Изобретение относится к конструктивным элементам тепловых агрегатов, в частности к футеровке туннеля дымовых газов трубчатой печи парового риформинга, входящей в состав установки синтеза аммиака, а также используемой при производстве других продуктов, например метанола.
Известна футеровка туннеля дымовых газов трубчатой печи первичного парового риформинга, включающая размещенные на подине печи стены туннеля и опирающееся на них перекрытие. Футеровка выполнена из зеркально расположенных фасонных бетонных блоков, образующих эллипсовидную форму внутреннего сечения туннеля. При этом нижнее изделие установлено на подине, а верхнее выполняет роль перекрытия, в боковых поверхностях блоков расположены отверстия для прохода дымовых газов (черт. №21595 фирмы Austria - Plibrico feuerfest-engineering, проект №14924, установка FG/153 Fertigteil-system für auskleidung tunnel-ofenboden, primäreformer. Проект выполнен для завода "Невинномысский Азот", 1989 г.).
Стойкость известной футеровки ограничена вследствие низкой термостойкости крупноблочных бетонных изделий.
Кроме того, известная конструкция требует большого количества типоразмеров блоков из-за неравномерного распределения отверстий в стенах туннеля как по его длине, так и по высоте.
Помимо этого исключается частичный ремонт блочной футеровки туннеля по причине невозможности установки средств механизации для перемещения крупногабаритных блоков, в связи с чем также затруднен доступ к расположенным между туннелями коллекторам с нагреваемым продуктом при их диагностике.
Наиболее близкой к изобретению является футеровка туннеля дымовых газов трубчатой печи парового риформинга, включающая размещенные на подине печи стены туннеля с отверстиями для прохода дымовых газов и выступами в верхней части, уменьшающими пролет туннеля, выполненные из порядно уложенных вперевязку и с температурными швами огнеупорных изделий, и опирающееся на выступы стен перекрытие туннеля из чередующихся Т-образных изделий зеркальной направленности. При этом футеровка стен туннеля выполнена прерывистой из отдельных массивов, отделенных друг от друга температурными швами, изделия футеровки стен скреплены между собой посредством огнеупорного керамического раствора, а в зоне выступов и в месте соединения изделий перекрытия с выступами - посредством огнеупорного бетонного раствора. Выступы стен, уменьшающие пролет туннеля, изготовлены ступенчатой кладкой из тех же изделий, что и стены (черт. №04120/6 фирмы Detrick construction. Огнеупорная футеровка печи риформинга. Камера радиантной зоны. /Фирма Davy черт. №1500/S/1410/D7, пересмотр 5 // Техномашэкспорт. Метаноловая установка, СССР, дата поступления 28.01.81).
Известная конструкция не обеспечивает достаточной стойкости футеровки из-за ее низкой строительной прочности при эксплуатации печи. При термическом расширении футеровки, происходящем при нагреве печи, отдельные массивы стен сдвигаются в сторону температурных швов. Огнеупорный раствор, скрепляющий изделия стен, не спекается при температурах эксплуатации (1100°С) и осыпается в вертикальные швы между изделиями, оказывая на них расклинивающее воздействие при периодическом нагреве и охлаждении футеровки. Вследствие сдвига изделий и расклинивания их частицами раствора происходит разбухание и выпучивание стен туннеля в направлении коллекторов.
При этом изделия перекрытия туннеля, связанные со стенами посредством бетонного раствора, разупрочняющегося при нагревании, не препятствуют выпучиванию стен.
Выполнение выступов стен ступенчато из огнеупорных изделий с использованием бетонного раствора также снижает строительную прочность футеровки. Из-за разупрочнения раствора при нагреве ослабевает связь между отдельными изделиями выступов, причем те изделия, центр тяжести которых находится вне поперечного сечения стен над пространством туннеля, обрушаются. Увеличение пролета туннеля в местах обрушения выступов приводит к возникновению напряжений изгиба в Т-образных изделиях перекрытия, что служит причиной их деформации и разрушения, приводящего к нарушению функциональной деятельности туннеля.
В известной конструкции кладка стен осуществляется непосредственно на подину печи, что в случае искривления подины приводит к нарушению горизонтальности рядов кладки, деформации футеровки в вертикальном направлении и снижению ее строительной прочности.
Кроме того, неравномерное расположение отверстий по оси туннеля, прерывистость футеровки из-за температурных швов по всей высоте туннеля и необходимость обеспечения перевязки в рядах кладки стен увеличивает количество типоразмеров стеновых изделий, что усложняет футеровочные работы.
Помимо этого выполнение кладки туннеля на растворе затрудняет демонтаж футеровки при проведении частичных ремонтов, а также при диагностике коллекторов, расположенных между туннелями.
Задачей изобретения является повышение стойкости футеровки туннеля, упрощение изготовления футеровки, ее частичных ремонтов и диагностики коллекторов.
Технический результат, который может быть достигнут при использовании изобретения, заключается в повышении строительной прочности футеровки туннеля при ее эксплуатации, сокращении типоразмеров изделий и снижении трудоемкости монтажа и демонтажа футеровки при проведении частичных ремонтов и диагностике коллекторов.
Указанный технический результат достигается тем, что футеровка туннеля дымовых газов трубчатой печи парового риформинга, включающая размещенные на подине печи стены туннеля с отверстиями для прохода дымовых газов и выступами в верхней части, уменьшающими пролет туннеля, выполненные из порядно уложенных вперевязку и с температурными швами огнеупорных изделий, и опирающееся на выступы стен перекрытие туннеля из чередующихся Т-образных изделий зеркальной направленности, согласно изобретению выполнена непрерывной с вертикальными температурными швами между каждым изделием; все изделия уложены всухую и скреплены между собой посредством шипов и пазов, продольно ориентированных по оси туннеля; выступы стен выполнены в виде огнеупорных фасонных изделий со скошенными углами, обращенными в сторону туннеля, центр тяжести которых находится внутри поперечного сечения стены, а нижний ряд каждой из стен выполнен из опорных изделий, длина каждого из которых не кратна длине изделия стен и превышает последнюю менее чем в 3 раза; перекрытие туннеля соединено с выступами стен посредством шипов или пазов, расположенных на большем основании Т-образных изделий; ширина отверстий для прохода дымовых газов составляет менее половины длины изделия стен.
Выполнение предлагаемой футеровки туннеля непрерывной с вертикальными температурными швами между каждым изделием обеспечивает независимое перемещение каждого изделия при температурном расширении и исключает сдвиг стен туннеля.
Кроме того, укладка изделий всухую позволяет избежать расклинивающего действия раствора. Вместе с тем, продольно ориентированные по оси туннеля шипы и пазы обеспечивают прочную связь между изделиями туннеля.
Благодаря совокупности перечисленных признаков устраняется разбухание и выпучивание стен в сторону коллекторов, повышается строительная прочность футеровки туннеля в процессе эксплуатации.
Одновременно с этим, изделия перекрытия, соединенные с выступами стен посредством продольно ориентированных по оси туннеля шипов или пазов, расположенных на большем основании Т-образных изделий, также удерживают стены от выпучивания и исключают их раздвижку.
Выполнение выступов в верхней части стен в виде огнеупорных фасонных изделий со скошенными углами, обращенными в сторону туннеля, позволяет снизить пролет туннеля до минимально возможного. При этом расположение центра тяжести фасонного изделия внутри поперечного сечения стены обеспечивает устойчивость выступов, исключает обрушение выступов и перекрытий.
Использование в нижнем ряду каждой из стен опорных изделий, длина каждого из которых превышает длину изделия стены менее чем в 3 раза, позволяет выровнять подину, обеспечить горизонтальность кладки рядов стен и, тем самым, избежать возможных перекосов кладки в вертикальном направлении и достичь наибольшей устойчивости футеровки туннеля. Увеличение длины опорного изделия более чем в 3 раза приводит к его утяжелению, что увеличивает трудоемкость при его изготовлении и ручной укладке. Некратность длины опорного изделия длине изделия стен обусловлена обеспечением перевязки футеровки стен.
Выполнение отверстий для прохода дымовых газов шириной менее половины длины изделия стен позволяет исключить провал изделий вышележащих рядов в отверстия при любой перевязке, при этом сохраняется строительная прочность стен и не нарушается технологический режим прохода дымовых газов.
Выполнение температурных швов между каждым изделием позволяет производить кладку стен изделиями одного типоразмера, что значительно упрощает футеровочные работы. При этом, соблюдая вышеуказанное соотношение ширины отверстия к длине изделия стены, не представляет сложности организовать технологические отверстия для прохода дымовых газов без увеличения количества типоразмеров изделий стен.
Укладка изделий всухую с использованием шипованных изделий позволяет быстро осуществлять разборку и сборку отдельных элементов футеровки при частичных ремонтах и диагностике коллекторов.
Повышение строительной прочности перекрытия обеспечивает надежность работы ремонтного персонала.
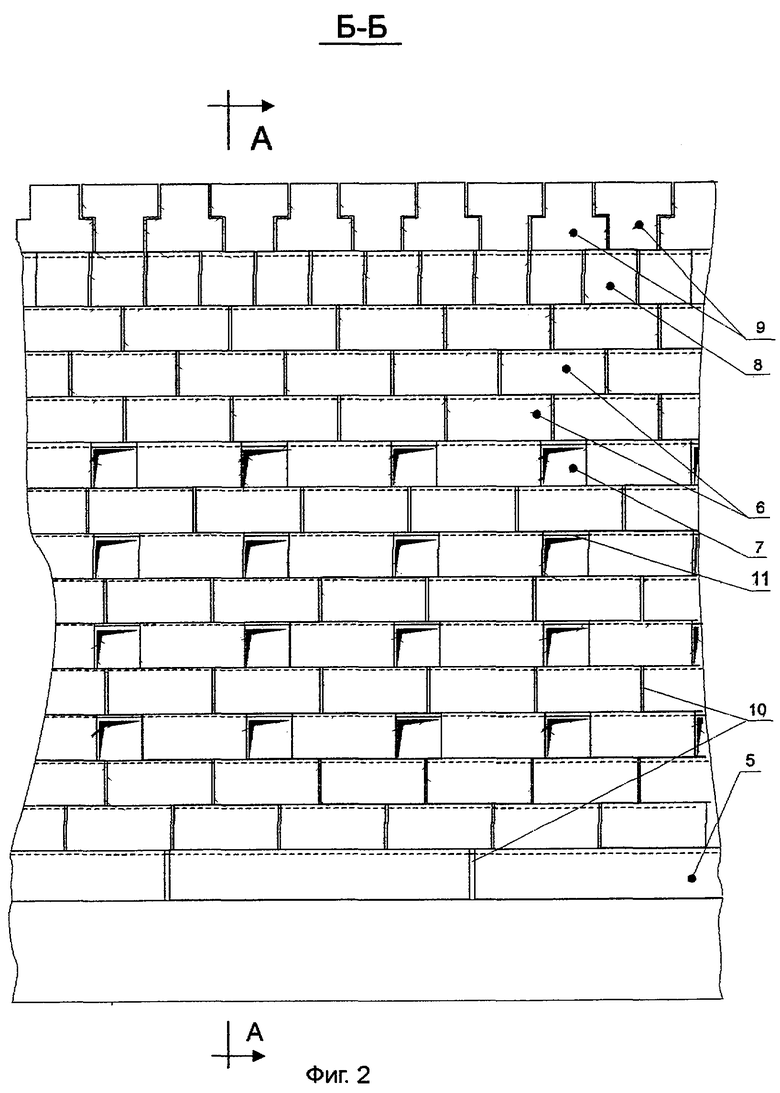
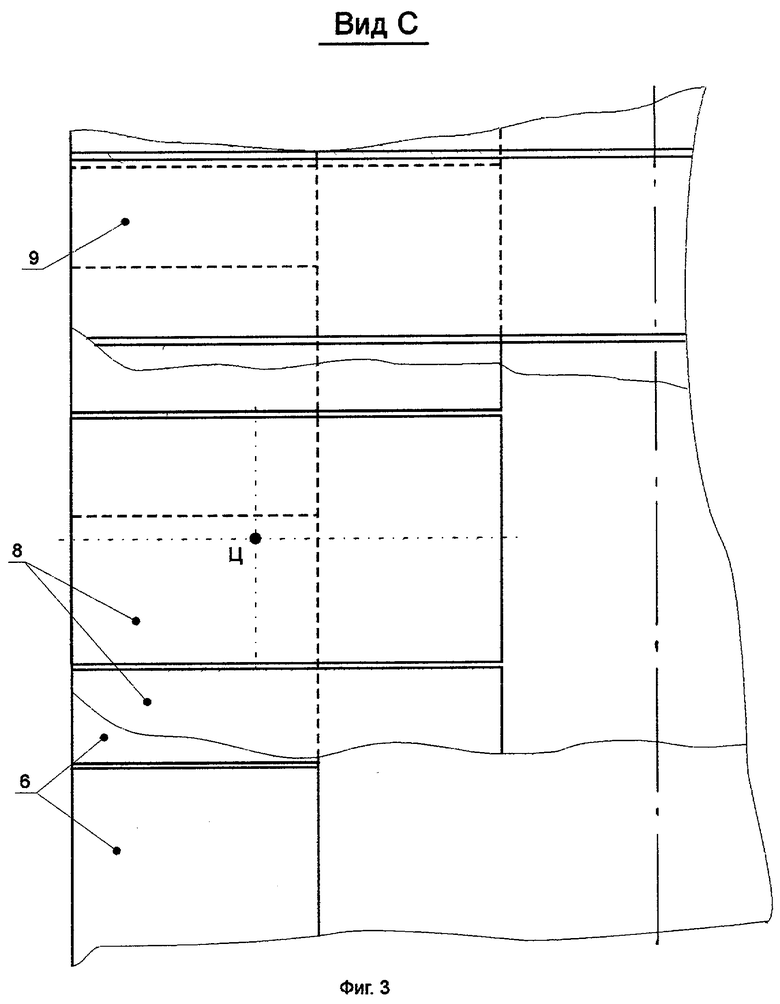
Изобретение поясняется чертежами, где на фиг.1 изображен поперечный разрез А-А футеровки туннеля; на фиг.2 - фрагмент продольного разреза Б-Б; на фиг.3 - вид С с фиг.1.
Предлагаемая футеровка туннеля дымовых газов трубчатой печи парового риформинга включает (фиг.1) стены 1 с выступами 2 в верхней части, на которые опирается перекрытие туннеля 3. В нижней части стен на подине 4 печи уложены опорные изделия 5. Стены 1 туннеля выполнены из порядно уложенных вперевязку огнеупорных изделий 6 и имеют отверстия 7 (фиг.2) для прохода дымовых газов внутрь туннеля. Ширина отверстий 7 составляет менее половины длины изделия 6 стен. Длина опорных изделий 5 превышает длину изделий 6 менее чем в 3 раза и не кратна им для обеспечения перевязки в последующем ряду. Выступы 2, уменьшающие пролет туннеля, выполнены из огнеупорных фасонных изделий 8 со скошенными углами. Центр тяжести Ц изделий 8 расположен внутри поперечного сечения стены (фиг.1 и 3). Перекрытие 3 выполнено из чередующихся Т-образных изделий 9 зеркальной направленности. Изделия 5, 6, 8 и 9 уложены вперевязку между собой. Кладка футеровки непрерывна, возле каждого изделия 5, 6, 8 и 9 выполнены вертикальные температурные швы 10. Указанные изделия уложены всухую, без применения раствора и скреплены между собой посредством шипов 11 и пазов 12, продольно ориентированных по оси туннеля. Т-образные изделия 9 перекрытия соединены с изделиями 8 выступов посредством пазов, расположенных на их большем основании. Между соседними туннелями проходят трубы с нагреваемым продуктом, соединенные с коллектором 13.
Предлагаемую футеровку изготовляют следующим образом. На выровненную футеровку подины 4 укладывают на расстоянии, равном ширине туннеля, два ряда опорных изделий 5 с пазами 12 на верхней грани. Между каждым опорным изделием организуют вертикальный температурный шов 10. Поверх опорных изделий укладывают стеновые изделия 6 с вертикальными температурными швами 10 между каждым изделием. Последующий ряд укладывается в перевязку с предыдущим. При кладке стен 1 за счет рассредоточения изделий 6 в ряду образуют технологические отверстия 7 для прохода дымовых газов. Производя кладку стен, непрерывно контролируют расстояние и горизонтальность рядов между стенами. На верхние ряды стен укладывают ряды фасонных изделий 8 со скошенными углами, образующих выступы 2 стен, уменьшающих пролет туннеля. Поверх фасонных изделий выступов укладывают Т-образные изделия 9 перекрытия 3, устанавливая их с чередованием зеркально друг другу. Между каждым фасонным изделием 8 и изделиями перекрытия 9 организуются вертикальные температурные швы 10. Все изделия футеровки изготовлены из шамота.
При разогреве футеровки отходящие дымовые газы через технологические отверстия 7 равномерно распределяются по длине туннеля, обеспечивая, тем самым, постоянную температуру по всему объему печи, а значит, и постоянную температуру нагреваемого продукта. Огнеупорные изделия 5, 6, 8 и 9 футеровки при разогреве расширяются и заполняют температурные швы 10. Стены 1 туннеля и его перекрытия 3 при термическом расширении каждого изделия футеровки не претерпевают каких-либо сдвигов и деформаций, что значительно повышает их строительную прочность при эксплуатации.
При частичных ремонтах и диагностике коллекторов 13 осуществляют локальную разборку отдельных участков футеровки с последующим восстановлением.
Таким образом, использование предлагаемой конструкции позволяет повысить стойкость футеровки, упростить футеровочные работы, частичные ремонты и диагностику коллекторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУТЕРОВКА КАНАЛА ДЫМОВЫХ ГАЗОВ ВЕРТИКАЛЬНОЙ МНОГОКАМЕРНОЙ РАДИАНТНО-КОНВЕКЦИОННОЙ ПЕЧИ | 2004 |
|
RU2246087C1 |
| УСТРОЙСТВО ФУТЕРОВКИ ВАННЫ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 2000 |
|
RU2194933C2 |
| ТЕПЛОВАЯ ИЗОЛЯЦИЯ НИЖНЕГО КОЛЛЕКТОРА ТРУБЧАТОЙ ПЕЧИ ПЕРВИЧНОГО РИФОРМИНГА | 2010 |
|
RU2438772C1 |
| ФУТЕРОВКА ТЕПЛОВОГО АГРЕГАТА | 2004 |
|
RU2256860C1 |
| ДВУХВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2015 |
|
RU2610641C1 |
| Двухванная отражательная печь с копильником для переплава алюминиевого лома | 2019 |
|
RU2699876C1 |
| Футеровка стен печей с внутренней рекуперацией и кирпич фасонный для футеровки | 1986 |
|
SU1425415A1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2017 |
|
RU2649481C1 |
| Двухванная отражательная печь с копильником для переплава алюминиевого лома | 2020 |
|
RU2753926C1 |
| Отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2753927C1 |
Изобретение относится к конструктивным элементам тепловых агрегатов, в частности к футеровке туннеля дымовых газов трубчатой печи парового риформинга, входящей в состав установки синтеза аммиака, а также используемой при производстве других продуктов, например метанола. Технический результат: повышение стойкости футеровки туннеля дымовых газов, упрощение изготовления футеровки, ее частичных ремонтов и диагностики коллекторов. Футеровка включает размещенные на подине печи стены с отверстиями для прохода дымовых газов и выступами в верхней части, уменьшающими пролет туннеля, выполненные из порядно уложенных вперевязку и с температурными швами огнеупорных изделий, и опирающееся на выступы стен перекрытие из чередующихся Т-образных изделий зеркальной направленности. Футеровка выполнена непрерывной с вертикальными температурными швами между всеми изделиями; все изделия уложены всухую и скреплены между собой посредством шипов и пазов, продольно ориентированных по оси туннеля; выступы выполнены в виде огнеупорных фасонных изделий со скошенными углами, обращенными в сторону туннеля, центр тяжести которых находится внутри поперечного сечения стены, а нижний ряд каждой стены выполнен из опорных изделий, длина каждого из которых не кратна длине изделия стены и превышает последнюю менее чем в 3 раза; перекрытие соединено с выступами посредством шипов, расположенных на большем основании Т-образных изделий; ширина отверстий 7 составляет менее половины длины изделия стены. 3 ил.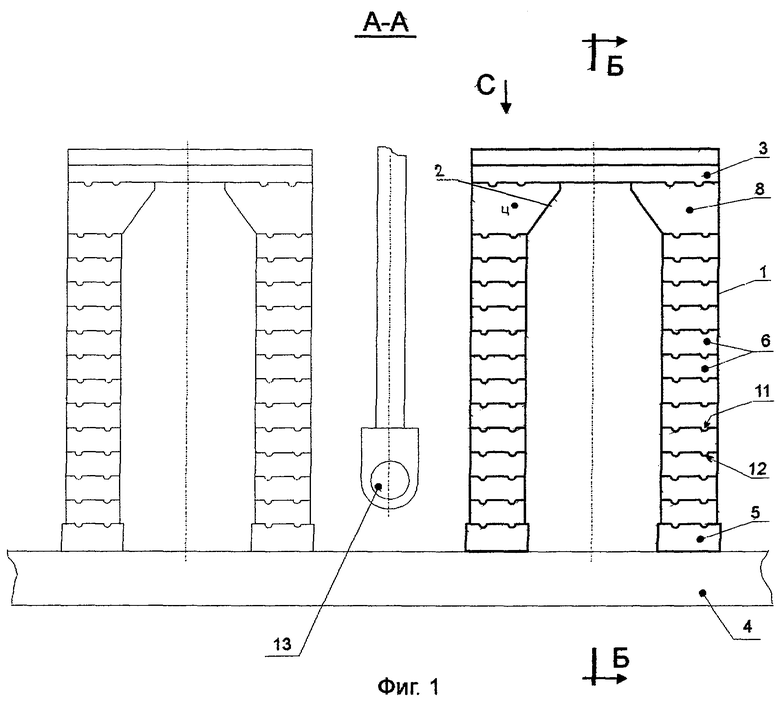
Футеровка туннеля дымовых газов трубчатой печи парового риформинга, включающая размещенные на подине печи стены туннеля с отверстиями для прохода дымовых газов и выступами в верхней части, уменьшающими пролет туннеля, выполненные из порядно уложенных вперевязку и с температурными швами огнеупорных изделий, и опирающееся на выступы стен перекрытие туннеля из чередующихся Т-образных изделий зеркальной направленности, отличающаяся тем, что она выполнена непрерывной с вертикальными температурными швами между каждым изделием, все изделия уложены всухую и скреплены между собой посредством шипов и пазов, продольно ориентированных по оси туннеля, выступы стен выполнены в виде огнеупорных фасонных изделий со скошенными углами, обращенными в сторону туннеля, центр тяжести которых находится внутри поперечного сечения стены, а нижний ряд каждой из стен выполнен из опорных изделий, длина каждого из которых не кратна длине изделия стен и превышает последнюю менее чем в 3 раза, перекрытие туннеля соединено с выступами стен посредством шипов или пазов, расположенных на большем основании Т-образных изделий, ширина отверстий для прохода дымовых газов составляет менее половины длины изделия стен.
| ЕНТУС Н.Р., ШАРИХИН В.В | |||
| Трубчатые печи в нефтедобывающей и нефтехимической промышленности | |||
| - М.: Химия, 1987, с.14-17, рис.1-7 | |||
| Футеровка тепловых агрегатов | 1980 |
|
SU991122A1 |
| Футеровка теплового агрегата | 1988 |
|
SU1626067A1 |
| ФУТЕРОВКА ТЕПЛОВОГО АГРЕГАТА | 2001 |
|
RU2212015C2 |
| ДРОБИЛКА ЗЕРНА | 1996 |
|
RU2116721C1 |
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |

