Изобретение относится к шинной промышленности и может быть использовано при изготовлении новых пневматических шин и при восстановлении протектора изношенных шин.
Известен способ восстановления изношенных шин, при котором на подготовленный каркас шины, зашерохованный и промазанный клеем, накладывают протекторную резиновую смесь необходимого профиля методом навивки шприцованной ленты и затем вулканизуют шину (см. GB 2234718 А, опублик. 23.02.1991).
Однако известный способ не предусматривает при восстановлении протектора включение в протекторную резиновую смесь гранул абразива. Отсутствие абразива не обеспечивает достаточного сцепления шины с мокрой, скользкой и заснеженной дорогой.
Известен и другой способ изготовления пневматических шин, при котором на подготовленный каркас пневматической шины методом навивки ленты из резиновой смеси накладывают протектор, а перед навивкой протектора на часть поверхности ленты наносят гранулы абразива, обеспечивая их равномерное распределение в изнашиваемой части протектора после вулканизации пневматической шины в пресс-форме (см. RU 2170958 С2, опублик. 20.12.2001).
Однако в известном способе все элементы протектора изготавливают из одной резиновой смеси, что при производстве современных шин радиальной конструкции неприемлемо, поскольку в таких шинах подканавочный слой и беговую часть изготавливают из разных резиновых смесей соответствующей рецептуры.
Кроме этого в известном способе не исключено попадание гранул абразива в подканавочный слой, что ведет к возникновению очагов разрушения в точках контакта абразивных частиц с поверхностью каркаса, повышению теплообразования и преждевременному разрушению шины, а также не предусмотрены меры защиты дорогостоящих вкладышей пресс-формы, обычно изготавливаемых из сравнительно мягких алюминиевых сплавов, от повреждения гранулами абразива.
Техническим результатом заявленного способа является повышение надежности распределения гранул в изнашиваемой части протектора, возможность защиты пресс-формы от абразивного повреждения, что в результате повысит работоспособность и срок службы шины.
Технический результат достигается за счет того, что в способе изготовления пневматических шин, при котором на подготовленный каркас пневматической шины методом навивки ленты из резиновой смеси накладывают протектор, а перед навивкой протектора на часть поверхности ленты наносят гранулы абразива, обеспечивая их равномерное распределение в изнашиваемой части протектора после вулканизации пневматической шины в пресс-форме, согласно изобретению, на подготовленный каркас вместе с брекером протектор накладывают в два этапа, на первом этапе накладывают профилированную заготовку подканавочного слоя из резиновой смеси с условным напряжением 5,5÷7,5 МПа при удлинении 300% и минибоковины и на втором этапе накладывают беговую часть из протекторной резиновой смеси, наполненной абразивными гранулами, при этом на внутренний слой беговой части протектора абразивные гранулы не наносят для исключения попадания их в подканавочный слой и сокращения наличия абразивных гранул в неизнашиваемой части рисунка протектора, причем общую толщину Н слоя навитой резиновой смеси на втором этапе определяют как: Н=hb/t, где h - толщина резиновой ленты, мм; b - ее ширина, мм; t - шаг навивки, мм, а поверх собранной заготовки шины с перекрытием кромок слоев беговой части, содержащих абразивные гранулы, накладывают защитный слой 0,5÷1,5 мм из протекторной резиновой смеси.
Кроме того, заявленный технический результат достигается за счет того, что протекторную резиновую смесь выполняют из широких каландрованных лент, а также за счет того, что внутренний слой беговой части протектора, несодержащий абразивные гранулы, выполняют в виде одной профилированной заготовки вместе с подканавочным слоем и минибоковинами, за счет того, что защитный слой накладывают в виде широкой каландрованной ленты из резиновой смеси шириной, равной периметру профиля короны собранной заготовки шины, или защитный слой накладывают путем навивки узкой шприцованной ленты с ее вытяжкой 200-300% и с шагом навивки, равным ширине ленты, т.е. без нахлеста соседних витков ленты друг на друга, и за счет того, что подканавочный слой выполняют из резины с минимальным модулем внутреннего трения, а беговую часть протектора - из высокомодульной износостойкой резины с отношением показателей условного напряжения при удлинении 300% этих резин 0,5-0,8.
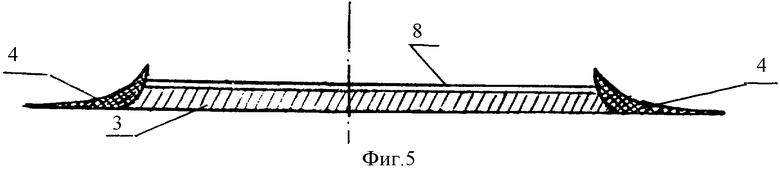
На фиг.1 изображена схема сборки шины методом наложения каландрованных широких лент переменного профиля; на фиг.2 изображена схема шприцованной профилированной заготовки протектора из резиновых смесей для формирования подканавочного слоя и минибоковин; на фиг.3 изображена схема сборки шины с применением профилированной заготовки протектора без беговой части и сборки последней методом наложения широких каландрованных лент протекторной резиновой смеси с гранулами в наружных слоях ленты, формирующих изнашиваемую часть протектора; на фиг.4 изображено то же с применением метода навивки беговой части протектора узкой шприцованной лентой из протекторной резиновой смеси; на фиг.5 изображена схема профилированной заготовки протектора из резиновых смесей для формирования подканавочного слоя, минибоковин и внутреннего неизнашиваемого слоя беговой части протектора; на фиг.6 изображена схема сборки шины с применением профилированной заготовки, показанной на фиг.5, и навивки узкой ленты резиновой смеси с гранулами для формирования изнашиваемой части протектора.
Способ осуществляется следующим образом.
На собранную заготовку каркаса 1 с брокером 2 при изготовлении новой шины или на подготовленный каркас с брекером восстанавливаемой шины накладывают протектор в два этапа. На первом этапе накладывают профилированную заготовку подканавочного слоя 3 из резиновой смеси с условным напряжением 5,5÷7,5 МПа при удлинении 300% и минибоковины 4. На втором этапе накладывают беговую часть 5 из протекторной резиновой смеси, наполненной абразивными гранулами. Резина подканавочного слоя 3 должна обеспечивать прочную связь с брокером 2 и беговой частью 5 протектора, должна иметь высокую усталостную выносливость и низкие потери на качение шины. Для обеспечения низких гистерезисных потерь резина подканавочного слоя 3 должна иметь минимальный модуль внутреннего трения. Резина подканавочного слоя 3 по сравнению с резиной беговой части 5 имеет существенно большее каучукосодержание и меньшее наполнение техническим углеродом и пластификаторами. Резиновая смесь с условным напряжением 5,5÷7,5 МПа при удлинении 300% удовлетворяет таким условиям и из нее выполняют подканавочный слой 3. Подканавочный слой выполняют из резины с минимальным модулем внутреннего трения, а беговую часть протектора - из высокомодульной износостойкой резины с отношением показателей условного напряжения при растяжении 300% этих резин 0,5-0,8. Минибоковины 4 защищают шину в плечевой зоне в области кромок брекера 2, подканавочного слоя 3, беговой части 5 протектора, стыка с боковиной 6. Минибоковины 4 должны обладать хорошей усталостной выносливостью, атмосферостойкостью, высокой прочностью связи с резинами указанных элементов шины.
Сборку подканавочного слоя 3 и беговой части 5 протектора шины производят наложением на вращающуюся заготовку шины широких лент из резиновых смесей переменного сечения: ширина ленты первого слоя равна периметру профиля короны заготовки шины, а ширина последнего слоя равна ширине беговой дорожки по пресс-форме. Ленты выпускают на каландре и подают в питатель агрегата сборки шин. Толщина и количество накладываемых слоев может меняться в зависимости от толщины подканавочного слоя и беговой части шины, насыщенности ее рисунка. При толщине слоев 1,5÷2,5 мм количество слоев подканавочной резиновой смеси для легковых шин - 1÷2, грузовых - 3÷5, беговой части протектора легковых шин - 2÷3 слоя, грузовых - 4÷6 слоев. Во всех случаях поверх последнего слоя беговой части накладывают защитный слой 7 толщиной 0,5÷1,5 мм из протекторной резиновой смеси. На каландрованную ленту протекторной смеси беговой части 5 перед ее наложением на подготовленный каркас 1 шины наносят твердые гранулы абразива в виде шлифзерна абразивного материала. При этом на внутренний слой 8 беговой части протектора абразивные гранулы не наносят для исключения попадания их в подканавочный слой и сокращения наличия абразивных гранул в неизнашиваемой части рисунка протектора. На защитный слой 7 абразивные гранулы не наносят, чтобы исключить повреждение зернами абразива поверхности дорогостоящих алюминиевых вкладышей пресс-формы. Толщина внутреннего слоя 8, не наполненного гранулами абразива, и, соответственно, объем резиновой смеси этого слоя беговой части протектора, обеспечивают формирование элементов рисунка протектора в его основании на уровне индикаторов износа протектора, которые имеют все современные шины. Защитный слой 7 накладывают с перекрытием кромок всех нижележащих слоев протектора (фиг.1). Защитный слой 7 накладывают в виде широкой каландрованной ленты из резиновой смеси шириной, равной периметру профиля короны собранной заготовки шины, или защитный слой накладывают путем навивки узкой шприцованной ленты с ее вытяжкой на 200-300% и с шагом навивки, равным ширине ленты, т.е. без нахлеста соседних витков ленты друг на друга (фиг.4, 6). Объем накладываемой протекторной резиновой смеси, обеспечивающий формирование рисунка протектора, определяется его резиносодержанием. При известном размере ширины беговой части шины и ее длины объем наложенной резиновой смеси характеризуется толщиной ее слоя. Толщина Н навитого слоя протекторной смеси определяется геометрическими размерами сечения навиваемой ленты и степенью перекрытия - нахлеста соседних витков ленты друг на друга, или коэффициентом нахлеста k, равным отношению ширины нахлеста к ширине ленты b. Степень нахлеста регулируют шагом навивки t. Взаимосвязь шага навивки t с коэффициентом k и геометрией ленты определяют как: t=b[j2+(1-k)2]1/2, где j - отношение толщины ленты h к ее ширине. Общую толщину Н слоя навитой резиновой смеси на втором этапе определяют как: Н=hb/t.
Для навивки беговой части протектора легковых шин узкую ленту 9 резиновой смеси шприцуют шириной 25 мм, толщиной 2,5 мм, а для грузовых шин узкую ленту резиновой смеси шприцуют шириной 40 мм, толщиной 3 мм, таким образом, для легковых шин j равно 0,1, для грузовых шин - 0,075.
Максимально возможное значение шага навивки слоя резиновой смеси равно ширине ленты b, минимальное значение - ее толщине h, при этом коэффициент нахлеста k изменяется от 0 до 1, а толщина слоя резиновой смеси изменяется от величины h до величины b. Практически коэффициент k может быть равен для легковых шин от 0 до 0,77, что соответствует изменению шага навивки от 25 мм до 6,25 мм. При этом толщина H слоя навитой протекторной резиновой смеси изменяется соответственно в пределах 2,5÷10 мм. Для грузовых шин коэффициент k может быть равен от 0 до 0,81, что соответствует изменению шага навивки от 40 мм до 8 мм или H от 3 мм до 15 мм. В случае использования процесса вытяжки ленты резиновой смеси 200÷300% после шприцевания, перед нанесением гранул, минимальная толщина навиваемого слоя может быть снижена соответственно в 2÷3 раза. Этот прием может быть использован для наложения защитного слоя 7.
Пример осуществления способа для изготовления шины
При изготовлении современных пневматических автомобильных шин выпускают протекторную заготовку на экструдере из трех резиновых смесей, из которых формируют подканавочный слой, беговую часть и минибоковины готовой шины. Для производства и восстановления таких шин с наполнением беговой части протектора абразивными гранулами накладывают на подготовленный каркас с брекером профилированную протекторную заготовку, выпущенную на экструдере, содержащую резиновые смеси для формирования подканавочного слоя и минибоковин, а также первый слой протекторной резиновой смеси, необходимый для формирования неизнашиваемой части рисунка протектора до индикаторов износа включительно (фиг.5). На сборочном агрегате ее накладывают на подготовленный каркас шины с брекером. На первый внутренний слой беговой части протектора абразивные гранулы не наносят для исключения попадания их в подканавочный слой и сокращения наличия абразивных гранул в неизнашиваемой части рисунка протектора. Затем накладывают на эту заготовку протекторную резиновую смесь, необходимую для формирования остальной изнашиваемой части рисунка протектора. Сборку производят путем наложения широких каландрованных лент протекторной резиновой смеси или навивкой ее узкой лентой (фиг.6). Перед сборкой ленты 10 полностью покрывают шлифзерном абразива. Это упрощает технологический процесс, повышает надежность распределения гранул в изнашиваемой части протектора.
Для защиты вкладышей пресс-формы от абразивного повреждения поверх собранной заготовки шины с перекрытием кромок слоев беговой части, содержащих гранулы, накладывают защитный слой 0,5÷1,5 мм протекторной резиновой смеси без гранул. Защитный слой накладывают либо в виде широкой каландровой ленты резиновой смеси шириной, равной периметру профиля короны собранной заготовки шины, либо навивкой узкой шприцованной ленты указанной толщины с ее вытяжкой 200-300% и с шагом навивки, равным ширине ленты, т.е. без нахлеста соседних витков ленты друг на друга встык. Затем шину вулканизуют в пресс-форме.
Практически изготовление шин по заявленному способу, согласно которому наложение протектора осуществляют в два этапа, может быть организовано на территориально разделенных рабочих площадках. Например, на одном предприятии изготавливают заготовки шин, включая первый этап наложения протектора. Затем эти заготовки транспортируют на ряд других предприятий, на которых осуществляют второй этап наложения протектора с последующей вулканизацией. Для предотвращения деформации заготовок шин при их транспортировке после первого этапа производят подвулканизацию заготовок шин.
Изобретение обеспечивает изготовление шины, которая имеет повышенное сцепление с дорогой, особенно с мокрой и скользкой, и обладает высокими эксплуатационными показателями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2013 |
|
RU2552412C2 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2802826C1 |
| Пневматическая радиальная высокоскоростная шина (варианты исполнения брекерно-протекторной части) | 2024 |
|
RU2828340C1 |
| Пневматическая радиальная легковая шина (варианты) | 2022 |
|
RU2797706C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОТЕКТОРА ПНЕВМАТИЧЕСКИХ ШИН | 2019 |
|
RU2718555C1 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2809312C1 |
| Пневматическая шина для двухколесного транспортного средства с номинальной шириной профиля 100 мм | 2024 |
|
RU2827634C1 |
| Пневматическая шина для двухколесного транспортного средства с номинальной шириной профиля 57 мм | 2024 |
|
RU2828118C1 |




Изобретение относится к шинной промышленности и может быть использовано при изготовлении новых пневматических шин и при восстановлении протектора изношенных шин. В способе изготовления пневматических шин на подготовленный каркас пневматической шины методом навивки ленты из резиновой смеси накладывают протектор. Перед навивкой протектора на часть поверхности ленты наносят гранулы абразива. Обеспечивают равномерное распределение гранул в изнашиваемой части протектора после вулканизации пневматической шины в пресс-форме. На подготовленный каркас вместе с брекером протектор накладывают в два этапа. На первом этапе накладывают профилированную заготовку подканавочного слоя из резиновой смеси с условным напряжением 5,5÷7,5 МПа при удлинении 300% и минибоковины. На втором этапе накладывают беговую часть из протекторной резиновой смеси, наполненной абразивными гранулами. На внутренний слой беговой части протектора абразивные гранулы не наносят для исключения попадания их в подканавочный слой и сокращения наличия абразивных гранул в неизнашиваемой части рисунка протектора. Общую толщину Н слоя навитой резиновой смеси на втором этапе определяют как: H=hb/t, где h - толщина резиновой ленты, мм; b - ее ширина, мм; t - шаг навивки, мм. Поверх собранной заготовки шины с перекрытием кромок слоев беговой части, содержащих абразивные гранулы, накладывают защитный слой 0,5 ÷1,5 мм из протекторной резиновой смеси. Изобретение обеспечивает изготовление шины, которая имеет повышенное сцепление с дорогой и обладает высокими эксплуатационными показателями. 5 з.п. ф-лы, 6 ил.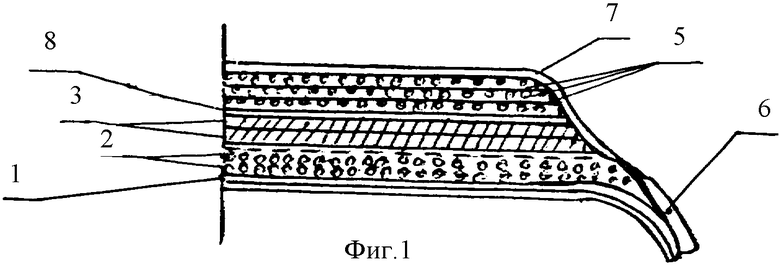
| СПОСОБ И УСТАНОВКА ДЛЯ ВКЛЮЧЕНИЯ ТВЕРДЫХ ГРАНУЛ В ПРОТЕКТОРЫ ШИН | 1996 |
|
RU2176958C2 |
| ЧАСТОТНО-МОДУЛИРОВАННЫЙ ВЫСОТОМЕР | 2003 |
|
RU2234718C1 |
| JP 11048712 А, 23.02.1999 | |||
| RU 97116715 А, 20.07.1999 | |||
| Мотор-колесо транспортного средства | 1985 |
|
SU1289704A1 |
| JP 11310009 А, 09.11.1999 | |||
| JP 9202114 А, 05.08.1997 | |||
| JP 6191236 А, 12.07.1994. | |||

