РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка испрашивает приоритет согласно разделу 35, параграфа 120 Кодекса законов США по заявке США № 14/529801, поданной 31 октября 2014 г., которая испрашивает приоритет по предварительной заявке США № 62/022888, поданной 10 июля 2014 г. И предварительной заявке США № 61/917140, поданной 17 декабря 2013 г. Содержание упомянутых заявок в полном объеме включено в настоящую заявку по ссылке.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] В последние годы высокоточная микромеханическая обработка и усовершенствование за счет нее разработки производственных процессов для удовлетворения потребительского спроса на уменьшение размеров, массы и стоимости материалов передовых устройств привели к ускоренному развитию высокотехнологичных отраслей в области плоскопанельных дисплеев для сенсорных экранов, планшетных компьютеров, смартфонов и телевизоров, что привело к росту значения сверхбыстродействующих промышленных лазеров для областей применения, требующих высокой точности.
[0003] Существуют различные известные методы резки стекла. В рамках обычного технологического процесса лазерной резки стекла разделение стекла основано на лазерной разметке или перфорации с разделением посредством распространения трещины, вызванного механическим усилием или термическим напряжением. Почти все современные методы лазерной резки обнаруживают один или более недостатков: (1) они ограничены в их способности выполнять резку произвольной формы из тонкого стекла на носителе вследствие большой зоны термического влияния (HAZ), связанной с лазерами с длительными импульсами излучения (наносекундными или более длительными), (2) они производят термическое напряжение, которое часто приводит к растрескиванию поверхности вблизи освещенной лазером области вследствие волны возмущений и неконтролируемого съема материала, и, (3) процесс создает подповерхностное разрушение, простирающееся на десятки микрометров (или более) в массу материала и приводящее к дефектным участкам, которые могут стать источниками трещин.
[0004] Следовательно, существует потребность в усовершенствованном технологическом процессе лазерной прошивки материала, например, стекла, который минимизирует или исключает одну или более из вышеупомянутых проблем.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] Нижеописанные варианты осуществления относятся к способу и устройству для создания небольших (микронных и меньше) «отверстий» или линий дефектов в прозрачных материалах (например, стекле, сапфире и т.п.) с целью прошивки и резки.
[0006] В частности, в соответствии с некоторыми вариантами осуществления импульсный лазерный пучок, имеющий длину волны меньше, чем 1000 нм, фокусируют в фокальную линию лазерного пучка, и фокальную линию направляют в материал, в котором фокальная линия лазерного пучка вызывает наведенное поглощение внутри материала, при этом наведенное поглощение производит линию дефектов, имеющую диаметр меньше, чем или равный примерно 300 нм вдоль фокальной линии лазерного пучка внутри материала. Например, пучок сверхкороткого, (например, от 10-10 до 10-15 секунды) импульса с длиной волны меньше, чем 1000 нанометров (нм), имеющий гауссов профиль, формируют и фокусируют для создания линейной фокальной области в массе материала. Полученная плотность энергии выше порога модификации материала, создающего «линию дефектов» или «отверстие» в данной области. Посредством размещения упомянутых характерных элементов близко друг к другу материал может быть разделен (механически или термически) по линии перфораций. Длина волны импульсного лазерного пучка в некоторых вариантах осуществления меньше, чем или равна 850 нм, в некоторых вариантах осуществления меньше, чем или равна 800 нм, в некоторых вариантах осуществления меньше, чем 620 нм, а в некоторых вариантах осуществления не больше, чем 552 нм.
[0007] Например, в соответствии с некоторыми вариантами осуществления импульсный лазерный пучок, имеющий длину волны меньше, чем или равную примерно 800 нм (±50 нм, предпочтительно ±20 нм, предпочтительнее ±2 нм), например лазерный пучок, выдаваемый Ti:сапфировым лазером, меньше, чем или равную примерно 775 нм (лазер на волокне, легированном Er, с удвоением частоты), меньше, чем или равную примерно 600 нм (лазер на красителе родамине), а в некоторых вариантах осуществления меньше, чем или равную примерно 532 нм (например, 532 нм ±20 нм, предпочтительнее ±2 нм), фокусируют в фокальную линию лазерного пучка, и фокальную линию направляют в материал, в котором фокальная линия лазерного пучка вызывает наведенное поглощение внутри материала, при этом наведенное поглощение производит линию дефектов, имеющую диаметр меньше, чем или равный примерно 300 нм вдоль фокальной линии лазерного пучка внутри материала. Например, пучок сверхкороткого (например, от 10-10 до 10-15 секунды) импульса (с длиной волны меньше, чем или равной примерно 800 нм, 775 нм, 600 нм, 532 нм, 355 нм или 266 нм), имеющий гауссов профиль, формируют и фокусируют для создания линейной фокальной области в массе материала. Полученная плотность энергии выше порога модификации материала, создающего «линию дефектов» или «отверстие» в данной области. Посредством размещения упомянутых характерных элементов близко друг к другу, материал может быть разделен (механически или термически) по линии перфораций.
[0008] В одном варианте осуществления способ лазерной прошивки материала включает в себя фокусировку импульсного лазерного пучка в фокальную линию лазерного пучка, ориентированную вдоль направления распространения пучка, при этом лазерный пучок имеет длину волны меньше, чем или равную примерно 850 нм, причем длину волны выбирают с так, чтобы материал был практически прозрачным на данной длине волны. Способ также включает в себя направление фокальной линии лазерного пучка в материал, при этом фокальная линия лазерного пучка вызывает наведенное поглощение внутри материала, причем наведенное поглощение производит линию дефектов, имеющую диаметр меньше, чем или равный примерно 300 нм вдоль фокальной линии лазерного пучка внутри материала.
[0009] Наведенное поглощение может производить подповерхностное разрушение до глубины меньше, чем или равной примерно 100 мкм (например, меньше, чем 75 мкм) внутри материала и шероховатость поверхности Ra меньше, чем или равную примерно 0,5 мкм. Микрогеометрию поверхности можно характеризовать, например, статистической шероховатостью поверхности Ra (средняя арифметическая шероховатость абсолютных значений высот для отобранного образца поверхности).
[0010] В некоторых вариантах осуществления способ дополнительно включает в себя поступательное перемещение материала и лазерного пучка друг относительно друга, прошивая посредством этого множество линий дефектов внутри материала, при этом линии дефектов разнесены так, чтобы разделять материал на по меньшей мере две детали. В некоторых вариантах осуществления лазер является лазером, генерирующим пакеты импульсов, а частота следования пакетов лазерных импульсов (т.е. частота следования пакетов) может быть в диапазоне от примерно 10 кГц до 2000 кГц, например, 100 кГц, 200 кГц, 300 кГц, 400 кГц, 500 кГц, 1000 кГц или 1500 кГц. В некоторых вариантах осуществления лазерный пучок имеет длину волны меньше, чем или равную примерно 775 нм, меньше, чем или равную примерно 600 нм, или меньше, чем или равную примерно 532 нм. В некоторых вариантах осуществления длительность импульса у отдельных импульсов в пакете импульсов лазера может быть в диапазоне от примерно 5 пикосекунд до примерно 100 пикосекунд, например, 10, 20, 30, 40, 50, 60, 75, 80, 90 или 100 пикосекунд, или между приведенными длительностями.
[0011] Импульсный лазер может быть выполнен с возможностью испускания импульсов, выдаваемых пакетами из по меньшей мере двух импульсов в одном пакете, при этом соседние импульсы разделены промежутком времени в диапазоне от примерно 1 нс до примерно 50 нс (предпочтительнее в диапазоне от 15 до 30 нс) при частоте следования пакетов в диапазоне от примерно 1 кГц до примерно 500 кГц (и предпочтительно 200 кГц). В некоторых вариантах осуществления отдельные импульсы в пакете импульсов могут быть разделены промежутком времени примерно 20 нс.
[0012] В некоторых вариантах осуществления фокальная линия лазерного пучка может иметь длину L в диапазоне от примерно 0,1 мм до примерно 20 мм, в некоторых вариантах осуществления от 10 мм до 20 мм, например, длину в диапазоне от примерно 0,1 мм до примерно 8 мм. Фокальная линия лазерного пучка может иметь средний диаметр пятна в диапазоне от примерно 0,1 мкм до примерно 5 мкм.
[0013] В другом варианте осуществления система для лазерной прошивки материала включает в себя импульсный лазер, выполненный с возможностью выдавать импульсный лазерный пучок, имеющий длину волны меньше, чем или равную примерно 850 нм, причем длина волны выбрана так, чтобы материал был практически прозрачным на данной длине волны. Система дополнительно включает в себя оптический блок, установленный на траектории пучка лазера, выполненный с возможностью преобразования лазерного пучка в фокальную линию лазерного пучка, ориентированную вдоль направления распространения пучка, причем со стороны выхода пучка из оптического блока оптический блок включает в себя фокусирующий оптический элемент со сферической аберрацией, выполненный с возможностью формировать фокальную линии лазерного пучка. Фокальная линия лазерного пучка может быть подобрана для того, чтобы вызывать наведенное поглощение внутри материала, при этом наведенное поглощение производит линию дефектов, имеющую диаметр меньше, чем или равный примерно 300 нм вдоль фокальной линии лазерного пучка внутри материала.
[0014] В некоторых вариантах осуществления лазерный пучок имеет длину волны меньше, чем или равную примерно 775 нм, меньше, чем или равную примерно 600 нм или меньше, чем или равную примерно 532 нм. Наведенное поглощение может производить подповерхностное разрушение до глубины меньше, чем или равной примерно 75 мкм внутри материала, например, меньше, чем или равной примерно 40 мкм, шероховатость поверхности Ra меньше, чем или равную примерно 0,8 мкм и среднеквадратическую (RMS) шероховатость поверхности меньше, чем или равную примерно 0,9 мкм. Оптический блок может включать в себя кольцевую апертуру, установленную на траектории пучка лазера перед фокусирующим оптическим элементом, при этом кольцевая апертура выполнена с возможностью блокировать один или более лучей в центре лазерного пучка так, чтобы на фокусирующий оптический элемент падали только нецентральные краевые лучи, и посредством чего для каждого импульса импульсного лазерного пучка получается только одна фокальная линия лазерного пучка, ориентированная по направлению пучка. Фокусирующий оптический элемент может быть сферически вырезанной выпуклой линзой. В качестве альтернативы, фокусирующий оптический элемент может быть конической призмой, имеющей несферическую открытую поверхность, например, аксиконом.
[0015] В некоторых вариантах осуществления оптический блок может дополнительно включать в себя дефокусирующий оптический элемент, при этом оптические элементы установлены и выставлены так, чтобы фокальная линия лазерного пучка формировалась со стороны выхода пучка из дефокусирующего оптического элемента на расстоянии от дефокусирующего оптического элемента. В качестве альтернативы, оптический блок может дополнительно включать в себя второй фокусирующий оптический элемент, при этом два фокусирующих оптических элемента установлены и выставлены так, чтобы фокальная линия лазерного пучка формировалась со стороны выхода пучка из второго фокусирующего оптического элемента на расстоянии от второго фокусирующего оптического элемента. Импульсный лазер может быть выполнен с возможностью испускания импульсов, выдаваемых пакетами из по меньшей мере двух импульсов (например, по меньшей мере 3 импульсов, по меньшей мере 4 импульсов, по меньшей мере 5 импульсов, по меньшей мере 10 импульсов, по меньшей мере 15 импульсов, по меньшей мере 20 импульсов или более). Импульсы внутри пакета разделены промежутком времени в диапазоне от примерно 1 нс до примерно 50 нс, например, от 10 до 30 нс, например, примерно 20 нс, а частота следования пакетов может быть в диапазоне от примерно 1 кГц до примерно 2 МГц, например частота следования пакетов примерно 100 кГц, примерно 200 кГц, примерно 300 кГц, примерно 400 кГц, примерно 500 кГц, примерно 1 МГц или примерно 1,5 МГц. (Выдача пакетами или выдача пакетов импульсов является режимом работы лазера, когда испускание импульсов не является равномерным и устойчивым потоком, а скорее плотными группами импульсов). Стекло перемещают относительно лазерного пучка (или лазерный пучок поступательно перемещают относительно стекла) для создания перфорированных линий, которые вычерчивают форму любых требуемых частей. Пакетно-импульсный лазерный пучок может иметь длину волны, выбранную так, чтобы материал был практически прозрачным на данной длине волны. С фокальной линией с длиной примерно 1 мм и 532 нм пикосекундным лазером, который выдает выходную мощность примерно 2 Вт или более с частотой следования пакетов 20 кГц (примерно 100 микро Джоулей/пакет), измеренными на стеклянной композиции, оптические интенсивности в области фокальной линии являются достаточно высокими для создания нелинейного поглощения в стеклянной композиции. Средняя мощность лазера на один пакет, измеренная на материале, может быть больше, чем 40 микро Джоулей на 1 мм толщины материала, например, от 40 микро Джоулей/мм до 2500 микро Джоулей/мм или от 500 до 2250 микро Джоулей/мм. Например, со стеклом марки 2320 толщиной 0,4 мм (выпускаемого компанией Corning Incorporated, Corning, NY) для резки и разделения стекла можно применить 100-мкДж пакеты импульсов, что дает примерный диапазон 250 мкДж/мм. Фокальная линия лазерного пучка может иметь длину в диапазоне от 0,1 мм до 20 мм и средний диаметр пятна в диапазоне от 0,1 мкм до 5 мкм.
[0016] В другом варианте осуществления способ лазерной прошивки материала включает в себя фокусировку импульсного лазерного пучка в фокальную линию лазерного пучка, ориентированную вдоль направления распространения пучка, при этом лазерный пучок имеет длину волны меньше, чем 850 нм. Способ также включает в себя направление фокальной линии лазерного пучка в материал, при этом фокальная линия лазерного пучка вызывает наведенное поглощение внутри материала, причем наведенное поглощение производит линию дефектов, имеющую внутренний диаметр меньше, чем 0,5 мкм вдоль фокальной линии лазерного пучка внутри материала. В некоторых вариантах осуществления получение линии дефектов включает в себя получение линии дефектов с внутренним диаметром меньше, чем 0,4 мкм. В некоторых вариантах осуществления получение линии дефектов дополнительно включает в себя создание линии дефектов с внутренним диаметром меньше, чем 0,3 мкм или 0,2 мкм.
[0017] Эти варианты осуществления обладают множеством преимуществ, например, меньшим подповерхностным разрушением вследствие того, что лазерная длина волны меньше, чем или равна примерно 850 нм и предпочтительно меньше, чем или равна примерно 532 нм по сравнению с предшествующими способами лазерной прошивки, пониженным образованием поверхностных отходов, уменьшением прилипающих отходов и ослаблением термического взаимодействия. Хотя лазерная абляционная резка тонких стекол характеризуется замедленной скоростью обработки вследствие низкой выходной мощности и энергии импульса, она обладает преимуществами, которые включают в себя отсутствие образования трещин вблизи области абляции, придание произвольной формы и управление толщиной резки посредством настройки фокальной длины. Для плоскопанельных дисплеев является важным, чтобы в стеклянных подложках исключалось растрескивание кромок и остаточное напряжение кромок, так как упомянутые подложки почти всегда отрываются от кромки, даже когда напряжение прикладывается к центру. Высокая пиковая мощность сверхбыстродействующих лазеров в сочетании со специальной рассчитанной доставкой пучка может устранять перечисленные проблемы за счет использования холодной абляционной резки без измеримого теплового воздействия. Лазерная резка сверхбыстродействующими лазерами практически не создает остаточного напряжения в стекле.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018] Вышеизложенное будет очевидно из последующего более конкретного описания примерных вариантов осуществления, проиллюстрированных на прилагаемых чертежах, на которых сходные позиции относятся к одинаковым частям на всех разных видах. Чертежи не обязательно выполнены в масштабе, а внимание сосредоточено на пояснении вариантов осуществления.
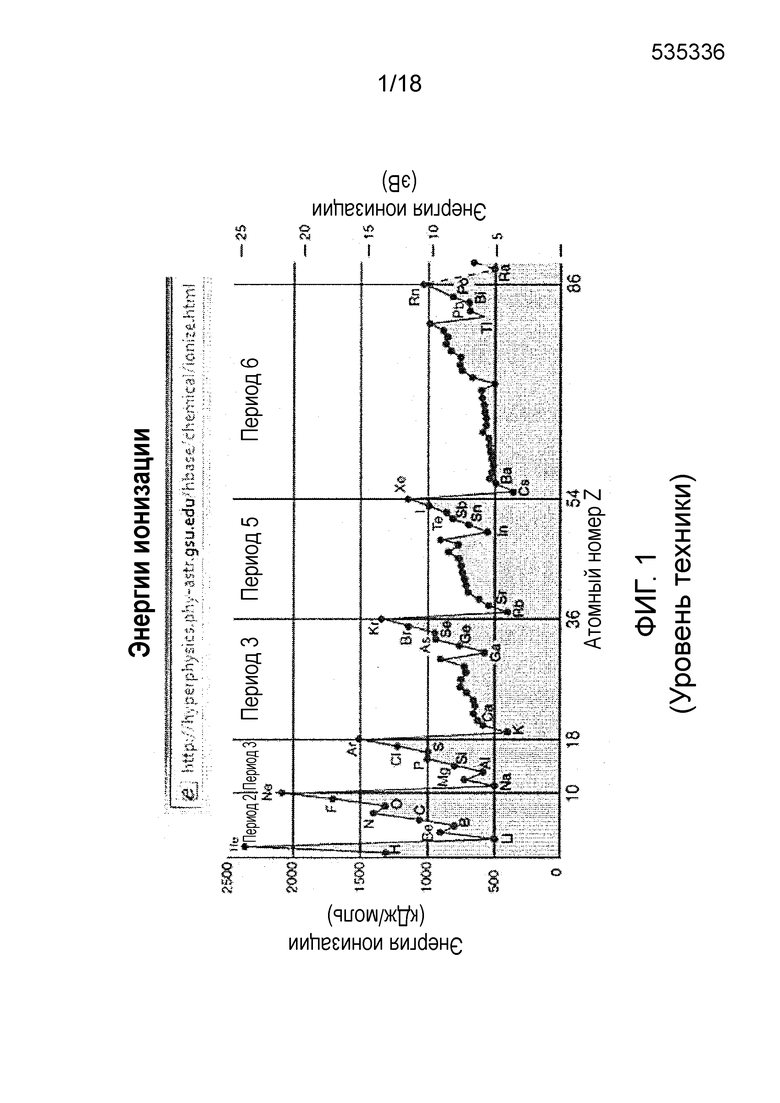
[0019] Фиг. 1 представляет собой график энергии ионизации в виде функции атомного номера для нескольких атомов.
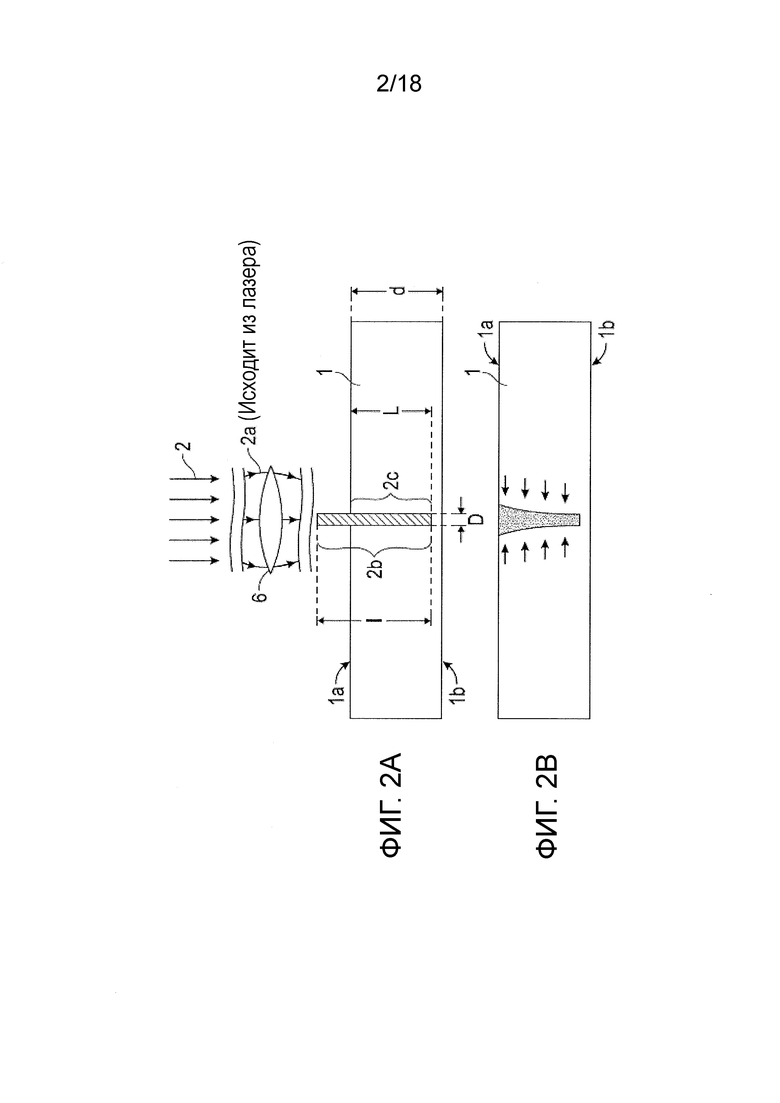
[0020] Фиг. 2A и 2B представляют собой изображения позиционирования фокальной линии лазерного пучка, т.е. обработки материала, прозрачного на длине волны лазера.
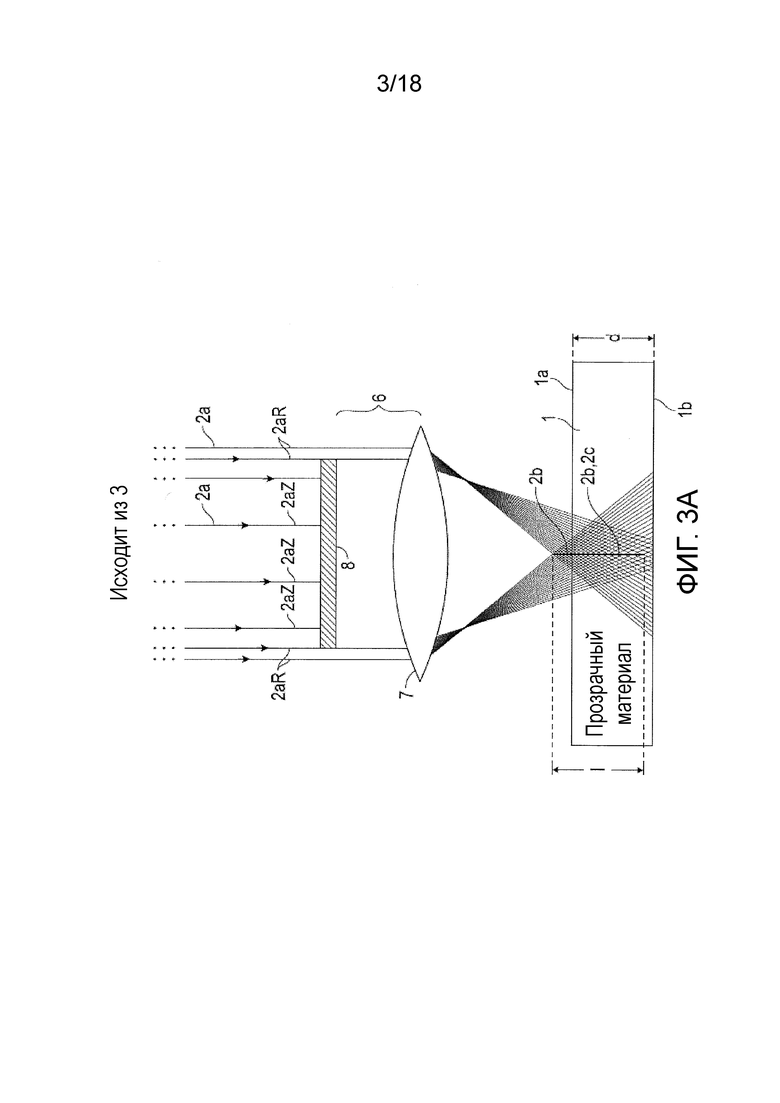
[0021] Фиг. 3A представляет собой изображение оптического блока для лазерной прошивки в соответствии с одним вариантом осуществления.
[0022] Фиг. 3B1-3B4 представляют собой изображения различных возможностей обработки подложки посредством разного позиционирования фокальной линии лазерного пучка относительно подложки.
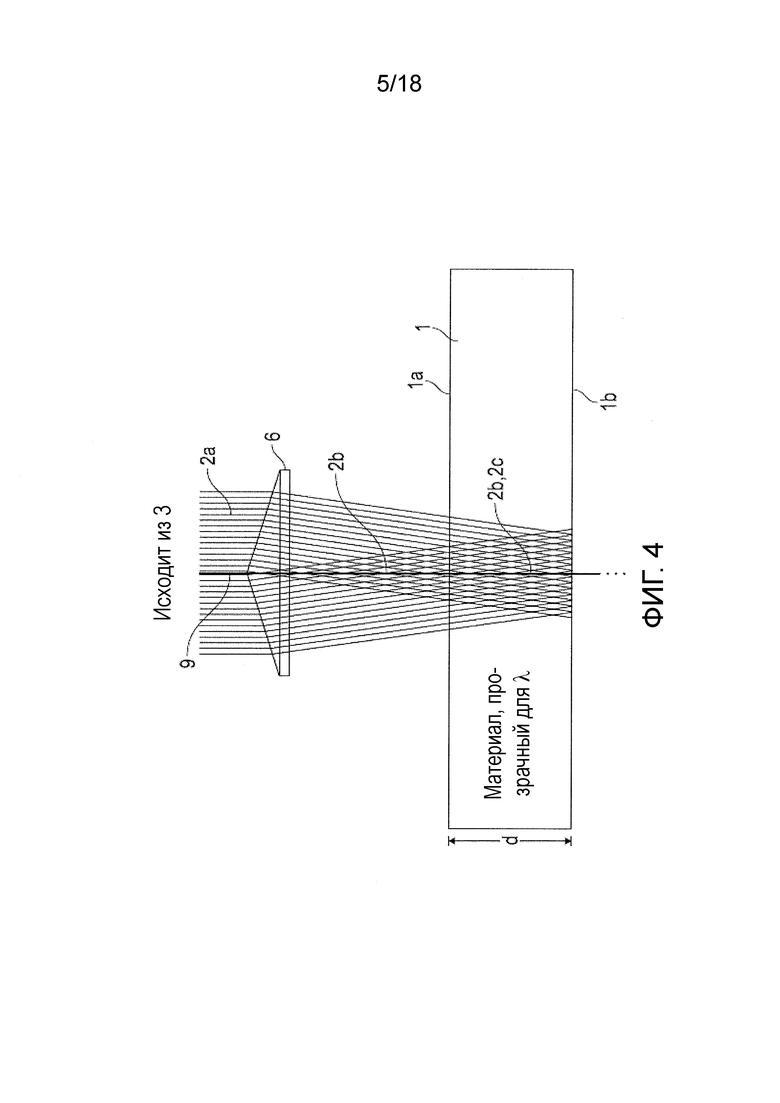
[0023] Фиг. 4 - изображение второго оптического блока для лазерной прошивки в соответствии с некоторыми вариантами осуществления.
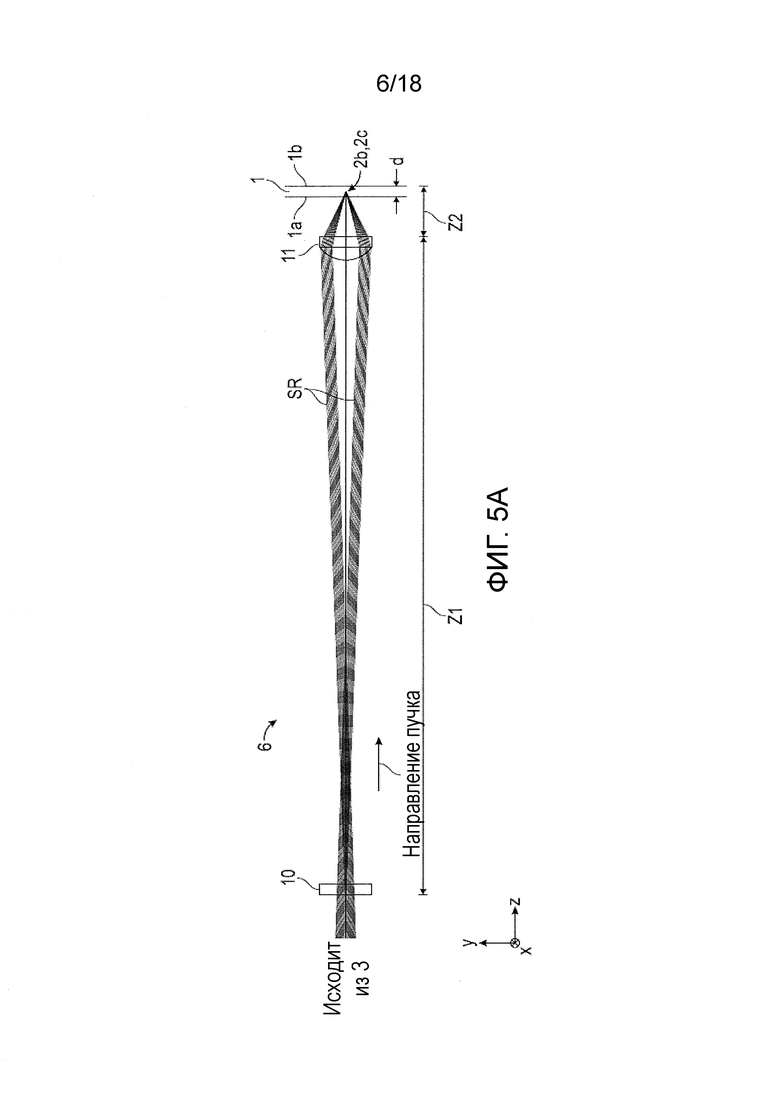
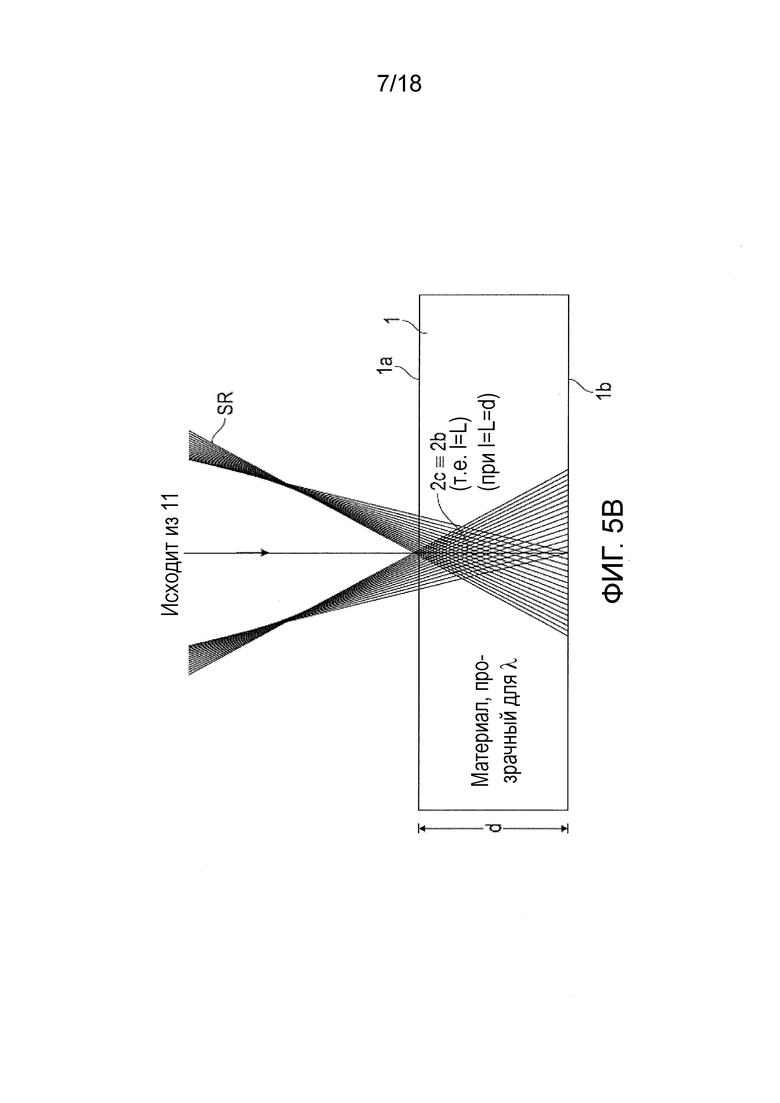
[0024] Фиг. 5A и 5B представляют собой изображения третьего оптического блока для лазерной прошивки в соответствии с некоторыми вариантами осуществления.
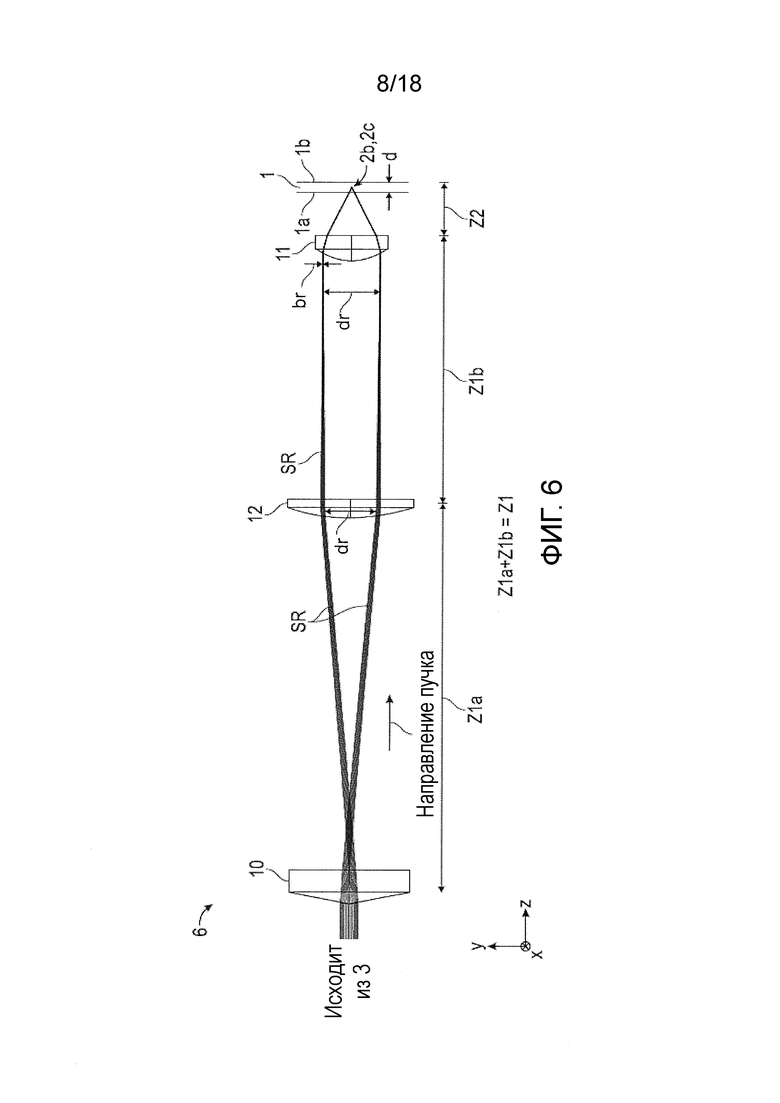
[0025] Фиг. 6 представляет собой схематическое изображение четвертого оптического блока для лазерной прошивки в соответствии с некоторыми вариантами осуществления.
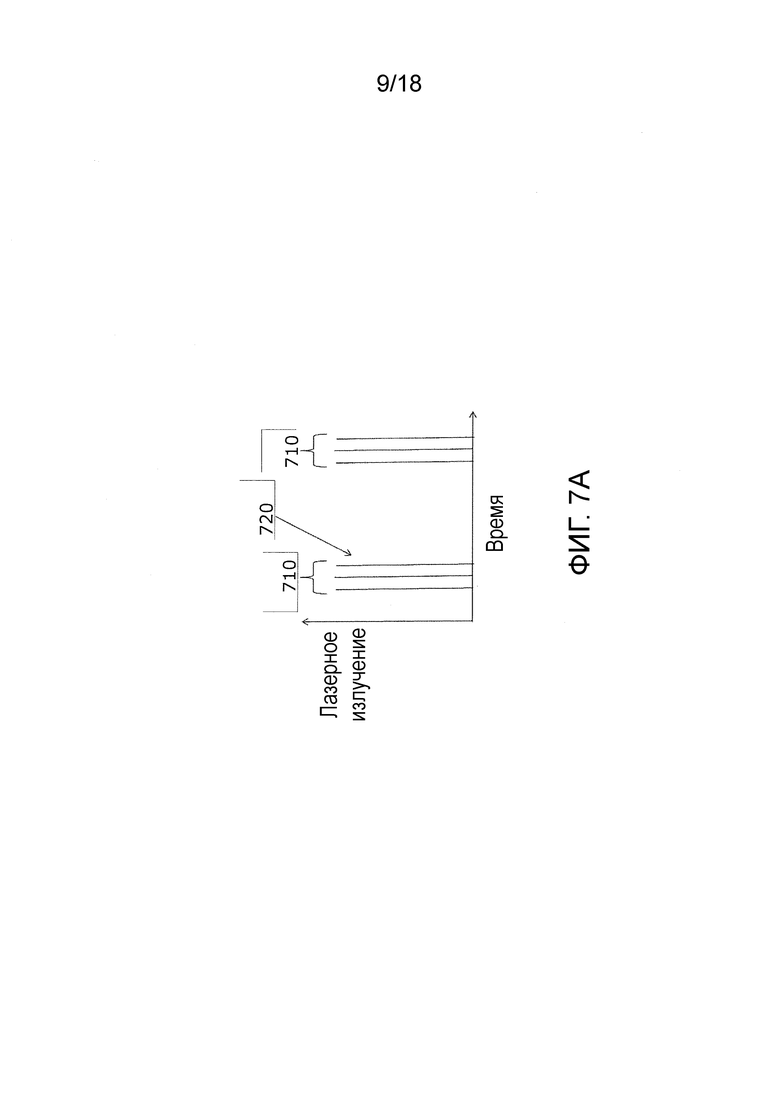
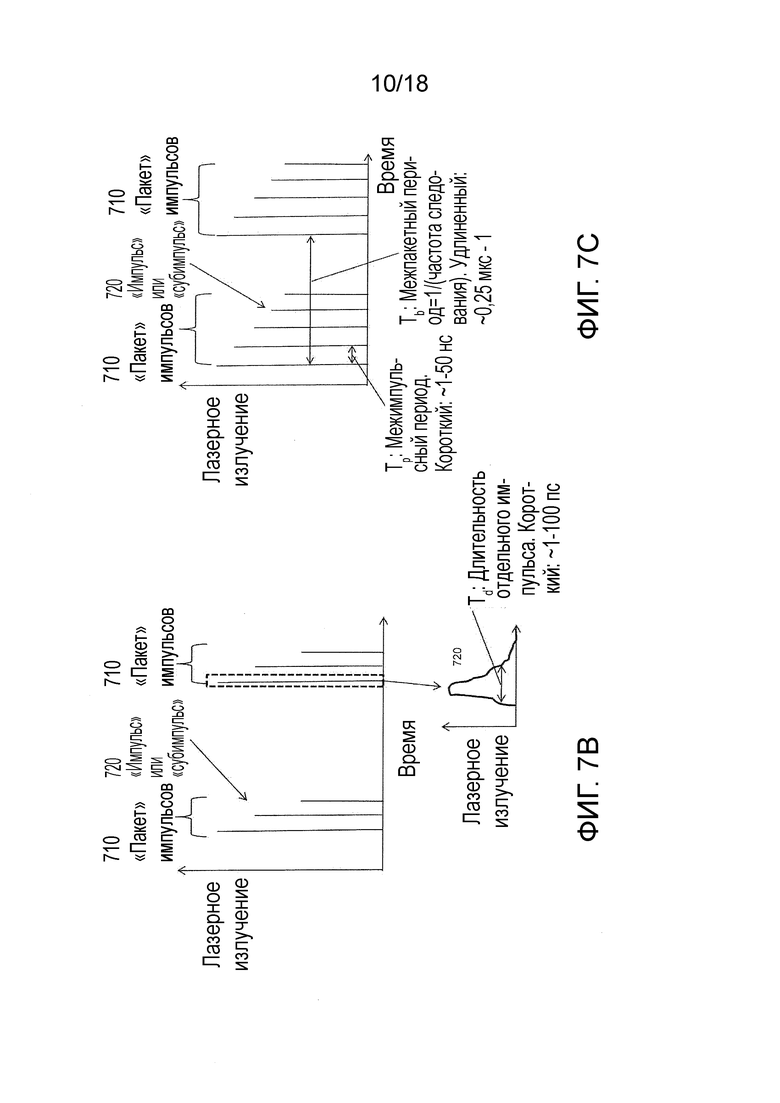
[0026] Фиг. 7A представляет собой график лазерного излучения в виде функции времени для пикосекундного лазера. Каждый акт излучения характеризуется «пакетом» импульсов, который может содержать один или более импульсов.
[0027] Фиг. 7B представляет собой схематическое изображение относительной интенсивности лазерных импульсов в примерном пакете импульсов в зависимости от времени, причем каждый примерный пакет импульсов содержит 3 импульса.
[0028] Фиг. 7C представляет собой схематическое изображение относительной интенсивности лазерных импульсов в зависимости от времени в пределах примерного пакета импульсов, причем каждый примерный пакет импульсов содержит 5 импульса.
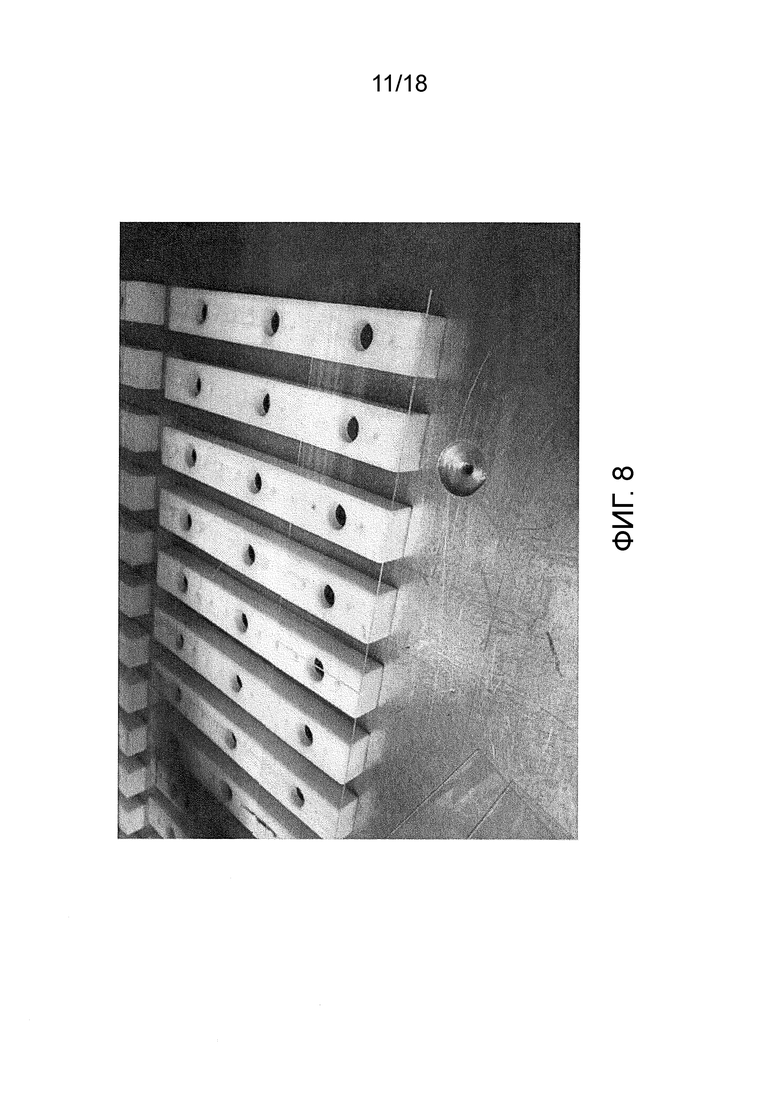
[0029] Фиг. 8 представляет собой фотографию образцов стекла Corning 2320 Gorilla® на вакуумном зажимном приспособлении.
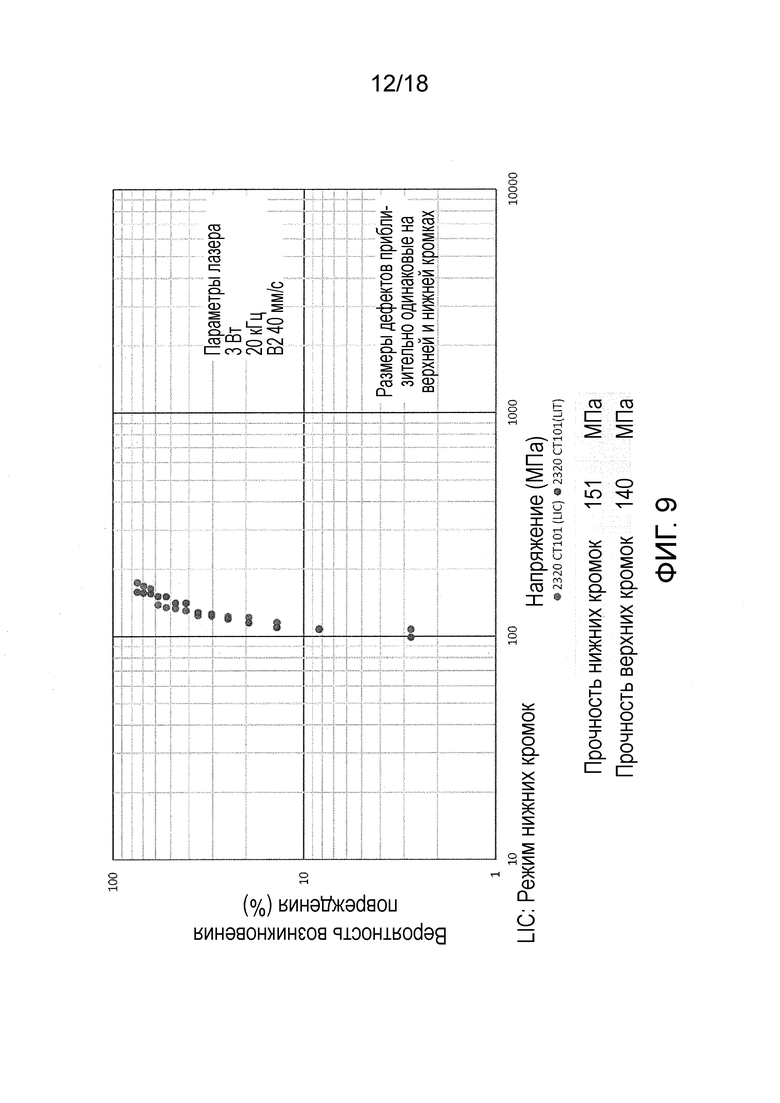
[0030] Фиг. 9 представляет собой график вероятности возникновения разрушения в виде функции напряжения для стекла Corning 2320 Gorilla® glass, представляющий результаты испытаний на напряжение с лазером в режиме сжатия (LIC) и лазером в режиме растяжения (LIT).
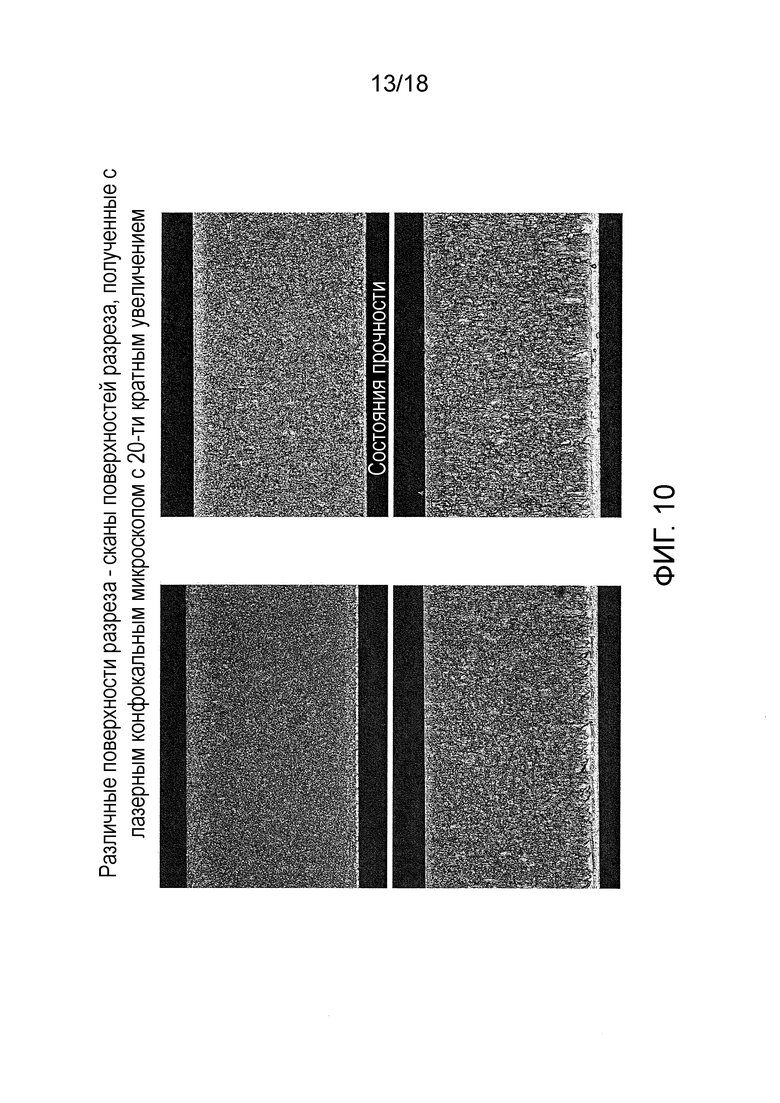
[0031] Фиг. 10 представляет собой несколько фотографий различных поверхностей разреза с 20-кратным увеличением.
[0032] Фиг. 11A-11D представляют собой снимки экрана типичных сканов, полученных профилометром Zygo, (всего 5 сканов, собранных для каждого режима). Фиг. 11B представляет снимок экрана сканов, полученных профилометром Zygo, режима ST2 прочной части.
[0033] Фиг. 12A-12C представляют собой СЭМ-микрофотографии, сравнивающие сечения кромок, полученные при обработке на длине волны 532 нм, с сечением эталонной кромки, полученной при обработке на длине волны 1064 нм (фиг. 12B).
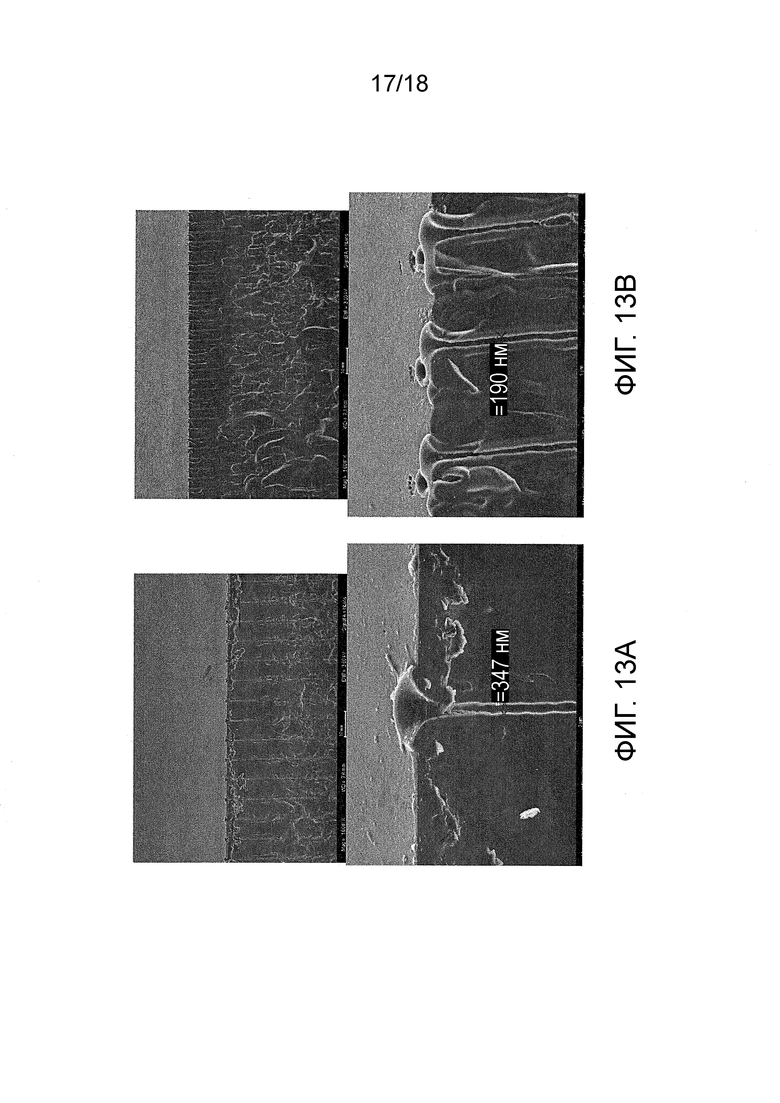
[0034] Фиг. 13A-13B представляют собой СЭМ-микрофотографии, сравнивающие эталонную кромку, изготовленную при обработке на длине волны 1064 нм (фиг. 13A), с кромкой, изготовленную при обработке на длине волны 532 нм (фиг. 13B).
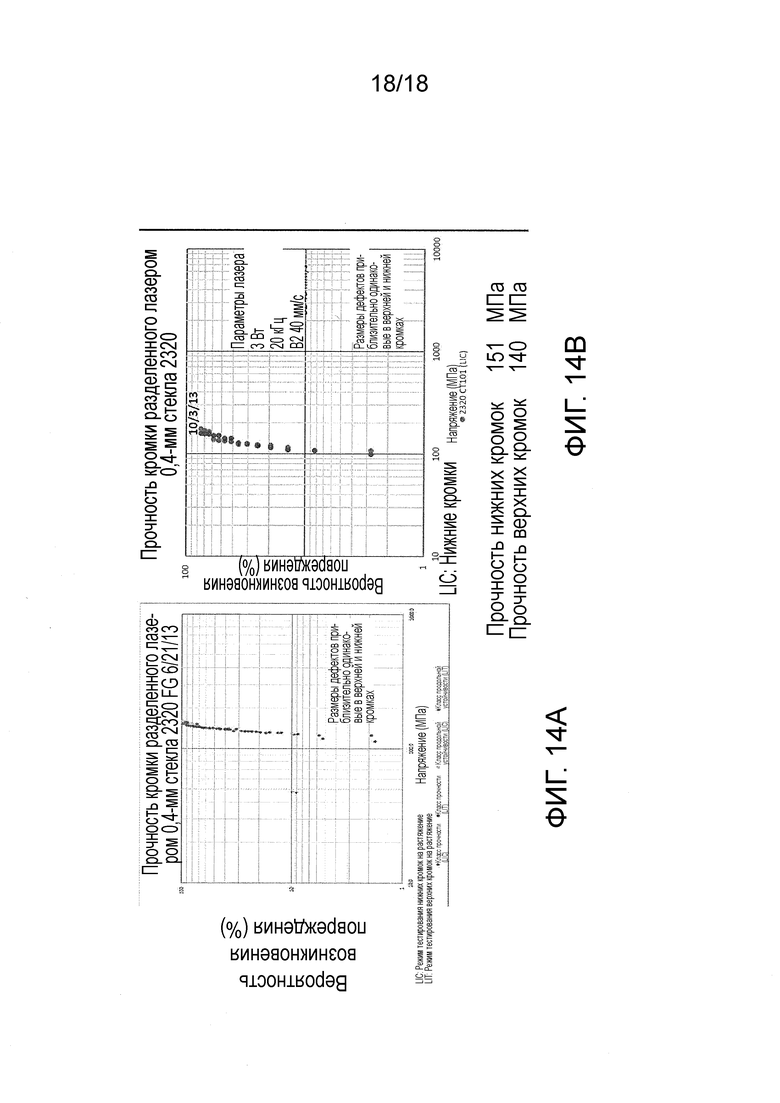
[0035] Фиг. 14A-14B представляют собой графики вероятности возникновения разрушения в виде функции напряжения для стекла Corning 2320 Gorilla® glass, представляющие результаты испытаний на напряжение с лазером в режиме сжатия (LIC) и лазером в режиме растяжения (LIT) для кромок, разделенных при обработке на длине волны 1064 нм (фиг. 14A), и для кромок, разделенных при обработке на длине волны 532 нм (фиг. 14B).
ПОДРОБНОЕ ОПИСАНИЕ
[0036] Описание примерных вариантов осуществления приведено ниже.
[0037] В настоящем описании раскрывается способ или технологический процесс и устройство для оптического получения высокоточных сквозных разрезов в прозрачных материалах с меньшим подповерхностным разрушением и меньшими отходами. Кроме того, посредством правильного выбора оптической системы можно избирательно разрезать отдельные слои стопы из прозрачных материалов.
[0038] Микромеханическая обработка и резка тонких стекол с минимальными подповерхностным разрушением и поверхностными отходами обеспечивается выбором подходящего лазерного источника и длиной волны вместе с оптической системой доставки пучка. Лазерный источник состоит из системы сверхбыстродействующего лазера, обеспечивающей импульсы субнаносекундной длительности вместе с доставкой пучка, который освещает «линейную» область фокуса внутри массы прозрачного материала. Плотность энергии вдоль «линейной» области фокуса должна быть выше, чем энергия, необходимая для разделения материала в упомянутой зоне. Поэтому необходимо применять высокоэнергетические импульсные лазерные источники.
[0039] Кроме того, большое значение имеет выбор длины волны. Материалы с более сильными молекулярными связями обнаруживают «улучшение» разделения при использовании более коротких длин волн (т.е. меньше, чем 1000 нм, например, 850 нм, 820 нм, 800 нм, 775 нм, 600 нм, 532 нм, 355 нм или 266 нм). Более короткие длины волн также фокусируются более узко, обеспечивая, в результате, более высокие объемные плотности энергии в фокальной области.
[0040] Таким образом, микроскопическое (т.е. <0,5 мкм и >100 нм в диаметре) удлиненное «отверстие» (называемое также перфорацией или линией дефектов) можно создавать в прозрачном материале с использованием единственного высокоэнергетического пакета импульсов. Упомянутые отдельные перфорации могут быть созданы со скоростями несколько сотен кило Герц (например, несколько сот тысяч перфораций в секунду). Таким образом, при относительном движении между источником и материалом упомянутые перфорации могут быть размещены близко друг к другу (с пространственным разнесением от субмикрометров до нескольких микрометров). Данное пространственное разнесение (шаг) выбирают для облегчения резки.
[0041] В некоторых вариантах осуществления линия дефектов представляет собой «сквозное отверстие», которое является отверстием или открытым каналом, который простирается сверху в нижнюю сторону прозрачного материала. В некоторых вариантах осуществления линия дефектов может и не быть непрерывным каналом и блокироваться или частично блокироваться участками или секциями сплошного материала (например, стекла). Согласно следующему определению внутренний диаметр линии дефектов является внутренним диаметром открытого канала или воздушного отверстия. Например, в вариантах осуществления, описанных в настоящей заявке, внутренний диаметр линии дефектов равен <500 нм, например, ≤400 нм или≤300 нм, или≤200 нм. Нарушенная или модифицированная зона (например, уплотненная, расплавленная или иначе измененная) материала, окружающая отверстия в вариантах осуществления, описанных в настоящей заявке, предпочтительно имеет диаметр <50 мкм (например, <0,10 мкм).
[0042] Выбор лазерного источника основан на способности создавать многофотонное поглощение (MPA) в прозрачных материалах. MPA представляет собой одновременное поглощение двух или более фотонов одинаковых или разных частот с возбуждением молекулы из одного состояния (обычно, основного состояния) в электронное состоянии с более высокой энергией (ионизация). Разность энергий между имеющими место нижним и верхним состояниями молекулы равна сумме энергий двух фотонов. MPA, называемое также наведенным поглощением, является также процессом третьего порядка, который на несколько порядков величины слабее линейного поглощения. Данный процесс отличается от линейного поглощения тем, что интенсивность наведенного поглощения зависит от квадрата интенсивности света, и, следовательно, данный оптический процесс является нелинейным.
[0043] Таким образом, от лазера требуется генерация энергий импульсов, достаточных для стимуляции MPA в прозрачных материалах на представляющей интерес длине. Для данного применения необходим лазер, способный выдавать световые импульсы на длине волны 532 нм (или более короткой длине волны), с энергией примерно 50 мкДж или выше для каждого импульса. Оптические элементы выбирают для получения фокальной линии лазерного пучка в массе прозрачного материала, как описано ниже и в заявке США № 61/752489, поданной 15 января 2013 г., содержание которой во всей полноте включено в настоящую заявку по ссылке, как если бы было полностью изложено в настоящей заявке. Затем энергию импульса формируют и фокусируют в линейную фокальную область для получения минимального отношения энергия/длина примерно 100 мкДж/мм. В пределах фокальной области (например, примерно 0,5 мм) плотность энергии является достаточно высокой для обеспечения ионизации. Фотон на длине волны 532 нм имеет энергию примерно 2,3 эВ. На атомном уровне ионизация отдельных атомов характеризуется потребностью в дискретных энергиях, как показано на фиг. 1. Несколько элементов, обычно используемых в стекле (например, Si, Na, K), характеризуются относительно низкими энергиями ионизации (примерно 5 эВ). Без явления MPA, потребовалась бы длина волны примерно 248 нм для получения линейной ионизации с 5 эВ. В случае с MPA упомянутые связи избирательно ионизируются в фокальной области, обеспечивая отделение от соседних молекул. Данный «разрыв» молекулярной связи может приводить к нетермическому абляционному удалению материала из упомянутой области (перфорирование и, тем самым, создание линии дефектов). Данный результат может быть обеспечен единственным «пакетом» высокоэнергетических пикосекундных импульсов (разнесенных на короткие промежутки времени, измеряемые в наносекундах). Упомянутые «пакеты» могут повторяться с высокими частотами следования пакетов (например, несколько сотен кГц). Перфорации, отверстия или линии дефектов (три приведенных термина используются взаимозаменяемо в настоящей заявке) могут быть разнесены посредством управления относительной скоростью подложки. Например, перфорации обычно разносят на расстояние от 0,5 до 15 микрометров (например, 2-12 микрометров или 5-10 микрометров). Например, в тонкой прозрачной подложке, перемещающейся со скоростью 200 мм/с и подвергаемой воздействию 100 кГц серий импульсов, перфорации будут разнесены на 2 микрометра. Данный шаг разнесения достаточен для создания возможности механического или термического разделения. Ранее отмечено, что получаемые отходы осаждаются в узкой области около «разреза» примерно 50 микрометров в длину, и отходы легко прилипают к поверхности, когда длина волны лазера равна 532 нм. Размеры частиц отходов обычно меньше, чем примерно 500 нм.
[0044] Внутренний диаметр (диаметр открытого воздушного отверстия) линии дефектов (обычно меньше, чем примерно 300 нм) соответствует нижеописанному пределу дифракции Аббе.
[0045] Как также видно из фиг. 2A и 2B, способ лазерной прошивки материала включает в себя фокусировку импульсного лазерного пучка 2 в фокальную линию 2b лазерного пучка, ориентированную вдоль направления распространения пучка. Как видно из фиг. 3, лазер 3 (не показан) испускает лазерный пучок 2 со стороны падения пучка оптического блока 6, обозначенной позицией 2a, который падает на оптический блок 6. Оптический блок 6 преобразует падающий лазерный пучок в протяженную фокальную линию 2b лазерного пучка с выходной стороны в заданном диапазоне расширения по направлению пучка (длина l фокальной линии). Плоскую подложку 1, подлежащую обработке, размещают на траектории пучка после оптического блока, с перекрыванием по меньшей мере частично с фокальной линией 2b лазерного пучка 2. Позиция 1a обозначает поверхность плоской подложки, обращенную к оптическому блоку 6 или лазеру, соответственно, позиция 1b обозначает обратную поверхность подложки 1, обычно расположенную параллельно. Толщина подложки (измеренная перпендикулярно плоскостям 1a и 1b, т.е. плоскости подложки) обозначена как d.
[0046] Как показано на фиг. 2A, подложку 1 выставляют перпендикулярно продольной оси пучка, и, следовательно, ниже той же фокальной линии 2b, получаемой оптическим блоком 6 (подложка перпендикулярна плоскости чертежа) и ориентированной вдоль направления пучка, подложка расположена относительно фокальной линии 2b так, что при наблюдении в направлении пучка фокальная линия 2b начинается перед поверхностью 1a подложки и прекращается до поверхности 1b подложки, т.е. еще внутри подложки. В зоне перекрывания фокальной линии 2b лазерного пучка с подложкой 1, т.е. в материале подложки, охваченном фокальной линией 2b, протяженная фокальная линия 2b лазерного пучка создает, тем самым, (в случае подходящей интенсивности лазера вдоль фокальной линии 2b лазерного пучка, которая обеспечивается в результате фокусировки лазерного пучка 2 на области с длиной l, т.е. в линейном фокусе длиной l) протяженную область 2c при наблюдении вдоль продольного направления пучка, вдоль которой в материале подложки вызывается наведенное поглощение, которое порождает линию дефектов или образование трещин в материале подложки вдоль области 2c. Образование трещин происходит не только локально, но по всей длине протяженной области 2c наведенного поглощения. Длина области 2c (т.е., в конечном счете, длина перекрывания фокальной линии 2b лазерного пучка с подложкой 1) обозначена буквенной позицией L. Средний диаметр или средняя протяженность области наведенного поглощения (или областей в материале подложки 1, претерпевающих образование трещин) обозначена буквенной позицией D. Данная средняя протяженность D, в принципе, соответствует среднему диаметру δ фокальной линии 2b лазерного пучка, то есть, среднему диаметру пятна в диапазоне от примерно 0,1 мкм до примерно 5 мкм.
[0047] Как показано на фиг. 2A, материал подложки, прозрачный для длины волны λ лазерного пучка 2 нагревается вследствие наведенного поглощения вдоль фокальной линии 2b. Фиг. 2B схематично представляет, что нагревающийся материал будет в итоге расширяться, и поэтому соответственно наведенное напряжение приведет к образованию микротрещин, причем напряжение будет наибольшим на поверхности 1a.
[0048] Ниже описаны конкретные оптические блоки 6, которые можно применить для формирования фокальной линии 2b, а также конкретная оптическая установка, в которой можно применить данные оптические блоки. Все блоки или установки основаны на вышеприведенном описании, так что идентичные позиции используются для идентичных компонентов или признаков или таких, функции которых эквивалентны. Поэтому ниже описаны только отличия.
[0049] Так как поверхность разделения, приводящая в итоге к разделению имеет или должна иметь высокое качество (что касается требований к прочности на разрыв, геометрической точности, шероховатости и исключения повторной обработки), то отдельные фокальные линии, подлежащие расположению на поверхности подложки вдоль линии 5 разделения, должны быть получены с использованием нижеописанного оптического блока (в дальнейшем, оптический блок иначе называется также лазерной оптической системой). Шероховатость, в частности, обусловлена размером пятна или диаметра пятна фокальной линии. Чтобы обеспечить малый размер пятна, например, от 0,5 мкм до 2 мкм, в случае данной длины волны λ лазера 3 (взаимодействие с материалом подложки 1), к числовой апертуре лазерной оптической системы 6 обычно следует предъявлять некоторые требования. Данные требования выполняются описанной ниже лазерной оптической системой 6.
[0050] С одной стороны, для получения требуемой числовой апертуры оптическая система должна обеспечивать требуемое световое отверстие для данной фокусной длины в соответствии с известной формулой Аббе (N.A. (числовая апертура)=n⋅sin(θ), n: показатель преломления стекла, подлежащего обработке, θ: половина апертурного угла; и θ=arctg(D/2f); D: апертура, f: фокусная длина). С другой стороны, лазерный пучок должен освещать всю требуемую апертуру оптической системы, что обычно обеспечивают посредством расширения пучка с использованием расширяющих телескопов между лазером и фокусирующей оптической системой.
[0051] Размер пятна не должен изменяться слишком сильно в целях равномерного взаимодействия по всей фокусной длине. Данное требование можно обеспечить, например, (смотри нижеописанный вариант осуществления) посредством освещения фокусирующей оптической системы только в небольшой кольцевой зоне, чтобы световое отверстие пучка и, следовательно, процентная часть числовой апертуры изменялась лишь незначительно.
[0052] В соответствии с фиг. 3A (сечение, перпендикулярное плоскости подложки на уровне центрального пучка в наборе лазерных пучков лазерного излучения 2; в данном случае лазерный пучок 2 падает перпендикулярно плоскости подложки, т.е. угол β равен 0°, так что фокусная линия 2b или протяженная область наведенного поглощения 2c параллельна нормали к подложке), лазерное излучение 2a, испускаемое лазером 3 сначала направляется на кольцевую апертуру 8, которая полностью непрозрачна для используемого лазерного излучения. Апертура 8 ориентирована перпендикулярно продольной оси пучка и расположена по центру центрального пучка изображенного набора пучков 2a. Диаметр апертуры 8 подбирают так, чтобы наборы пучков вблизи центра набора пучков 2a или центрального пучка (обозначенного 2aZ в данном случае) падали на апертуру и полностью поглощались данной апертурой. Только пучки в пределах внешнего периметра набора пучков 2a (краевые лучи, обозначенные 2aR в данном случае) не поглощаются благодаря уменьшенному размеру апертуры по сравнению с диаметром пучка, а минуют апертуру 8 сбоку и падают на краевые зоны фокусирующих оптических элементов оптического блока 6, который в данном случае выполнен как сферически вырезанная двояковыпуклая линза 7.
[0053] Линза 7, расположенная по центру центрального пучка, специально выполнена как нескорректированная двояковыпуклая фокусирующая линза в форме обычной, сферически вырезанной линзы. Иначе говоря, предусмотрено использование сферической аберрации данной линзы. В качестве альтернативы можно также использовать асферические или многолинзовые системы, отличающиеся от идеально скорректированных систем, которые формируют не идеальную фокальную точку, а четкую удлиненную фокальную линию заданной длины (т.е. линзы или системы, которые не имеют одной фокальной точки). Таким образом, зоны линзы фокусируют вдоль фокальной линии 2b, в зависимости от расстояния от центра линзы. Диаметр апертуры 8 поперек направления пучка составляет приблизительно 90% от диаметра набора пучков (диаметра набора пучков, заданного протяженностью ослабления в отношении 1/e) и приблизительно 75% от диаметра линзы оптического блока 6. Таким образом, используют фокальную линию 2b сферической линзы 7, не скорректированной на аберрации, формируемую посредством блокирования набора пучков в центре. Фиг. 3A представляет сечение в одной плоскости через центральный пучок, а весь трехмерный набор можно просмотреть, когда изображенные пучки поворачивают вокруг фокальной линии 2b.
[0054] Один недостаток этой фокальной линии состоит в том, что параметры (размер пятна, интенсивность лазерного излучения) вдоль фокальной линии и, следовательно, вдоль требуемой глубины в материале изменяются и что поэтому требуемый тип взаимодействия (отсутствие плавления, наведенное поглощение, термопластическая деформация вплоть до образования трещины) может быть выбрана только на части фокальной линии. Это означает в свою очередь, что возможно только часть падающего лазерного излучения поглощается требуемым образом. Следовательно, с одной стороны, снижается эффективность процесса (требуемая средняя мощность лазера для требуемой скорости разделения, а, с другой стороны, лазерное излучение может распространяться в нежелательные более глубокие места (части или слои, прилегающие к подложке, или в зажимное приспособление, фиксирующее подложку) и взаимодействовать в этих местах нежелательным образом (вызывать нагревание, диффузию, поглощение, нежелательную модификацию).
[0055] Фиг. 3B-1-4 показывают (не только для оптического блока на фиг. 3A, но, в принципе, также для любого другого применимого оптического блока 6), что фокальную линию 2b лазерного пучка можно позиционировать по-разному посредством подходящего позиционирования и/или выставления оптического блока 6 относительно подложки 1, а также посредством подходящего выбора параметров оптического блока 6: Как показано в общем на фиг. 3B-1, длину l фокальной линии 2b можно настроить так, чтобы она превосходила толщину d подложки (в данном случае, в 2 раза). Фокальная линия 2b лазерного пучка может иметь длину l, например, в диапазоне от примерно 0,1 мм до примерно 100 мм или в диапазоне от примерно 0,1 мм до примерно 10 мм. Различные варианты осуществления могут быть выполнены с возможностью получения длины l, например, примерно 0,1 мм, 0,2 мм, 0,3 мм, 0,4 мм, 0,5 мм, 0,7 мм, 1 мм, 2 мм, 3 мм или 5 мм. Если подложку 1 размещают (при наблюдении в продольном направлении пучка) по центру фокальной линии 2b, то протяженная область 2c наведенного поглощения создается по всей толщине подложки.
[0056] В случае, показанном на фиг. 3B-2, формируется фокальная линия 2b длиной l, которая более или менее соответствует протяженности d подложки. Поскольку подложка 1 расположена относительно линии 2 так, что линия 2b начинается в точке до, т.е. снаружи подложки, то длина L протяженной области 2c наведенного поглощения (которая в данном случае простирается от поверхности подложки до заданной глубины подложки, но не до обратной поверхности 1b) меньше, чем длина l фокальной линии 2b. Фиг. 3B-3 представляет случай, в котором подложка 1 (при наблюдении вдоль направления пучка) частично расположена до начальной точки фокальной линии 2b так, что в данном случае то же самое относится к длине l линии 2b, l>L (L=протяженность области 2c наведенного поглощения в подложке 1). Таким образом, фокальная линия начинается внутри подложки и простирается через обратную поверхность 1b под подложку. И наконец, фиг. 3B-4 представляет случай, в котором длина l сформированной фокальной линии меньше толщины d подложки настолько, что в случае центрального расположения подложки относительно фокальной линии, наблюдаемой в направлении падения, фокальная линия начинается вблизи поверхности 1a внутри подложки и заканчивается вблизи поверхности 1b внутри подложки (l=0,75d).
[0057] Позиционирование фокальной линии особенно выгодно осуществлять таким образом, чтобы по меньшей мере одна поверхность 1a, 1b охватывалась фокальной линией, т.е., чтобы область 2c наведенного поглощения начиналась по меньшей мере на одной поверхности. При этом можно получать фактически идеальные разрезы, исключающие абляцию, чешуйчатое отслоение и образование частиц на поверхности.
[0058] Фиг. 4 изображает другой применимый оптический блок 6. Базовая конструкция вытекает из конструкции, описанной на фиг. 3A, и поэтому ниже описаны только отличия. Изображенный оптический блок основан на использовании оптической системы с несферической свободной поверхностью, чтобы получить фокальную линию 2b, форма которой образуется так, что формируется фокальная линия заданной длины l. С данной целью можно использовать асферику в качестве оптических элементов оптического узла 6. На фиг. 4, например, показано использование, так называемой, конической призмы, часто называемой также аксиконом. Аксикон представляет собой специальную, конически вырезанную линзу, которая формирует источник направленного света на линии вдоль оптической оси (или преобразует лазерный пучок в кольцо). Схема такого аксикона обычно известна специалисту в данной области техники; угол конуса в примере равен 10°. Вершина аксикона, обозначенная в данном случае позицией 9, ориентирована навстречу направлению падения и отцентрирована по центру пучка. Поскольку фокальная линия 2b аксикона 9 начинается уже внутри него, подложку 1 (в данном случае выставленную перпендикулярно основной оси пучка) можно устанавливать на траектории пучка непосредственно за аксиконом 9. Как показано на фиг. 4, подложку 1 можно также сдвигать вдоль пучка благодаря оптическим характеристикам аксикона, без выхода за пределы диапазона фокальной линии 2b. Поэтому протяженная область 2c наведенного поглощения в материале подложки 1 простирается по всей глубине d подложки.
[0059] Однако, изображенная схема подчиняется следующим ограничениям: Так как фокальная линия аксикона 9 начинается уже внутри линзы, то значительная часть энергии лазера не фокусируется в пределах 2c фокальной линии 2b, которая расположена внутри материала, в случае конечного расстояния между линзой и материалом. Кроме того, длина l фокальной линии 2b зависит от диаметра пучка при доступных показателях преломления и углах конуса аксикона 9, и поэтому, в случае относительно тонких материалов (несколько миллиметров), совокупная фокальная линия является слишком длинной, вследствие чего энергия лазера вновь не точно фокусируется в материале.
[0060] По приведенной причине требуется усовершенствованный оптический блок 6, который содержит как аксикон, так и фокусирующую линзу. Фиг. 5A изображает такой оптический блок 6, в котором первый оптический элемент (при наблюдении вдоль направления пучка) с несферической свободной поверхностью, выполненный с возможностью формирования протяженной фокальной линии 2b лазерного пучка, установлен на траектории пучка лазера 3. В случае, показанном на фиг. 5A, упомянутый первый оптический элемент представляет собой аксикон 10 с углом конуса 5°, который установлен перпендикулярно направлению пучка и по центру лазерного пучка 3. Вершина аксикона ориентирована навстречу направлению пучка. Второй, фокусирующий оптический элемент, в данном случае, плосковыпуклая линза 11 (кривизна которой ориентирована к аксиону), установлена в направлении пучка на расстоянии z1 от аксикона 10. Расстояние z1, в данном случае, приблизительно 300 мм, подбирают так, чтобы лазерное излучение, сформированное аксиконом 10, кольцеобразно падало на краевую зону линзы 11. Линза 11 фокусирует кольцеобразное излучение с выходной стороны на расстоянии z2, в данном случае, приблизительно 20 мм от линзы 11, в фокальную линию 2b заданной длины, в данном случае, 1,5 мм. Эффективная фокусная длина линзы 11 равна 25 мм в данном случае. Кольцевое преобразование лазерного пучка аксиконом 10 обозначено буквенной позицией SR.
[0061] Фиг. 5B детально изображает формирование фокальной линии 2b или наведенного поглощения 2c в материале подложки 1 в соответствии с фиг. 5A. Оптические характеристики обоих элементов 10, 11, а также их позиционирование подбирают так, чтобы протяженность l фокальной линии 2b в направлении пучка была точно идентичной толщине d подложки 1. Следовательно, требуется точное позиционирование подложки 1 вдоль направления пучка, чтобы позиционировать фокальную линию 2b точно между двумя поверхностями 1a и 1b подложки 1, как показано на фиг. 5B.
[0062] Поэтому предпочтительно, когда фокальная линия формируется на некотором расстоянии от лазерной оптической системы и когда большая часть лазерного излучения фокусируется вплоть до требуемого конца фокальной линии. Как пояснялось, данное условие может быть достигнуто при освещении фокусирующего элемента 11 (линзы) главным образом только кольцеобразно в требуемой зоне, что, с одной стороны, служит для реализации требуемой числовой апертуры и, следовательно, требуемого размера пятна, однако, с другой стороны, круг диффузии уменьшается по интенсивности за требуемой фокальной линией 2b в пределах очень короткого расстояния в центре пятна, когда в основном формируется кольцевое пятно. Таким образом, образование трещин прекращается в пределах короткого расстояния на требуемой глубине подложки. Комбинация из аксикона 10 и фокусирующей линзы 11 удовлетворяет приведенному требованию. Аксикон действует двумя разными способами: благодаря аксикону 10, обычно круглое лазерное пятно передается на фокусирующую линзу 11 в форме кольца, а асферичность аксикона 10 приводит к тому, что за фокальной плоскостью линзы формируется фокальная линия вместо фокальной точки в фокальной плоскости. Длина l фокальной линии 2b может быть настроена посредством диаметра пучка на аксиконе. Числовая апертура вдоль фокальной линии, с другой стороны, может быть настроена посредством расстояния z1 между аксиконом и линзой и посредством угла конуса аксикона. Таким образом, всю энергию лазера можно сконцентрировать на фокальной линии.
[0063] Если предположить, что образование трещины (т.е. линии дефектов) продолжается до выходной стороны подложки, то кольцевое освещение по-прежнему дает преимущество в том, что, с одной стороны, мощность лазера используется наилучшим возможным способом, так как большая часть лазерного излучения остается сконцентрированной на требуемой длине фокальной линии, с другой стороны, можно обеспечить равномерный размер пятна вдоль фокальной линии и, следовательно, процесс равномерного разделения вдоль фокальной линии благодаря кольцеобразно освещенной зоне в сочетании с требуемой аберрацией, установленной с использованием других оптических функций. Линии 120 дефектов простираются, например, по толщине листа стекла и, в примерных вариантах осуществления, описанных в настоящей заявке, ортогональны основным (плоским) поверхностям листа стекла.
[0064] Вместо плосковыпуклой линзы, изображенной на фиг. 5A, можно также применить фокусирующую менисковую линзу или другую более скорректированную фокусирующую линзу (асферическую, многолинзовую систему).
[0065] Для получения очень коротких фокальных линий 2b с использованием комбинации из аксикона и линзы, изображенной на фиг. 5A, пришлось бы выбрать очень малый диаметр лазерного пучка, падающего на аксикон. На практике, данное решение неудобно потому, что центрирование пучка на вершине аксикона должно быть очень точным, а, следовательно, результат очень чувствителен к изменениям направления лазера (стабильности ухода пучка). Кроме того, строго коллимированный лазерный пучок является сильно расходящимся, т.е. вследствие отклонения света набор пучков размывается на коротких расстояниях.
[0066] Как показано на фиг. 6, оба эффекта можно предотвратить посредством вставки другой линзы, коллимирующей линзы 12: данная дополнительная положительная линза 12 служит для очень точной настройки кольцевого освещения фокусирующей линзы 11. Фокальную длину fʹ коллимирующей линзы 12 выбирают так, чтобы требуемый диаметр dr кольца получался из расстояния z1a от аксикона до коллимирующей линзы 12, которое равно равен fʹ. Требуемую ширину br кольца можно настраивать посредством расстояния z1b (от коллимирующей линзы 12 до фокусирующей линзы 11). Исключительно на основе геометрических построений, небольшая ширина кольцевого освещения обеспечивает короткую фокальную линию. Минимум можно получить на расстоянии fʹ.
[0067] Таким образом, оптический блок 6, изображенный на фиг. 6, основан на оптическом блоке, изображенном на фиг. 5A, и поэтому ниже описаны только отличия. Коллимирующая линза 12, в данном случае также выполнена как плосковыпуклая линза (с ее кривизной, обращенной навстречу направлению пучка), дополнительно размещена по центру на траектории пучка между аксиконом 10 (с его вершиной, ориентированной навстречу направления пучка), с одной стороны, и плосковыпуклой линзой 11, с другой стороны. Расстояние до коллимирующей линзы 12 от аксикона 10 обозначено z1a, расстояние до фокусирующей линзы 11 от коллимирующей линзы 12 обозначено z1b, а расстояние до сформированной фокальной линии 2b от фокусирующей линзы 11 обозначено z2 (всегда при наблюдении в направлении пучка). Как показано на фиг. 6, кольцевое излучение SR, сформированное аксиконом 10, которое падает по расходящимся линиям и по диаметру dr кольца на коллимирующую линзу 12, настраивают до требуемой ширины br кольца на расстоянии z1b, при по меньшей мере приблизительно постоянном диаметре dr кольца на фикусирующей линзе 11. В показанном случае предполагается, что формируется очень короткая фокальная линия 2b, так что ширина br кольца приблизительно 4 мм на линзе 12 уменьшается до приблизительно 0,5 мм на линзе 11 вследствие фокусирующих свойств линзы 12 (диаметр dr кольца равен 22 мм в приведенном примере).
[0068] В изображенном примере можно получить длину l фокальной линии меньше, чем 0,5 мм при использовании типичного лазерного пучка с диаметром 2 мм, фокусирующей линзы 11 с фокальной длиной f=25 мм и коллимирующей линзы с фокальной длиной fʹ=150 мм, и выборе Z1a=Z1b=140 мм и Z2=15 мм.
[0069] Следует отметить, что, как показано на фиг. 7A-7C, в соответствии с по меньшей мере некоторыми вариантами осуществления типичный режим работы данного пикосекундного лазера создает «пакет» 710 импульсов 720 (называемый также пакетом импульсов в настоящей заявке). Каждый «пакет» 710 может содержать множественные импульсы 720 (например, по меньшей мере 2 импульса, по меньшей мере 3 импульса, как показано на фиг. 7A-7B, по меньшей мере 4 импульса, по меньшей мере 5 импульсов, как показано на фиг. 7C, по меньшей мере 10 импульсов, по меньшей мере 15 импульсов, по меньшей мере 20 импульсов или более) очень короткой длительности (например, ~10 пс). Каждый импульс 720 в пакете отделяется от соседнего импульса во времени промежутком в диапазоне от примерно 1 нс до примерно 50 нс, например, приблизительно 20 нс (50 МГц), при этом время часто определяется конструкцией лазерного резонатора. Время между каждым «пакетом» 710 будет намного больше, часто, примерно 10 мкс, при частоте следования лазерных пакетов примерно 100 кГц. То есть, пакет импульсов является «пачкой» импульсов, и пакеты отделены один от другого более длинным отрезком времени, чем промежуток между отдельными соседними импульсами внутри каждого пакета. Точные распределения временных интервалов, длительности импульсов и частоты следования пакетов могут изменяться в зависимости от конструкции лазера, но, как было показано, короткие импульсы (т.е. короче, чем примерно 15 пс) высокой интенсивности дают хорошие рабочие результаты при использовании данного метода.
[0070] В частности, в данных вариантах осуществления импульсы 720 обычно имеют длительность Td импульса до 100 пс (например, 0,1 пс, 5 пс, 10 пс, 15 пс, 18 пс, 20 пс, 22 пс, 25 пс, 30 пс, 50 пс, 75 пс или между приведенными значениями). Энергия или интенсивность каждого отдельного 720 в пакете может быть и не равна данным параметрам других импульсов в пакете, и распределение интенсивности множественных импульсов в пакете 710 часто подчиняется правилу экспоненциального затухания во времени, обусловленного конструкцией лазера. В предпочтительном варианте каждый импульс 720 в пакете 710 в соответствии с примерными вариантами осуществления, описанными в настоящей заявке, отделен во времени от последующего импульса в пакете промежутком Tp времени от 1 нс до 50 нс (например, 10-50 нс или 10-30 нс, при этом время часто определяется конструкцией лазерного резонатора). Для данного лазера промежуток Tp времени между соседними импульсами (межимпульсный промежуток) в пакете 710 является относительно равномерным (±10%). Например, в некоторых вариантах осуществления каждый импульс в пакете отделен во времени от последующего импульса промежутком приблизительно 20 нс (50 МГц). Например, для лазера, который выдает межимпульсный промежуток Tp примерно 20 нс, межимпульсный промежуток Tp в пакете поддерживается в пределах примерно±10% или примерно ±2 нс. Время между каждым «пакетом» импульсов (т.е. временной промежуток Tb между пакетами) будет намного больше (например, 0,25≤Tb≤1000 микросекунд, например, 1-10 микросекунд или 3-8 микросекунд). В некоторых из примерных вариантов осуществления лазера, описанного в настоящей заявке, временной промежуток Tb составляет около 5 микросекунд для лазера со скоростью или частотой следования пакетов примерно 200 кГц. Частоту следования лазерных пакетов определяют как время между первым импульсом в пакете и первым импульсом в следующем пакете. В некоторых вариантах осуществления частота следования импульсов может быть в диапазоне от примерно 1 кГц до примерно 4 МГц. Предпочтительнее, частоты следования лазерных пакетов могут быть, например, в диапазоне примерно, от 10 кГц до 650 кГц. Время Tb между первым импульсом в каждом пакете и первым импульсом в следующем пакете может составлять от 0,25 микросекунд (частота 4 МГц следования пакетов) до 1000 микросекунд (частота 1 МГц следования пакетов), например, от 0,5 микросекунд (частота 2 МГц следования пакетов) до 40 микросекунд (частота 25 кГц следования пакетов) или от 2 микросекунд (частота 500 кГц следования пакетов) до 20 микросекунд (частота 50 кГц следования пакетов). Точные распределения временных интервалов, длительности импульсов и частоты следования пакетов могут изменяться в зависимости от конструкции лазера, но, как было показано, короткие импульсы (Td<20 пс и, предпочтительно, Td≤15 пс) высокой интенсивности дают особенно хорошие рабочие результаты.
[0071] Энергию, необходимую для модификации материала, можно описать в пересчете на энергию пакета, т.е. энергию, содержащуюся в пакете (каждый пакет 710 содержит серию импульсов 720) или энергию, содержащуюся в единственном лазерном импульсе (множество которых может составлять пакет). Для приведенных применений, энергия на один пакет может составлять 25-750 мкДж, предпочтительнее 50-500 мкДж или 50-250 мкДж. В некоторых вариантах осуществления энергия на один пакет составляет 100-250 мкДж. Энергия отдельного импульса в пакете импульсов будет меньше, а точная энергия отдельного лазерного импульса будет зависеть от числа импульсов 720 в пакете 710 импульсов и скорости затухания (например, экспоненциальной скорости затухания) лазерных импульсов с течением времени, как показано на фиг. 7B и 7C. Например, при постоянной энергии на один пакет, если пакет импульсов содержит 10 отдельных лазерных импульсов 720, то каждый отдельный лазерный импульс 720 будет содержать меньше энергии, чем если бы такой же пакет 710 импульсов содержал бы только 2 отдельных лазерных импульса.
[0072] Для резки или модификации прозрачных материалов, например стекла, целесообразно применение лазера, способного генерировать такие пакеты импульсов. В противоположность использованию одиночных импульсов, разнесенных во времени в соответствии с частотой следования импульсов моноимпульсного лазера, использование последовательности пакетов импульсов, в которой имеет место распределение энергии лазера по быстро следующим импульсам в пакете 710, дает доступ к более широким временным интервалам высокоинтенсивного взаимодействия с материалом, чем это возможно с моноимпульсными лазерами. Хотя одиночный импульс можно растягивать во времени, однако, когда это делают, интенсивность в импульсе должна снижаться примерно пропорционально величине, обратной ширине импульса. Следовательно, если 10 пс одиночный импульс растягивают до 10 нс импульса, то интенсивность снижается примерно на три порядка величины. Данное снижение может уменьшить оптическую интенсивность до уровня, на котором нелинейное поглощение более не является существенным, и взаимодействие света с материалом оказывается более не достаточно сильным, чтобы обеспечивать резку. Напротив, при использовании пакетно-импульсного лазера, интенсивность во время каждого импульса 720 в пакете 710 может оставаться очень высокой, например, три 10 пс импульса 720, разнесенных во времени на приблизительно 10 нс, по-прежнему допускают, чтобы интенсивность в каждом импульсе была приблизительно в три раза выше, чем интенсивность одиночного 10 пс импульса, наряду с этим лазер имеет возможность взаимодействовать с материалом в течение временного интервала, который в настоящем случае больше на три порядка величины. Следовательно, упомянутая настройка множественных импульсов 720 в рамках пакета допускает манипуляцию временным интервалом взаимодействия лазера с материалом так, что можно способствовать более сильному или слабому взаимодействию света с уже существующим сгустком плазы, более сильному или слабому взаимодействию света с атомами и молекулами материала, которые были предварительно возбуждены начальным или предварительным лазерным импульсом, и более сильным или слабым эффектам нагревания внутри материала, которые могут стимулировать контролируемый рост микротрещин. Количество энергии пакета, необходимое для модификации материала, будет зависеть от композиции материала подложки и длины линейного фокуса, используемого для взаимодействия с подложкой. Чем длиннее будет область взаимодействия, тем шире будет распределяться энергия, и тем более высокая энергия пакета потребуется. Точные распределения временных интервалов, длительности импульсов и частоты следования пакетов могут изменяться в зависимости от конструкции лазера, но, как было показано, короткие импульсы (<15 пс или ≤10 пс) высокой интенсивности дают хорошие рабочие результаты при использовании данного метода. Линия дефектов или отверстие формируется в материале, когда одиночный пакет лазерных импульсов попадает практически в одно и то же местоположение на стекле. То есть, множественные лазерные импульсы в одном пакете соответствуют единственному местоположению линии дефектов или отверстия в стекле. Разумеется, поскольку стекло поступательно перемещается (например, посредством постоянно движущегося столика), или пучок перемещают относительно стекла, отдельные импульсы в пакете не могут попадать точно в одно и то же пространственное местоположение на стекле. Однако они находятся, в основном, в пределах 1 мкм один от другого, т.е. они попадают на стекле практически в одно и то же местоположение. Например, они могут бить в стекло с промежутком sp, где 0<sp≤500 нм один от другого. Например, когда местоположение в стекле облучается пакетом из 20 импульсов, то отдельные импульсы в пакете попадают на стекло в пределах 250 нм один от другого. Следовательно, в некоторых вариантах осуществления 1 нм<sp<250 нм. В некоторых вариантах осуществления 1 нм<sp<100 нм.
[0073] Лазерный пучок имеет длину волны меньше, чем или равную примерно 850 нм, при этом длина волны выбрана с так, чтобы материал был практически прозрачным (т.е. с поглощением менее чем примерно 10%, предпочтительно менее, чем примерно 1% на один мм глубины материала) на данной длине волны, при этом лазерный пучок имеет среднюю энергию лазера, измеренную на материале, больше, чем примерно 50 мкДж на один мм толщины материала, и импульсы имеют длительность в диапазоне от более, чем примерно 1 пикосекунды до менее, чем примерно 100 пикосекунд, и частота следования пакетов импульсов в диапазоне от примерно 1 кГц до примерно 2 МГц. В таком случае способ включает в себя направление фокальной линии лазерного пучка в материал, при этом фокальная линия лазерного пучка вызывает наведенное поглощение внутри материала, причем наведенное поглощение производит линию дефектов вдоль фокальной линии лазерного пучка в материале, и получение подповерхностного разрушения до глубины меньше, чем или равной 100 мкм внутри материала, например, меньше, чем или равной примерно 75 мкм внутри материала, а в некоторых вариантах осуществления ≤50 мкм, например, ≤40 мкм.
[0074] Глубину подповерхностного разрушения можно измерять с использованием конфокального микроскопа для наблюдения поверхности разреза, при этом микроскоп имеет оптическое разрешение несколько нм. Поверхностными отражениями пренебрегают в то время, когда производят поиск трещин в глубину материала, при этом трещины обнаруживаются как яркие линии. В таком случае ступенчато перемещаются в материал, пока больше не будет «проблесков», со сбором изображений через равные интервалы. Затем изображения обрабатывают вручную путем поиска трещин и их отслеживания по глубине стекла для получения максимальной глубины (обычно измеряемой в микрометрах (мкм) подповерхностного разрушения. Обычно существует не одна тысяча трещин, поэтому, обычно, отслеживают только самые большие трещины. Данный процесс обычно повторяют в примерно 5 местоположениях кромки разреза. Никакие трещины, которые точно перпендикулярны кромке стекла не будут обнаруживаться приведенным способом.
[0075] В некоторых вариантах осуществления способ дополнительно включает в себя поступательное перемещение материала и лазерного пучка друг относительно друга, прошивая посредством этого множество линий дефектов внутри материала, при этом линии дефектов разнесены так, чтобы разделять материал на по меньшей мере две детали. Для операций резки запуск лазера обычно синхронизируют с движением привода столика для материала под пучком, поэтому пакеты лазерных импульсов запускаются с постоянным промежутком, например, через каждые 1 мкм или через каждые 5 мкм. Точное разнесение между соседними перфорациями или линиями дефектов задают исходя из свойств материала, которые способствуют распространению трещин от перфорированного отверстия (т.е. линии дефектов) до перфорированного отверстия, при заданном уровне напряжения в подложке. Однако, в противоположность разрезанию подложки, тот же способ можно также применять только для перфорации материала, например, для создания отверстий для проведения электрических сигналов из одной части в другую, создавая посредством этого компоненты, называемые интерпозерами. В случае интерпозеров, линии дефектов, обычно разделены намного большим расстоянием, чем требуется для резки, вместо шага примерно 10 мкм или меньше, разнесение между линиями дефектов может составлять сотни микрометров. Точные местоположения линий дефектов не обязательно должны разделяться равными промежутками, местоположение определяется просто тем, когда запускается импульс лазера, и могут быть в любом местоположении внутри детали.
[0076] Варианты осуществления процесса, описанного в настоящей заявки, могут резать стекло со скоростью резки 0,25 м/с или быстрее. Скорость резки (или скорость разрезания) является скоростью, с которой лазерный пучок перемещается относительно поверхности прозрачного материала (например, стекла) во время создания множественных отверстий или модифицированных областей. Высокие скорости резки, например, 400 мм/с, 500 мм/с, 750 мм/с, 1 м/с, 1,2 м/с, 1,5 м/с или 2 м/с, или даже от 3 м/с до 4 м/с часто желательны для минимизации капитальных инвестиций в производство и для оптимизации коэффициента использования оборудования. Мощность лазера равна энергии пакета, умноженной на частоту (скорость) следования пакетов лазера. В общем, для резки упомянутых стеклянных материалов с высокими скоростями резания, дорожки разрушения обычно разнесены между собой на 1-25 микрометров, в некоторых вариантах осуществления промежуток разнесения составляет предпочтительно 2 микрометра или более, например, 2-12 микрометров или, например, 3-10 микрометров.
[0077] Например, для получения скорости линейной резки 300 мм/с 3 микрометровый шаг отверстий соответствует пакетно-импульсному лазеру с частотой следования импульсов по меньшей мере 100 кГц. Для скорости резки 600 мм/с, 3 микрометровый шаг соответствует пакетно-импульсному лазеру с частотой следования импульсов по меньшей мере 200 кГц. Пакетно-импульсный лазер, который выдает по меньшей мере 40 мкДж/пакет при 200 кГц и режет со скорость 600 мм/с должен иметь мощность лазера по меньшей мере 8 Ватт. Поэтому более высокие скорости требуют еще больших мощностей лазеров.
[0078] Например, скорость резки 0,4 м/с с 3 мкм шагом и 40 мкДж/пакет потребует подведения мощности лазера по меньшей мере 5 Ватт, скорость резки 0,5 м/с с 3 мкм шагом и 40 мкДж/пакет потребует подведения мощности лазера по меньшей мере 6 Ватт. Следовательно, мощность пакетно-импульсного пикосекундного лазера предпочтительно составляет 6 Ватт или выше, предпочтительнее по меньшей мере 8 Ватт или выше и еще предпочтительнее по меньшей мере 10 Вт или выше. Например, чтобы получить скорость резки 0,4 м/с с 4 мкм шагом (шагом линий дефектов или промежутком между дорожками разрушения) и 100 мкДж/пакет, потребовался бы лазер мощностью по меньшей мере 10 Ватт, и чтобы получить скорость резки 0,5 м/с с 4 мкм шагом и 100 мкДж/пакет, потребовался бы лазер мощностью по меньшей мере 12 Ватт. Например, чтобы получить скорость резки 1 м/с с 3 мкм шагом и 40 мкДж/пакет, потребовался бы лазер мощностью по меньшей мере 13 Ватт. Также в качестве примера, скорость резки 1 м/с с 4 мкм шагом и 400 мкДж/пакет потребовала бы лазера мощностью по меньшей мере 100 Ватт. Оптимальный шаг между дорожками разрушения и точная энергия пакета зависят от материала и могут быть установлены эмпирически. Однако следует отметить, что повышение энергии лазерного импульса или создание дорожек разрушения с уменьшенным шагом не являются режимом, который всегда делает разделение материала подложки совершеннее или с улучшенным качеством кромок. Слишком плотный шаг (например, <0,1 микрометров, в некоторых примерных вариантах осуществления <1 мкм или в некоторых вариантах осуществления <2 мкм) между дорожками разрушения иногда может препятствовать образованию близко расположенных последовательных дорожек разрушения и часто может препятствовать разделению материала около перфорированного контура, и может также иметь следствием усиление нежелательного образования микротрещин в стекле. Слишком длинный шаг (>50 мкм, а в некоторых стеклах >25 мкм или даже >20 мкм) может иметь следствием «неконтролируемое образование микротрещин», т.е. состояние, когда вместо распространения от отверстия к отверстию, микротрещины распространяются по разным путям и вынуждают стекло растрескиваться в другом (нежелательном) направлении. Это, в конечном счете, может снижать прочность отделенной части стекла, поскольку остаточные микротрещины будут действовать как дефекты, которые ослабляют стекло. Слишком высокая энергия пакета (например, >2500 мкДж/пакет, а в некоторых вариантах осуществления >500 мкДж/пакет), используемая для формирования каждой дорожки разрушения, может вызывать «зарастание» или повторное расплавление уже сформированных микротрещин соседних дорожек разрушения, что будет препятствовать разделению стекла. Соответственно, целесообразно, чтобы энергия пакета была <2500 мкДж/пакет, например, ≤500 мкДж/пакет. Кроме того, использование энергии пакета, которая слишком высока, может вызывать образование микротрещин, которые исключительно велики и создают дефекты, которые снижают прочность кромок частей после разделения. Слишком низкая энергия пакета (<40 мкДж/пакет) может иметь следствием отсутствие формирования приемлемой дорожки разрушения в стекле и, следовательно, очень высокое сопротивление разделению или полную неспособность разделяться вдоль перфорированного контура
[0079] Типичные примерные производительности (скорости) резания, допускаемые настоящим процессом составляют, например, 0,250 м/с и выше. В некоторых вариантах осуществления скорости резания равны по меньшей мере 300 мм/с. В некоторых вариантах осуществления, описанных в настоящей заявке, скорости резания равны по меньшей мере 400 мм/с, например, от 500 мм/с до 2000 мм/с или выше. В некоторых вариантах осуществления пикосекундный лазер использует пакеты импульсов для получения линий дефектов с периодичностью от 0,5 микрометров до 13 микрометров, например, 0,5 и 3 микрометров. В некоторых вариантах осуществления импульсный лазер имеет мощность лазера от 10 Вт до 100 Вт, а материал и/или лазерный пучок поступательно перемещаются друг относительно друга со скоростью по меньшей мере 0,25 м/с, например, со скоростью от 0,25 до 0,35 м/с или от 0,4 м/с до 5 м/с. В предпочтительном варианте каждый пакет импульсов импульсного лазерного пучка имеет среднюю энергию лазера, измеренную на обрабатываемой детали больше менее чем 2500 микро Джоулей на один пакет на один мм толщины обрабатываемой детали, и предпочтительно менее чем примерно 2000 микро Джоулей на один пакет на один мм, а в некоторых вариантах осуществления менее чем 1500 микро Джоулей на один пакет на один мм толщины обрабатываемой детали, например, не выше чем 500 микро Джоулей на один пакет на один мм толщины обрабатываемой детали.
[0080] Соответственно, целесообразно, чтобы лазер выдаетпакеты импульсов с по меньшей мере 2 импульсами на один пакет. Например, в некоторых вариантах осуществления импульсный лазер имеет мощность лазера от 10 Вт до 150 Вт (например, 10-100 Вт) и выдает пакеты импульсов с по меньшей мере 2 импульсами на один пакет (например, от 2 до 25 импульсов на один пакет). В некоторых вариантах осуществления импульсный лазер имеет мощность от 25 Вт до 60 Вт и выдает пакеты импульсов с по меньшей мере от 2 до 25 импульсов на один пакет, а расстояние или период между соседними линиями дефектов, производимыми лазерными пакетами составляет 2-10 микрометров. В некоторых вариантах осуществления импульсный лазер имеет мощность лазера от 10 Вт до 100 Вт, выдает пакеты импульсов с по меньшей мере 2 импульсами на один пакет, а обрабатываемая деталь и лазерный пучок поступательно перемещаются друг относительно друга со скоростью по меньшей мере 0,25 м/с. В некоторых вариантах осуществления обрабатываемая деталь и/или лазерный пучок поступательно перемещаются друг относительно друга со скоростью по меньшей мере 0,4 м/с.
[0081] Для скоростей резания от 0,4 до 5 м/с, мощности лазеров должны быть, предпочтительно, от 10 Вт до 150 Вт при энергии пакета 40-750 мкДж/пакет, 2-25 пакетах на один импульс (в зависимости от материала, который разрезают) и разнесении (или шаге) отверстий от 3 до 15 мкм или 3-10 мкм. При данных скоростях резания предпочтительно применение пикосекундных пакетно-импульсных лазеров, так как они генерируют высокую мощность и требуемое число импульсов на один пакет. Таким образом, в соответствии с некоторыми примерными вариантами осуществления импульсный лазер генерирует 10-100 Вт мощности, например, от 25 Вт до 60 Ватт, и выдает пакеты импульсов с по меньшей мере 2-25 импульсами на один пакет, и расстояние между линиями дефектов составляет 2-15 микрометров; и лазерный пучок и/или обрабатываемая деталь поступательно перемещаются друг относительно друга со скоростью по меньшей мере 0,25 м/с, в некоторых вариантах осуществления по меньшей мере 0,4 м/с, например, от 0,5 м/с до 5 м/с или быстрее.
ПОЯСНИТЕЛЬНЫЕ ПРИМЕРЫ
[0082] Образцы стекла Corning 2320 Gorilla® (ионнообменно упрочненного, называемого также «Full Gorilla» (FG)), показанные на фиг. 8, испытывали на прочность, подповерхностное разрушение (SSD) и высоту микронеровностей профиля поверхности. Прочность кромок образцов, разрезанных с использованием вышеописанного процесса с длиной волны 532 нм, показана на фиг. 9. Как показано ниже в таблицах 1 и 2, образцы, разрезанные с использованием процесса с длиной волны 532 нм, имеют среднее подповерхностное разрушение примерно 23 мкм, а образцы, разрезанные с использованием процесса с длиной волны 1064 нм, описанные в заявке США № 61/752489, поданной 15 января 2013 г., имеют среднее подповерхностное разрушение примерно 74 мкм.
Результаты для шероховатости RMS и подповерхностного разрушения
0,545 мм Full GG 2320
Результаты при 1064 нм
Подповерхностное разрушение при разных частотах следования пакетов и скоростях столика
(мкм)
[0083] Фиг. 10 содержит несколько СЭМ-микрофотографий нескольких поверхностей разреза, представляющих сканы поверхностей разреза, полученные лазерным конфокальным микроскопом с 20-кратным увеличением. Таблица 3 ниже представляет результаты шероховатости поверхности в виде функции межимпульсного промежутка, измеренные оптическим профилометром Zygo и показывающие, что как шероховатость Ra, так и шероховатость RMS, возрастает с увеличением межимпульсного промежутка. Компания Zygo Corporation, Middlefield, CT.
Зависимость шероховатости поверхности, измеренной профилометром Zygo, от межимпульсного промежутка
[0084] Типичные сканы, полученные профилометром Zygo, показаны на фиг. 11A-11D. Фиг. 12A-12C представляют фотографии кромок образцов, разрезанных с использованием процесса с длиной волны 532 нм (фиг. 12A и 12C), и эталонной кромки образца, разрезанного с использованием процесса с длиной волны 1064 нм. Фиг. 13A представляет фотографию с более высоким увеличением характерных элементов, созданных с использованием процесса с длиной волны 1064 нм, при этом измеренный диаметр отверстия составил 347 нм в отличие от диаметра отверстия, созданного с использованием процесса с длиной волны 532 нм (фиг. 13B), который составил 190 нм.
[0085] Таблица 4 ниже сравнивает шероховатость RMS и подповерхностное разрушение (SSD) образцов, разрезанных с использованием процесса с длиной волны 1064 нм, и образцов, разрезанных с использованием вышеописанного процесса с длиной волны 532 нм.
Непосредственное сравнение процессов с длинами волн 1064 нм и 532 нм
Примечания:
1) 0,55 мм стекло марки 2320 FG
2) 0,40 мм стекло марки 2320 FG (образец для испытаний на прочность при резке с интервалом 2 мкм)
[0086] Фиг. 14A и 14B служат для сравнения прочности кромок образцов, разрезанных с использованием процесса с длиной волны 1064 нм (фиг. 14A) и процесса с длиной волны 532 нм (фиг. 14B), и показывают, что прочности кромок образцов, полученных с использованием двух процессов, относительно идентичны.
[0087] Релевантные принципы всех патентов, опубликованных заявок и ссылок, упомянутых в настоящей заявке, включены в нее по ссылке во всей их полноте.
[0088] Выше в тексте раскрыты примерные варианты осуществления, однако специалистам в данной области техники будет понятно что, в данные варианты осуществления можно вносить различные изменения по форме и в деталях, не выходящие за пределы объема охраны прилагаемой формулы изобретения.


Изобретение относится к способу лазерной прошивки материала и системе для его осуществления. Система содержит импульсный лазер, выполненный с возможностью выдавать импульсный лазерный пучок, имеющий длину волны меньше чем или равную примерно 850 нм. Длина волны выбрана так, чтобы материал был практически прозрачным на этой длине волны. Система дополнительно включает в себя оптический блок, установленный на траектории пучка лазера, выполненный с возможностью преобразования лазерного пучка в фокальную линию лазерного пучка, ориентированную вдоль направления распространения пучка, со стороны выхода пучка из оптического блока. Осуществляют фокусировку импульсного лазерного пучка в фокальную линию лазерного пучка, ориентированную вдоль направления распространения пучка, фокальная линия лазерного пучка имеет длину, простирающуюся вдоль направления распространения пучка, которая находится в диапазоне от 0,1 мм до 100 мм, и средний диаметр пятна, который находится в диапазоне от 0,1 мкм до 5 мкм. Фокальная линия лазерного пучка вызывает наведенное поглощение внутри материала, производящее линию дефектов, имеющую диаметр, меньший или равный 300 нм, вдоль фокальной линии лазерного пучка внутри материала. Импульсный лазер имеет мощность лазера от 10 Вт до 150 Вт и выдает пакеты импульсов с по меньшей мере 2 импульсами на один пакет импульсов. 2 н. и 45 з.п. ф-лы, 14 ил., 4 табл.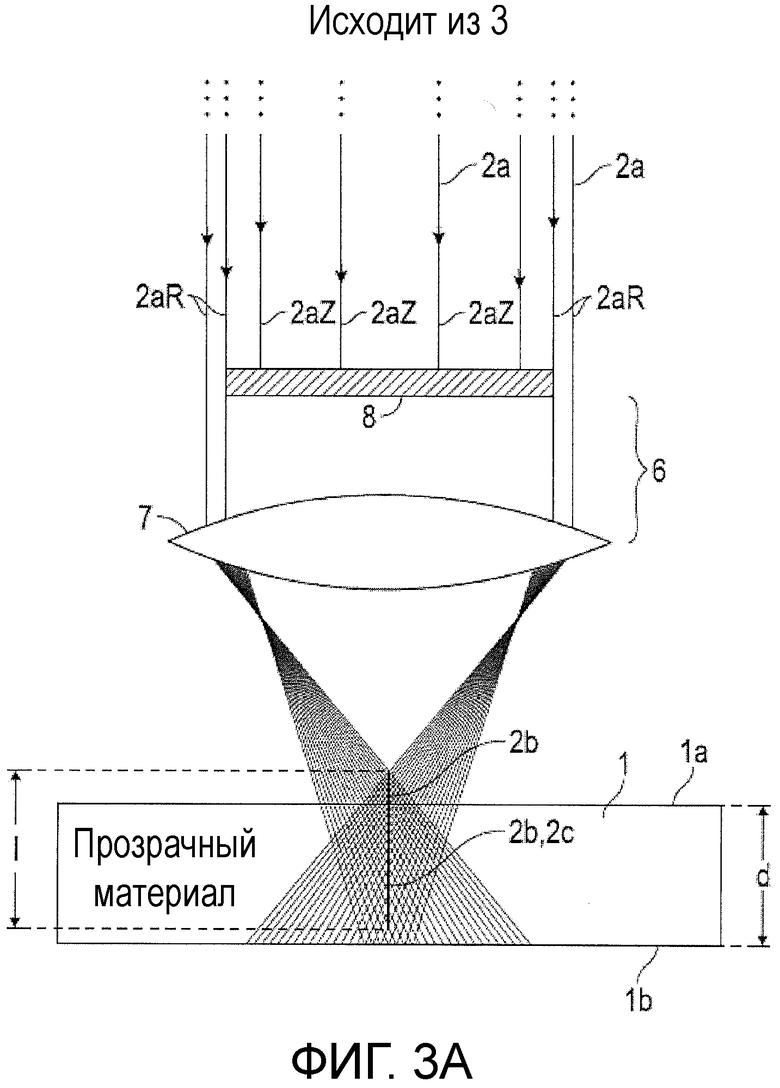
1. Способ лазерной прошивки материала, включающий
фокусировку импульсного лазерного пучка в фокальную линию лазерного пучка, ориентированную вдоль направления распространения пучка, при этом лазерный пучок имеет длину волны, меньшую или равную 850 нм, а фокальная линия лазерного пучка имеет длину, простирающуюся вдоль направления распространения пучка, которая находится в диапазоне от 0,1 мм до 100 мм, и средний диаметр пятна, который находится в диапазоне от 0,1 мкм до 5 мкм, и
направление фокальной линии лазерного пучка в материал, причем фокальная линия лазерного пучка вызывает наведенное поглощение внутри материала, производящее линию дефектов, имеющую диаметр, меньший или равный 300 нм, вдоль фокальной линии лазерного пучка внутри материала,
причем импульсный лазер имеет мощность лазера от 10 до 150 Вт и выдает пакеты импульсов с по меньшей мере 2 импульсами на один пакет импульсов.
2. Способ по п. 1, в котором лазерный пучок имеет длину волны, меньшую или равную 775 нм.
3. Способ по п. 2, в котором лазерный пучок имеет длину волны, меньшую или равную 600 нм.
4. Способ по п. 3, в котором лазерный пучок имеет длину волны, меньшую или равную 532 нм.
5. Способ по п. 1, в котором дополнительно осуществляют поступательное перемещение материала и лазерного пучка друг относительно друга с прошивкой множества линий дефектов внутри материала, при этом линии дефектов разнесены так, чтобы разделять материал на по меньшей мере две детали.
6. Способ по п. 1, в котором длительность импульсов находится в диапазоне от более чем 1 пикосекунды до менее чем 100 пикосекунд.
7. Способ по п. 6, в котором длительность импульсов находится в диапазоне от более чем 5 пикосекунд до менее чем 20 пикосекунд.
8. Способ по п. 1, в котором импульсный лазер выполнен с возможностью испускания импульсов, выдаваемых пакетами из по меньшей мере двух импульсов, разделенных промежутком времени в диапазоне от 1 нс до 50 нс, а частота следования пакетов находится в диапазоне от 1 кГц до 2 МГц.
9. Способ по п. 1, в котором получение линии дефектов включает в себя получение линии дефектов с внутренним диаметром менее чем 0,2 мкм.
10. Способ по п. 1, в котором импульсный лазер имеет мощность лазера от 10 Вт до 100 Вт и выдает пакеты импульсов с 2-25 импульсами на один пакет импульсов.
11. Способ по п. 1, в котором импульсный лазер имеет мощность лазера от 25 Вт до 60 Вт и выдает пакеты импульсов с 2-25 импульсами на один пакет, а расстояние между линиями дефектов составляет 0,5-10 микрометров.
12. Способ по п. 1, в котором импульсный лазер имеет мощность лазера от 10 Вт до 100 Вт и обрабатываемую деталь или лазерный пучок поступательно перемещают друг относительно друга со скоростью по меньшей мере 0,25 м/с.
13. Способ по п. 1, в котором импульсный лазер имеет мощность лазера от 10 Вт до 100 Вт и обрабатываемую деталь и лазерный пучок поступательно перемещают друг относительно друга со скоростью по меньшей мере 0,4 м/с.
14. Способ по п. 1, в котором наведенное поглощение производит подповерхностное разрушение внутри материала до глубины, меньшей или равной 75 мкм.
15. Способ по п. 14, в котором наведенное поглощение производит подповерхностное разрушение внутри материала до глубины, меньшей или равной 40 мкм.
16. Способ по п. 1, в котором наведенное поглощение производит шероховатость поверхности Ra, меньшую или равную 0,5 мкм.
17. Способ по п. 1, в котором получение линии дефектов включает в себя получение линии дефектов с внутренним диаметром менее чем 0,4 мкм.
18. Способ по п. 1, в котором частота следования пакетов находится в диапазоне от 1 кГц до 2 МГц.
19. Способ по п. 18, в котором частота следования пакетов находится в диапазоне от 10 кГц до 650 кГц.
20. Способ по п. 1, в котором импульсный лазерный пучок имеет измеренную на материале среднюю мощность лазера выше чем 40 мкДж на один мм толщины материала.
21. Способ по п. 1, в котором импульсы разделены промежутками времени примерно 20 нс.
22. Способ по п. 1, в котором фокальная линия лазерного пучка имеет длину в диапазоне от 0,1 мм до 8 мм.
23. Система для лазерной прошивки материала, содержащая
импульсный лазер, выполненный с возможностью выдачи импульсного лазерного пучка, имеющего длину волны, меньшую или равную 850 нм, и
оптический блок, установленный на траектории пучка лазера, выполненный с возможностью преобразования лазерного пучка в фокальную линию лазерного пучка, ориентированную вдоль направления распространения пучка и имеющую длину, которая находится в диапазоне от 0,1 мм до 100 мм, и средний диаметр пятна, который находится в диапазоне от 0,1 мкм до 5 мкм, причем со стороны выхода пучка из оптического блока оптический блок включает в себя фокусирующий оптический элемент со сферической аберрацией, выполненный с возможностью формировать фокальную линию лазерного пучка, выполненную с возможностью вызывать наведенное поглощение внутри материала, производящее линию дефектов, имеющую диаметр, меньший или равный 300 нм, вдоль фокальной линии лазерного пучка внутри материала,
причем импульсный лазер имеет мощность лазера от 10 Вт до 150 Вт и выдает пакеты импульсов с по меньшей мере 2 импульсами на один пакет импульсов.
24. Система по п. 23, в которой лазерный пучок имеет длину волны, меньшую или равную 775 нм.
25. Система по п. 24, в которой лазерный пучок имеет длину волны, меньшую или равную 600 нм.
26. Система по п. 25, в которой лазерный пучок имеет длину волны, меньшую или равную 532 нм.
27. Система по п. 23, которая выполнена с возможностью вызывать наведенное поглощение, производящее подповерхностное разрушение внутри материала до глубины, меньшей или равной 75 мкм.
28. Система по п. 23, которая выполнена с возможностью вызывать наведенное поглощение, производящее шероховатость поверхности Ra, меньшую или равную 0,5 мкм.
29. Система по п. 23, которая выполнена с возможностью поступательного перемещения материала и лазерного пучка друг относительно друга с прошивкой тем самым множества линий дефектов внутри материала, при этом линии дефектов разносятся так, чтобы разделять материал на по меньшей мере две детали.
30. Система по п. 23, в которой длительность импульсов находится в диапазоне от более чем 1 пикосекунды до менее чем 100 пикосекунд.
31. Система по п. 30, в которой длительность импульсов находится в диапазоне от более чем 5 пикосекунд до менее чем 20 пикосекунд.
32. Система по п. 23, в которой импульсный лазер выполнен с возможностью испускания импульсов, выдаваемых пакетами из по меньшей мере двух импульсов, разделенных промежутком времени в диапазоне от 1 нс до 50 нс, а частота следования пакетов находится в диапазоне от 1 кГц до 2 МГц.
33. Система по п. 23, в которой импульсный лазер имеет мощность лазера от 10 Вт до 100 Вт и выдает пакеты импульсов с 2-25 импульсами на один пакет импульсов.
34. Система по п. 23, в которой импульсный лазер имеет мощность лазера от 25 Вт до 60 Вт и выдает пакеты импульсов с 2-25 импульсами на один пакет, а расстояние между линиями дефектов составляет 0,5-10 микрометров.
35. Система по п. 23, в которой импульсный лазер имеет мощность лазера от 10 Вт до 100 Вт, а система выполнена с возможностью поступательно перемещать обрабатываемую деталь или лазерный пучок друг относительно друга со скоростью по меньшей мере 0,25 м/с.
36. Система по п. 23, в которой импульсный лазер имеет мощность лазера от 10 Вт до 100 Вт, а система выполнена с возможностью поступательно перемещать обрабатываемую деталь и лазерный пучок друг относительно друга со скоростью по меньшей мере 0,4 м/с.
37. Система по п. 23, в которой частота следования пакетов находится в диапазоне от 1 кГц до 2 МГц.
38. Система по п. 37, в которой частота следования пакетов находится в диапазоне от 10 кГц до 650 кГц.
39. Система по п. 23, в которой импульсный лазерный пучок имеет измеренную на материале среднюю мощность лазера выше, чем 40 мкДж на один мм толщины материала.
40. Система по п. 23, в которой импульсы разделены промежутками времени примерно 20 нс.
41. Система по п. 23, в которой фокальная линия лазерного пучка имеет длину в диапазоне от 0,1 мм до 8 мм.
42. Система по п. 23, в которой оптический блок включает в себя кольцевую апертуру, установленную на траектории пучка лазера перед фокусирующим оптическим элементом, при этом кольцевая апертура выполнена с возможностью блокировать один или более лучей в центре лазерного пучка так, чтобы на фокусирующий оптический элемент падали только нецентральные краевые лучи, и посредством чего для каждого импульса импульсного лазерного пучка получается только одна фокальная линия лазерного пучка, наблюдаемая вдоль направления пучка.
43. Система по п. 23, в которой фокусирующий оптический элемент является конической призмой, имеющей несферическую открытую поверхность.
44. Система по п. 43, в которой коническая призма является аксиконом.
45. Система по п. 23, в которой оптический блок дополнительно включает в себя дефокусирующий оптический элемент, при этом оптические элементы установлены и выставлены так, чтобы фокальная линия лазерного пучка формировалась со стороны выхода пучка из дефокусирующего оптического элемента на расстоянии от дефокусирующего оптического элемента.
46. Система по п. 23, в которой оптический блок дополнительно включает в себя второй фокусирующий оптический элемент, при этом два фокусирующих оптических элемента установлены и выставлены так, чтобы фокальная линия лазерного пучка формировалась со стороны выхода пучка из второго фокусирующего оптического элемента на расстоянии от второго фокусирующего оптического элемента.
47. Система по п. 23, которая выполнена с возможностью получения линии дефектов с внутренним диаметром менее чем 0,2 мкм.
| WO 2011025908 A1, 03.03.2011 | |||
| US 20130323469 A1, 05.12.2013 | |||
| RU 2003115458 A, 27.11.2004 | |||
| СПОСОБ ОТДЕЛЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА (ВАРИАНТЫ) | 2010 |
|
RU2459691C2 |
| СПОСОБ СОЗДАНИЯ ЦВЕТНЫХ ИЗОБРАЖЕНИЙ В ПРОЗРАЧНЫХ СТЕКЛАХ | 2005 |
|
RU2288196C1 |
| RU 2000100370 A, 10.11.2001 | |||
| Стрелочный замыкатель | 1922 |
|
SU544A1 |

