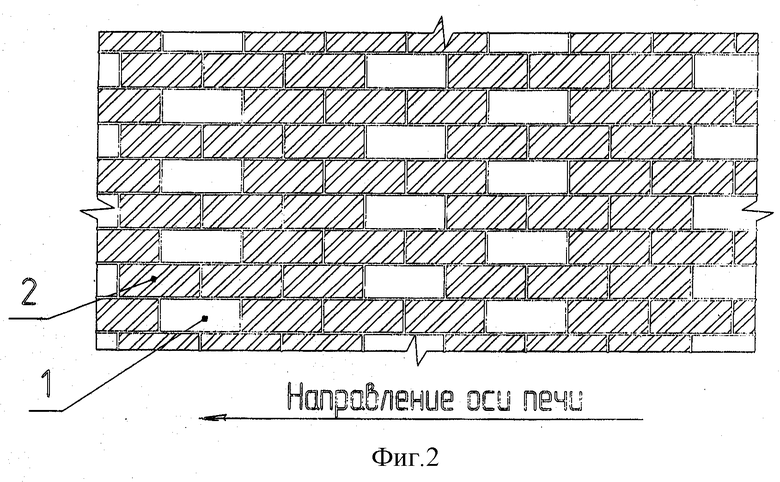
На фиг.1, 2 изображена развертка внутренней поверхности кладки предлагаемой футеровки 90-метровой печи по примеру 2 и 170-метровой печи по примеру 3 соответственно. Футеровка содержит кислые огнеупоры 1 и основные огнеупоры 2.
В табл.3 приведена стойкость футеровок по изобретению в сравнении с прототипом.
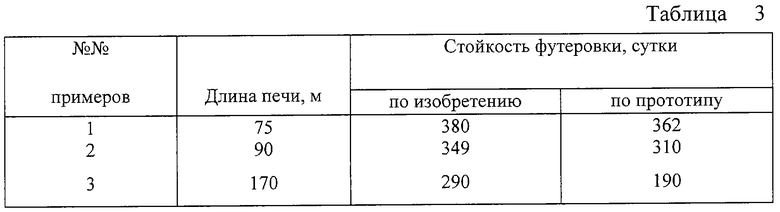
При анализе полученных данных видно, что от использования нового варианта кладки стойкость зоны спекания возрастает на 90-метровых вращающихся печах на 12,5% и на 170-метровых до 52,6 %.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУТЕРОВКА ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1997 |
|
RU2130571C1 |
| Футеровка вращающейся печи | 1990 |
|
SU1744397A1 |
| КОМБИНИРОВАННАЯ ФУТЕРОВКА ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1992 |
|
RU2018774C1 |
| СВОД ЭЛЕКТРОДУГОВОЙ ПЛАВИЛЬНОЙ ПЕЧИ | 1989 |
|
RU2037761C1 |
| Футеровка вращающейся печи | 1978 |
|
SU771445A1 |
| СПОСОБ ФУТЕРОВКИ КИСЛОРОДНОГО КОНВЕРТЕРА | 2000 |
|
RU2164953C1 |
| ФУТЕРОВКА ШАХТНОЙ ПЕЧИ | 1997 |
|
RU2112185C1 |
| Футеровка вращающейся печи | 1978 |
|
SU748108A1 |
| ФУТЕРОВКА ТУННЕЛЯ ДЫМОВЫХ ГАЗОВ ТРУБЧАТОЙ ПЕЧИ ПАРОВОГО РИФОРМИНГА | 2004 |
|
RU2280222C2 |
| ОГНЕУПОРНЫЙ КАМЕНЬ И МНОГОФУНКЦИОНАЛЬНАЯ ФУТЕРОВКА ДЛЯ МЕТАЛЛОАГРЕГАТОВ | 2000 |
|
RU2160655C1 |

Изобретение может быть использовано для футеровки зоны спекания вращающихся печей обжига. Технический результат - увеличение стойкости футеровки и повышение монолитности кладки. Футеровка вращающей печи содержит установленную по корпусу печи кладку, выполненную вперевязку огнеупорными изделиями различной клинчатости. Чередование кислых и основных огнеупоров в продольных рядах осуществляется в соотношении 1:( -3), где L - длина вращающейся печи, м; D - диаметр вращающейся печи, м; причем соотношение L/D равно или более 21. Полученное расчетом значение соотношения кислых и основных огнеупоров округляется до целого числа. 2 ил., 3 табл.
-3), где L - длина вращающейся печи, м; D - диаметр вращающейся печи, м; причем соотношение L/D равно или более 21. Полученное расчетом значение соотношения кислых и основных огнеупоров округляется до целого числа. 2 ил., 3 табл.
Футеровка вращающейся печи, содержащая кладку в виде установленных по корпусу печи чередующихся кислых и основных огнеупоров, отличающаяся тем, что кладка выполнена вперевязку огнеупорными изделиями различной клинчатости, а чередование кислых и основных огнеупоров в продольных рядах ведется в соотношении 1:( -3), где L - длина вращающейся печи в метрах и D - диаметр вращающейся печи в метрах, причем соотношение L/D равно или более 21, а полученное расчетом значение соотношения кислых и основных огнеупоров округлено до целого числа.
-3), где L - длина вращающейся печи в метрах и D - диаметр вращающейся печи в метрах, причем соотношение L/D равно или более 21, а полученное расчетом значение соотношения кислых и основных огнеупоров округлено до целого числа.
| Футеровка вращающейся печи | 1990 |
|
SU1744397A1 |

