Изобретение относится к вращающимся печам для термической обработки сыпучих материалов, преимущественно к футеровке печи в зоне спекания, и может быть использовано в металлургической промышленности и промышленности строительных материалов - в производстве огнеупоров и цемента.
Известно для скрепления отдельных кирпичей или блоков в огнеупорной кладке вращающихся печей и придания ей монолитности, обеспечивающей строительную прочность, применение разнообразных связующих материалов - цементных, а также специальных кладочных растворов и металлических пластин. Металлические пластины используют, как правило, при футеровке зоны спекания из периклазохромитового, хромитопериклазового и периклазошпинелидного огнеупоров. Металлические пластины изготавливают из мягкого железа и укладывают как в продольных, так и в поперечных швах (см. Ильина Н.В., Сохацкая Г.А. и др. "Футеровка вращающихся печей цементной промышленности" М., Издательство литературы по строительству, 1967, с. 9, 32-34).
Известна футеровка вращающейся печи, содержащая установленные внутри корпуса печи огнеупорные кирпичи и уложенные между ними металлические пластины из мягкой стали (см. а.с. СССР N 632885, F 27 B 7/28, 1977). Торец пластины, контактирующей с корпусом печи, выполнен с клиновым скосом. Этим достигается уменьшение теплопроводности футеровки и снижение металлоемкости и стоимости пластин за счет скосов.
Известна также футеровка вращающейся печи, содержащая огнеупорные кирпичи и уложенные между ними металлические пластины, расположенные рядами вдоль продольной оси печи (см. а.с. СССР N 1270520, F 27 B 7/28, 1984, прототип). Металлические пластины выполнены в виде параллелограмма и установлены в шахматном порядке, причем наклоны пластин смежных рядов противоположны.
Недостатком известных футеровок вращающихся печей является то, что они не снижают повышенные напряжения в огнеупорной кладке в высокотемпературной зоне, поскольку металлические пластины устанавливаются в каждый продольный ряд огнеупорных кирпичей и создают дополнительные напряжения в огнеупорной кладке, что, в свою очередь, приводит к термическому разрушению и сколу кирпичей. Кроме того, равномерность расположения металлических пластин в зоне спекания неадекватна температурным параметрам по длине зоны спекания печи, при этом где выше температура, там и больше теплоотдача через металлический корпус в атмосферу.
Металлические пластины в рядах кладки при нагревании в окислительной атмосфере, окисляясь, образуют магнетит, при этом пластина увеличивается в объеме почти в 2,1 раза. Далее происходит реакция образования магнезиоферрита, которая сопровождается увеличением объема на 24,3% (см. Гавриш Д.И. "Огнеупорное производство". Справочник. Том 1, М., Металлургия, 1965, с. 338).
Таким образом, установка металлических пластин в каждом продольном ряду не обеспечивает равномерную стойкость кладки по всей длине зоны спекания. При этом в высокотемпературной зоне, равной длине факела, возникают максимальные термические напряжения.
Задача, на решение которой направлено заявляемое изобретение, состоит в создании равномерных термических напряжений по длине зоны спекания, в повышении стойкости огнеупорной футеровки печи, а также в снижении ее металлоемкости.
Технический результат, который может быть получен при использовании изобретения, заключается в снижении на 20% термических напряжений на участке максимальных температур, равном длине факела, и повышении срока службы футеровки до 40%.
Сущность изобретения заключается в том, что в футеровке вращающейся печи, содержащей установленные на корпусе печи огнеупорные кирпичи и уложенные между ними металлические пластины, футеровка в зоне спекания разделена на участки, при этом на участке максимальных температур, равном длине факела, металлические пластины и огнеупорные кирпичи в панелях уложены по окружности в соотношении 1: 2, а в панелях на крайних участках зоны спекания металлические пластины и огнеупорные кирпичи уложены в соотношении 1:1.
На фиг. 1 изображена футеровка вращающейся печи, а именно развертка внутренней поверхности кладки огнеупорного кирпича с металлическими пластинами в зоне спекания;
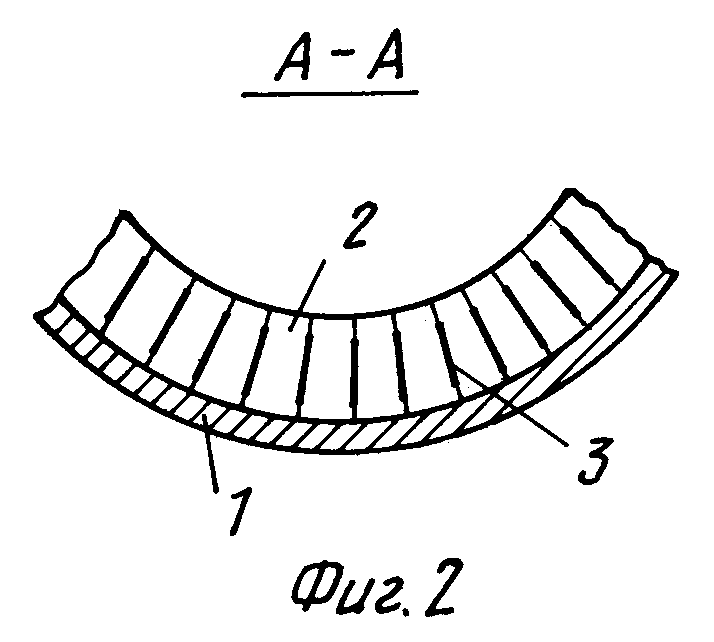
на фиг. 2 - разрез А-А на фиг. 1;
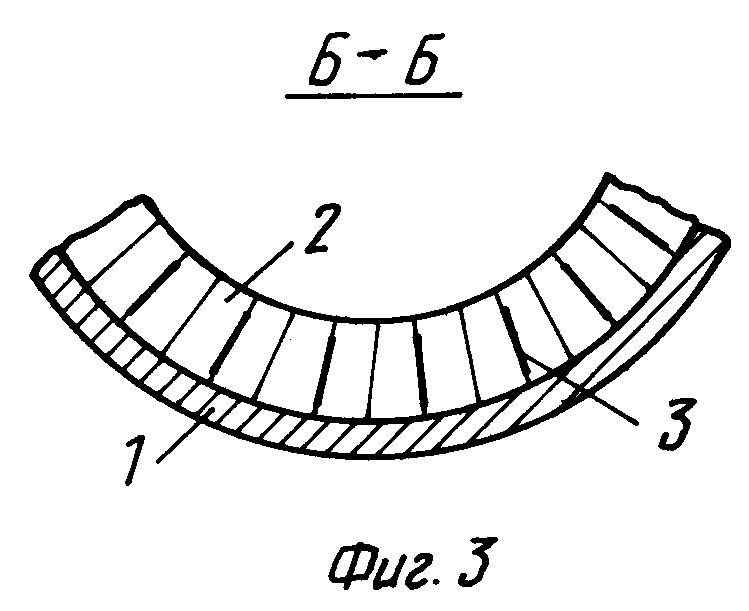
на фиг.3 - разрез Б-Б на фиг. 1.
Футеровка вращающейся печи содержит установленные на корпусе 1 вращающейся печи огнеупорные кирпичи 2, между которыми уложены металлические пластины 3, расположенные рядами вдоль продольной оси печи. Футеровка может быть выполнена продольными рядами с перевязкой поперечных швов в двух смежных рядах, как показано на фиг. 1, так и кольцами.
Футеровка печи в зоне спекания имеет участок 4, равный длине факела, и является зоной максимальных температур, а участки 5 расположены по краям зоны спекания и имеют более низкую температуру. Внутри участков кладка ведется панелями 6, между которыми располагаются температурные швы 7.
Кладка панелей на участке 4 в зоне максимальных температур ведется с установкой металлических пластин 3 через два ряда огнеупорных кирпичей 2 (см. фиг. 2), а кладка панелей на крайних участках 5 выполняется с установкой металлических пластин через каждый ряд огеупорных кирпичей (см. фиг. 3).
Футеровка вращающихся печей в производстве магнезитовых огнеупорных изделий, особенно в зоне спекания, подвержена воздействию высоких температур (1700-1900oC) и после 2/3 каждого оборота печи соприкасается с обжигаемым материалом, температура которого на 150-200oC ниже температуры факела. От общей длины вращающейся печи на зону спекания приходится до 40%, в том числе около 18% - на длину факела, на участке которого развиваются достаточно высокие температуры. Так, для примера, на 90-метровой печи длина факела и зоны спекания составляет соответственно 15,4 и 44 метра.
Таким образом, футеровка зоны спекания имеет участок с максимальной температурой в зоне факела и участки, примыкающие к нему, с температурами более низкими.
Температуру корпуса печи нельзя повышать более 450oC, так как прочность стали уменьшается в 7 раз. Обычно температура корпуса не должна превышать 300-350oC. При более высоких температурах возникают большие растягивающие напряжения, прочность резко падает и корпус может разрушаться. Если брать в расчет, что температура корпуса - величина постоянная и составляет 200oC в приграничных участках к зоне факела и 300 - 350oC в зоне факела, то температура на поверхности кладки колеблется от 1000oC до 1200oC в приграничных к зоне факела участках и 1500-1600oC в зоне факела (см. Гавриш Д.И. "Огнеупорное производство", Справочник, том II, М., Металлургия, 1965, с. 8-9).
Величина термических напряжений, возникающих в изделиях кладки, пропорциональна изменению температуры и определяется по формуле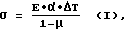
где σ - величина термического напряжения, кГ/см2;
E - модуль упругости материала, кГ/см2;
α - коэффициент линейного термического расширения материала;
ΔT - разность температур;
μ - коэффициент Пуансона,
(см. Панарин А. П., перевод с японск. Тихонова А.А. "Огнеупоры. Технология строительства и ремонта печей", М., Металлургия, 1980, с. 79).
Для магнезитовых огнеупорных кирпичей
α1 = 1,14 • 10-5
E1 = 0,625 • 106 кГ/см2
μ1 = 0,16
(см. Гавриш Д.И. "Огнеупорное производство", справочник, том 1 М., Металлургия, 1965, с. 319 и с. 324).
Для металлических пластин
α2 = = 11,0 • 10-5
E2 = 2,0 • 106 кГ/см2
μ2 = 0,25
Суммарное термическое напряжение, возникающее в футеровке печи, определяется по формуле:
где σo - величина термического напряжения в огнеупорных кирпичах;
σм - величина термического напряжения в металлических пластинах;
lо - длина огнеупорной кладки по окружности;
lм - длина кладки металлических пластин по окружности.
Для упомянутой выше вращающейся печи определим суммарные термические напряжения на участках зоны спекания существующей футеровки и предложенной.
В зоне факела ΔT = 1600oC - 300oC = 1300oC.
В приграничных участках к зоне факела
ΔT = 1100oC - 200oC = 900oC.
Отношение  в зоне факела и в прилегающих к зоне факела участках существующей футеровки равно
в зоне факела и в прилегающих к зоне факела участках существующей футеровки равно  (металлические пластины и огнеупорные кирпичи по всей зоне спекания уложены в соотношении 1:1).
(металлические пластины и огнеупорные кирпичи по всей зоне спекания уложены в соотношении 1:1).
Отношение  в зоне факела предлагаемой футеровки равно 1/100 (металлические пластины и огнеупорные кирпичи уложены в соотношении 1:2) и в прилегающих к зоне факела участках
в зоне факела предлагаемой футеровки равно 1/100 (металлические пластины и огнеупорные кирпичи уложены в соотношении 1:2) и в прилегающих к зоне факела участках 
В соответствии с приведенными выше формулами (1) и (2) суммарные термические напряжения на участках зоны спекания определяют по формуле:
Подставляя значения в формулу (3), получим:
- для существующей футеровки в зоне факела
σ = 18653,4 кГ/см2, а в прилегающих к зоне факела участках σ = 12913,9 кГ/см2;
- для предложенной футеровки в зоне факела
σ = 14939,8 кГ/см2, а в прилегающих к зоне факела участках σ = 12913,9 кГ/см2.
Футеровка вращающейся печи работает следующим образом.
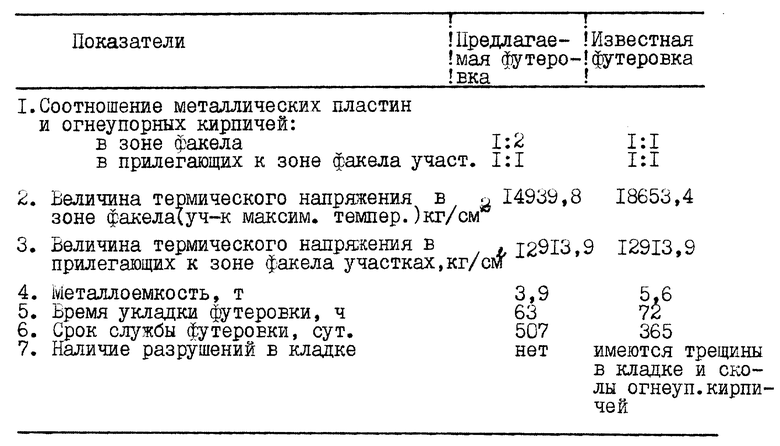
Уменьшение величины термического напряжения в зоне факела (на участке максимальных температур) с 18653,4 кГ/см2 в существующей футеровке до 14939,8 кГ/см2 в предложенной футеровке достигается созданием температурно-компенсационных швов, функцию которых выполняют ряды огнеупорных кирпичей без металлических пластин, между которыми присутствует воздушная прослойка, выполняющая роль кладочного раствора (мертеля).
В таблице приведены сравнительные данные предлагаемой и существующей футеровок.
Предлагаемая футеровка вращающейся печи позволяет уменьшать величину термических напряжений в зоне факела - на участке максимальных температур на 20% и обеспечить выравнивание термических напряжений на участках зоны спекания. При этом надежность работы футеровки печи повышается, увеличивается срок службы, уменьшается металлоемкость и сокращается время укладки футеровки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОГНЕУПОРНЫЙ СВЯЗУЮЩИЙ МАТЕРИАЛ ДЛЯ ФУТЕРОВКИ ВЫСОКОТЕМПЕРАТУРНЫХ ТЕПЛОВЫХ АГРЕГАТОВ | 1996 |
|
RU2116274C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ МАСС И ИЗДЕЛИЙ ДЛЯ СТРУКТУРНО-СТАБИЛЬНЫХ ФУТЕРОВОК | 1997 |
|
RU2116275C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ МАСС И ИЗДЕЛИЙ ДЛЯ СТРУКТУРНО-СТАБИЛЬНЫХ ФУТЕРОВОК | 1996 |
|
RU2098385C1 |
| ФУТЕРОВКА ВРАЩАЮЩЕЙСЯ ТРУБЧАТОЙ ПЕЧИ ДЛЯ ОБЖИГА РУДНО-ИЗВЕСТНЯКОВОЙ СМЕСИ | 1991 |
|
RU2037116C1 |
| ЦЕПНАЯ ЗАВЕСА ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1997 |
|
RU2132523C1 |
| ВЕРТИКАЛЬНАЯ КАМЕРНАЯ ПЕЧЬ ДЛЯ ПРОКАЛИВАНИЯ ТВЕРДОГО ТОПЛИВА | 1998 |
|
RU2139909C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРИКЛАЗСОДЕРЖАЩИХ ПОРОШКОВ ДЛЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2100314C1 |
| ОГНЕУПОРНЫЙ МЕРТЕЛЬ | 1994 |
|
RU2079471C1 |
| СПОСОБ ФУТЕРОВКИ СВОДОВ | 1991 |
|
RU2094720C1 |
| Футеровка вращающейся печи | 2002 |
|
RU2225579C2 |
Изобретение предназначено для термической обработки сыпучих материалов в огнеупорном производстве и цементной промышленности. Футеровка содержит установленные на корпусе печи огнеупорные кирпичи, между которыми уложены металлические пластины. Футеровка в зоне спекания разделена на участки, при этом в панелях, находящихся на участке максимальных температур, равном длине факела, металлические пластины и огнеупорные кирпичи уложены по окружности в соотношении 1 : 2, а в панелях на участках к краям зоны спекания - соответственно 1 : 1. Изобретение позволяет достичь равномерные термические напряжения по длине зоны спекания, повысить стойкость огнеупорной футеровки, а также снизить расход металла. 3 ил.,1 табл.
Футеровка вращающейся печи, содержащая установленные на корпусе печи огнеупорные кирпичи и уложенные между ними металлические пластины, отличающаяся тем, что футеровка в зоне спекания разделена на участки, при этом на участке максимальных температур, равном длине факела, металлические пластины и огнеупорные кирпичи в панелях уложены по окружности в соотношении 1 : 2, а в панелях на крайних участках зоны спекания металлические пластины и огнеупорные кирпичи уложены в соотношении 1 : 1.
| Футеровка вращающейся печи | 1984 |
|
SU1270520A1 |
| Футеровка вращающейся печи | 1977 |
|
SU627293A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| 0 |
|
SU80444A1 | |
| Способ очистки отработавших газов двигателя внутреннего сгорания в каталитическом нейтрализаторе | 1989 |
|
SU1758251A1 |
| Устройство для размерного контроля отверстия | 1988 |
|
SU1534302A1 |
| СПОСОБ ЗАЩИТЫ ОТ НЕСАНКЦИОНИРОВАННОГО ДОСТУПА К ИНФОРМАЦИИ, ХРАНИМОЙ В КОМПЬЮТЕРНЫХ СИСТЕМАХ | 2011 |
|
RU2470349C1 |

