Изобретение относится к шинной промышленности и может быть использовано при изготовлении пневматических шин намоткой обрезиненной нити.
Известен способ изготовления покрышек пневматических шин, при котором образуют тороидальную оболочку каркаса путем намотки обрезиненной нити на дорн, включающий установку бортовых колец, намотку брекера и наложение протектора (см. ЕР 0890453 А1, по кл. В 60 С 9/02, опублик. 13.01.1999).
Известный способ предусматривает установку бортовых колец, что требует дополнительного сборочного оборудования, предназначенного для посадки и фиксации бортовых колец на каркасе.
Известен и другой способ изготовления пневматических шин, являющийся наиболее близким к заявленному способу, и при котором образуют тороидальную оболочку каркаса путем спиральной намотки обрезиненной ленты на тороидальный дорн и последующей спиральной намотки на каркас обрезиненных нитей брекера и осуществляют наложение боковин, бортовых лент и протектора (см. RU 2134199 С1, по кл. В 29 D 30/06, опублик. 10.08.1999).
Известный способ не обеспечивает требуемой жесткости борта, что может привести к опасной езде на автомобиле, а намотка брекера не обеспечивает необходимой монолитности зоны соединения боковины с брекером и протектором.
Техническим результатом предложенного способа является создание пневматической шины с бортом требуемой жесткости, выполненным за счет многократного нахлеста зон изменения направления намотки и пересечения витков нитей и создания монолитной конструкции покрышки.
Технический результат достигается за счет того, что в способе изготовления пневматических шин образуют тороидальную оболочку каркаса путем спиральной намотки обрезиненной ленты на тороидальный дорн и последующей спиральной намотки на каркас обрезиненных нитей брекера и осуществляют наложение боковин, бортовых лент и протектора, согласно изобретению, намотку осуществляют обрезиненной лентой текстильного или металлического корда, а каркас наматывают под углом ϕ=0°-±70° к меридиональной плоскости тороидального дорна в экваториальной плоскости с изменением направления намотки ленты на внешней границе бортовых зон и с образованием в зоне борта утолщений, выполняющих роль бортовых колец, за счет многократного нахлеста лент в зоне изменения направления намотки, сгущений и пересечения витков лент, при этом образование брекера осуществляют намоткой обрезиненной ленты металлического или текстильного корда под углом ±(60°-90°) к меридиональной плоскости тороидального дорна в зоне экватора с образованием слоя брекера, имеющего на кромках утолщения, образованные в результате нахлеста лент в зоне изменения направления намотки нити, а в пространство между утолщениями на кромках брекера укладывают дополнительно по меньшей мере один слой обрезиненных лент брекера методом спиральной намотки в стык под углом к меридиональной плоскости тороидального дорна ϕ1=arctgB/2πR·360°, где В - ширина ленты, R - радиус поверхности намотки, причем начальную и конечную кромки дополнительного слоя обрезают под углом на заданную ширину.
Технический результат достигается также за счет того, что в способе ширину обрезиненных прядей, образованных из обрезиненных нитей, для намотки каркаса и брекера выполняют от 1,5 до 20 мм, что начало и конец намотки брекера располагают в экваториальной зоне шины, а брекер образуют методом геодезической намотки.
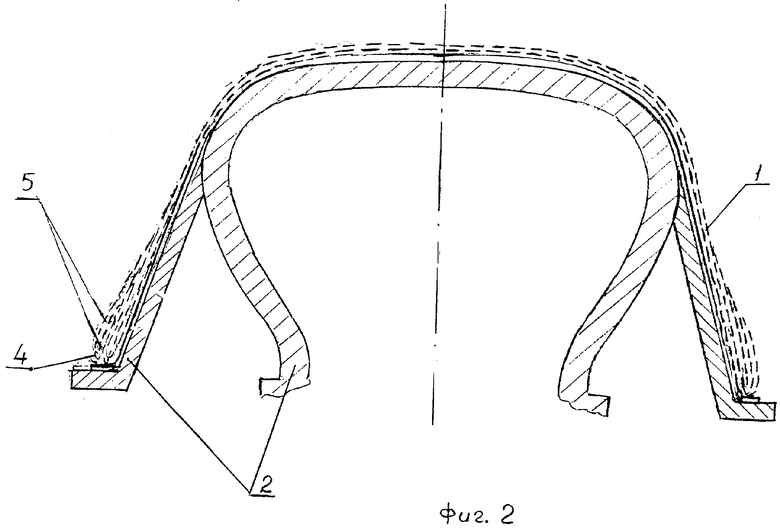
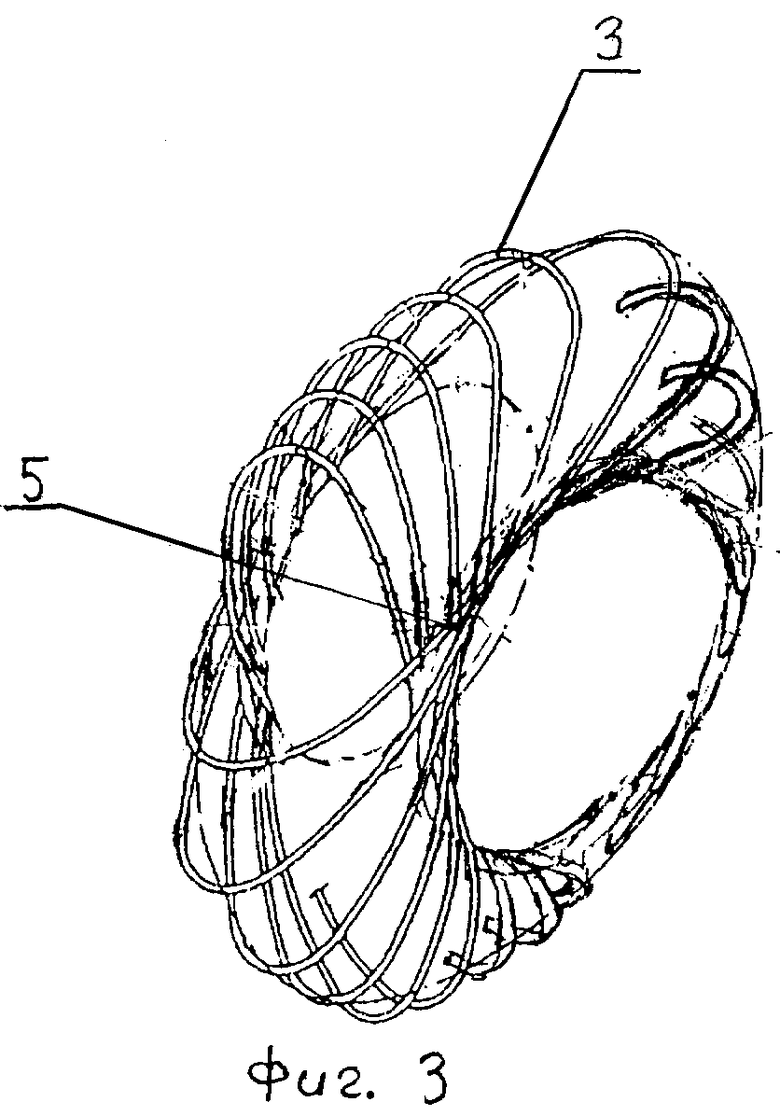
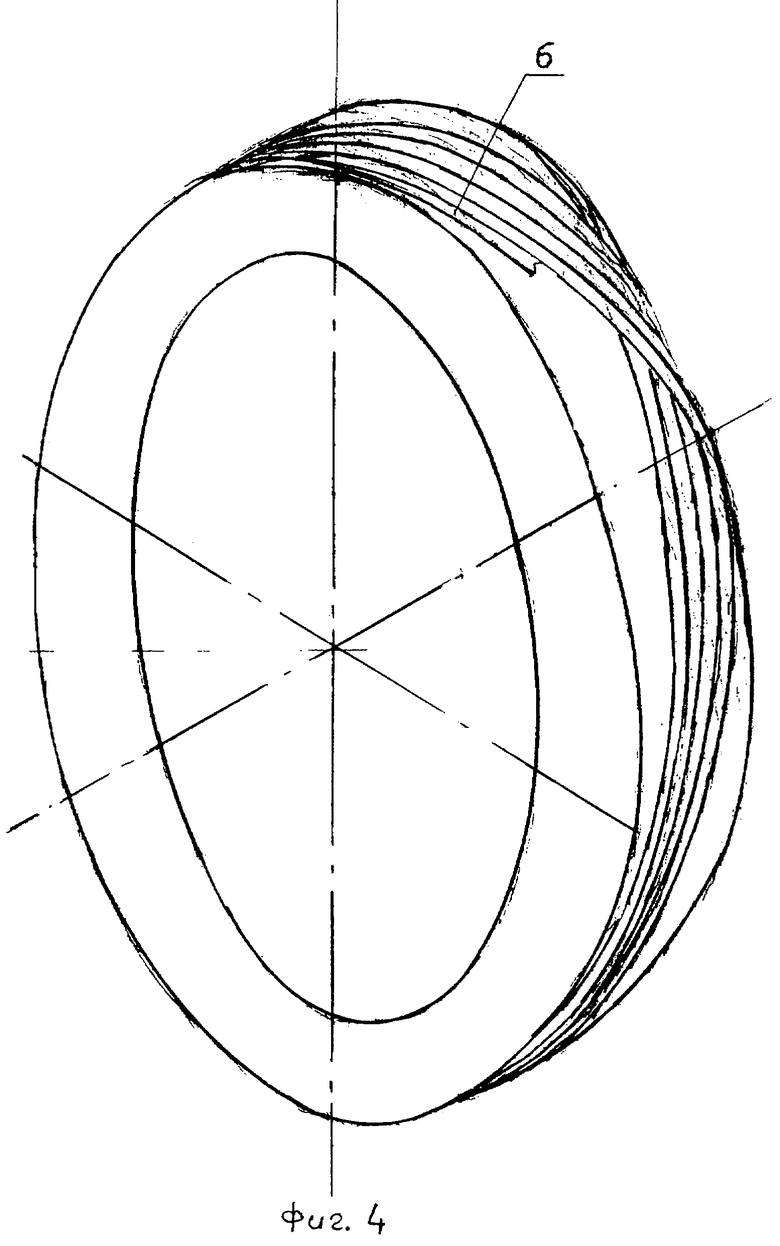
На фиг.1 изображен общий вид покрышки в разрезе, на фиг.2 и 3 схематично изображена навивка каркаса, на фиг.4 схематично изображена навивка брекера.
Способ осуществляется следующим образом.
В способе изготовления пневматических шин образуют тороидальную оболочку каркаса 1 путем спиральной намотки обрезиненной ленты на тороидальный дорн 2. Намотку осуществляют обрезиненной лентой текстильного или металлического корда 3, а каркас наматывают под углом ϕ=0°-±70° к меридиональной плоскости в зоне экватора тороидального дорна 2 с изменением направления намотки ленты на внешней границе бортовых зон 4. В зоне борта образуют утолщения 5, выполняющие роль бортовых колец, за счет многократного нахлеста лент в зоне изменения направления намотки, пересечения и сгущения витков ленты. Затем осуществляют последующую спиральную намотку на каркас 1 обрезиненных лент 6 брекера 7. Намотку брекера 7 ведут лентой под углом ±60°-90° к меридиональной плоскости в зоне экватора тороидального дорна 2 с образованием слоя брекера, имеющего на кромках утолщения 8, образованные в результате нахлеста лент в зоне изменения направления намотки лент 6. В пространство между утолщениями 8 на кромках брекера 7 укладывают дополнительно методом спиральной намотки встык по меньшей мере один слой 9 обрезинениых лент брекера под углом к меридиональной плоскости тороидального дорна 2 - ϕ1=arctgB/2πR·360°, где В - ширина ленты, R - радиус поверхности намотки, причем начальную и конечную кромки дополнительного слоя 9 обрезают под углом на заданную ширину. Ширину обрезиненных прядей, образованных из обрезиненных нитей 3, для намотки каркаса 1 и брекера 7 выполняют от 1,5 до 20 мм. Начало и конец намотки брекера 7 располагают в экваториальной зоне шины. Брекер 7 также можно наматывать вместо спиральной намотки методом геодезической намотки. После образования брекера 7 осуществляют наложение бортовой ленты 10, боковин 11 и протектора 12.
Способ обеспечивает получение покрышки пневматической шины с жесткой конструкцией борта, обеспечивает высокую производительность сборки за счет использования одного вида оборудования для намотки каркаса и брекера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСОВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2275304C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2276015C2 |
| Пневматическая шина | 2018 |
|
RU2681789C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2837096C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА РАДИАЛЬНОЙ КОНСТРУКЦИИ | 1995 |
|
RU2082622C1 |
| Цилиндрическая заготовка каркаса радиальной покрышки пневматической шины | 1990 |
|
SU1763241A1 |
| БЕЗОПАСНАЯ ШИНА КАРКАСНОГО ТИПА | 2009 |
|
RU2397878C1 |
| Пневматическая шина для мобильного энергетического средства | 2017 |
|
RU2677817C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2004 |
|
RU2264922C1 |
Изобретение относится к шинной промышленности и может быть использовано при изготовлении покрышек пневматических шин намоткой обрезиненной нити. В способе изготовления пневматических шин образуют тороидальную оболочку каркаса путем спиральной намотки обрезиненной ленты на тороидальный дорн и последующей спиральной намотки на каркас обрезиненных нитей брекера и осуществляют наложение боковин, бортовых лент и протектора. Намотку осуществляют обрезиненной нитью текстильного или металлического корда. Каркас наматывают под углом ϕ=0°÷±70° к меридиональной плоскости тороидального дорна в экваториальной зоне с изменением направления намотки ленты на внешней границе бортовых зон и с образованием в зоне борта утолщений, выполняющих роль бортовых колец, за счет многократного нахлеста лент в зоне изменения направления намотки сгущений и пересечения витков лент. Образование брекера осуществляют намоткой обрезнненной ленты металлического или текстильного корда под углом ±(60°÷90°) к меридиональной плоскости тороидального дорна в зоне экватора с образованием слоя брекера, имеющего на кромках утолщения, образованные в результате нахлеста лент в зоне изменения направления намотки. В пространство между утолщениями на кромках брекера укладывают дополнительно по меньшей мере один слой обрезиненных лент брекера методом спиральной намотки в стык под углом к меридиональной плоскости тороидального дорна ϕ1=arctgB/2πR·360°, где В - ширина ленты, R - радиус поверхности намотки, причем начальную и конечную кромки дополнительного слоя обрезают под углом на заданную ширину. Способ обеспечивает получение покрышки пневматической шины с жесткой конструкцией борта, обеспечивает высокую производительность сборки за счет использования одного вида оборудования для намотки каркаса и брекера. 3 з.п. ф-лы, 4 ил.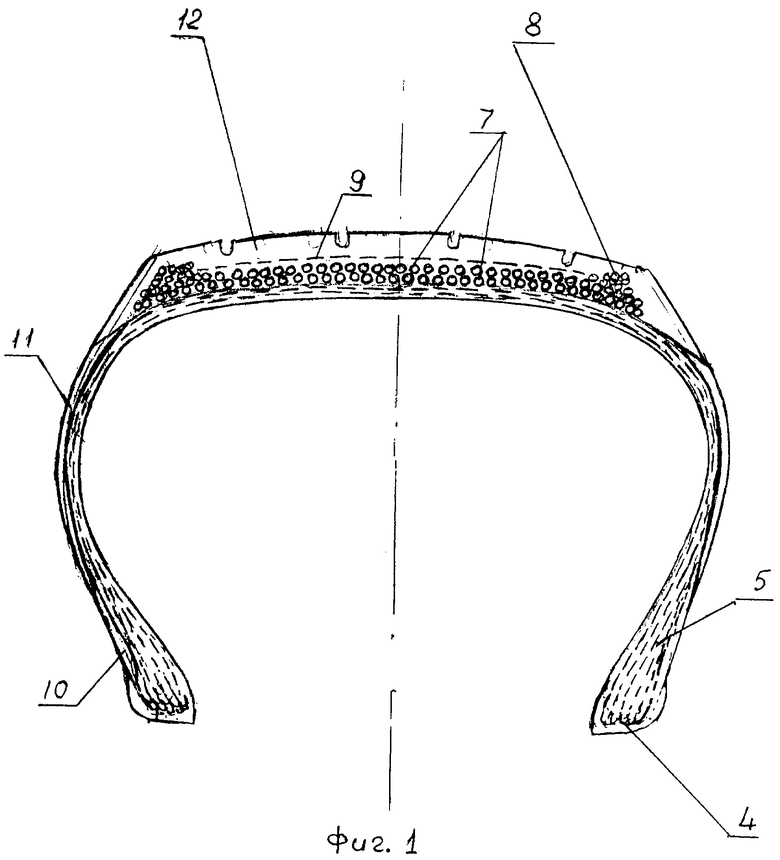
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН (ВАРИАНТЫ) | 1998 |
|
RU2134199C1 |

