Предлагаемое изобретение относится к машиностроению, в частности к изготовлению пространственных неразъемных конструкций из разнородных материалов, преимущественно получению соединений типа втулки с охватывающей деталью, и может быть использовано в энергетическом машиностроении, в частности, в аэрокосмической и других отраслях промышленности при изготовлении ответственных узлов, работающих в окислительных средах при высоких температурах, например турбонасосных агрегатов (ТНА) жидкостных ракетных двигателей (ЖРД).
Технические характеристики ЖРД в значительной мере зависят от экономичности ТНА. Высокая экономичность агрегата может быть обеспечена только при малых зазорах между ротором и статором в уплотнениях, разделяющих полости высокого и низкого давления насоса и турбины. Уменьшение зазора повышает вероятность фрикционного контакта вращающихся элементов с неподвижными. Выделяющееся при этом тепло приводит к местному разогреву поверхностных слоев контактирующих элементов конструкции. При работе насоса, например, на кислороде и турбины на газе с избытком окислителя это может привести к самовоспламенению материалов. Обеспечение безаварийной и безопасной эксплуатации ЖРД с ТНА, работающим в условиях контакта вращающихся элементов конструкции с неподвижными, является сложной технической задачей.
Практикой выработан комплекс конструктивно-технологических мероприятий по обеспечению безопасного функционирования элементов конструкции ТНА, работающих в окислительной среде. Одним из основных среди этих мероприятий является изготовление одной из деталей уплотнения (частично или полностью) из материала, обеспечивающего максимальную скорость отвода тепла, выделяемого в зоне контакта. Элемент конструкции, несущий механические нагрузки, выполняют из прочного материала, а вставку - из высокотеплопроводных материалов: меди, серебра или сплавов на их основе. Для исключения локального саморазогрева двухслойных элементов конструкции в результате фреттинг-процессов соединение несущего материала с теплопроводной вставкой должно быть неразъемным. Получение пространственных неразъемных соединений осложняется различием коэффициентов термического расширения разнородных материалов, вызывающим термические напряжения на границе соединения при охлаждении и нагреве конструкции, особенно в процессе изготовления.
Основными способами получения неразъемных двухслойных конструкций из разнородных материалов являются соединение слоев путем диффузионного сращивания (прокаткой, прессованием, сваркой взрывом) и пайкой твердыми припоями. Эти технологии надежно отработаны для листовых материалов (Строение и свойства авиационных материалов. Под редакцией академика А.Ф.Белова и профессора В.В.Николаенко. М.: Металлургия, 1989 г. стр.310). При изготовлении пространственных конструкций типа «втулка в охватывающей детали» чаще всего используют пайку твердыми припоями или термодиффузионное сращивание (ТДС). Неразъемные соединения, полученные без расплавления (по технологии диффузионной сварки), имеют максимальную конструкционную прочность.
Известен способ неразъемного соединения втулки с охватывающей деталью, включающий предварительную подготовку соединяемых поверхностей, например нанесение припоя, размещение втулки в кольцевой проточке охватывающей детали с технологическим зазором, вакуумирование зазора, создание радиального давления на втулку с одновременным нагревом и выдержкой собранной конструкции для получения неразъемного соединения: паяного или термодиффузионного [А.с. СССР №413016, МПК В23Р 11/02, опубл. 30.01.74, бюл. №4].
Известны также:
- способ изготовления двухслойных паяных конструкций, содержащих детали из жаропрочного сплава, например на никелевой основе, и высокотеплопроводного металла, например серебра, включающий сборку конструкций с размещением припоя, пайку в защитной атмосфере и последующее охлаждение или изотермическое старение [Патент РФ №2169646, МПК В23К 1/19, опубл. 02.06.99, бюл. №18];
- способ диффузионной сварки разнородных материалов, включающий предварительную сборку конструкции, состоящей из несущей детали с отверстием и кольцевой проточкой с установленным в проточке кольцом из высокотеплопроводного металла, создание радиального сварочного давления путем размещения внутри кольца цилиндрической детали (стержня), выполненной из материала с большим, чем у корпуса и кольца, термическим коэффициентом расширения, осевое поджатие стержня специальной заглушкой и нагрев конструкции до твердожидкостного состояния материала кольца в зоне соединения [А.с. СССР №1808582, МПК В23К 20/14, опубл. 15.04.93, бюл. №14].
В качестве прототипа выбран способ изготовления толстостенных паяных конструкций, состоящих из внутренней и наружной оболочек, включающий нанесение покрытия, укладку припоя, сборку конструкции с герметизацией полости, образованной паяемыми деталями и проведение вакуумно-компрессионной пайки [Патент РФ RU 2109606 С1, МПК 6 В23К 1/00, 31/02, опубл. 27.04.1998, бюл. №12].
Недостатками известных способов и способа-прототипа являются:
- дефекты паяного шва, естественно образующиеся в кристаллизующемся припое при охлаждении узла;
- ограниченный круг соединяемых материалов;
- однонаправленное (радиальное или осевое) сварочное давление на соединяемые детали;
- наличие литой структуры по линии сращивания.
В условиях приложения термических и переменных динамических нагрузок дефекты, имеющиеся на границе соединяемых материалов (поры, неспаи, несплошности и т.п.) становятся инициаторами развития процесса повреждаемости, способными вызвать разрушение двухслойного соединения, вывести из строя турбину ТНА и нарушить работоспособность двигателя.
Задачей предлагаемого изобретения является получение бездефектного, прочного соединения разнородных металлических материалов в неразъемных пространственных конструкциях типа «втулка в охватывающей детали», содержащих элемент из прочного конструкционного материала, например мартенситостареющей стали или жаропрочного сплава на никелевой основе, несущий механические нагрузки, и кольцевую вставку из высокотеплопроводного материала, например меди, серебра или сплавов на их основе, применяемых в ответственных узлах, работающих в окислительных средах при высоких температурах, в частности в турбонасосных агрегатах ЖРД.
Поставленная задача решается тем, что при изготовлении пространственных неразъемных конструкций из разнородных материалов, допускающих применение технологии пайки твердыми припоями (первый вариант способа), включающем этапы: предварительной подготовки соединяемых поверхностей, размещения втулки в кольцевой проточке охватывающей (несущей механические нагрузки) детали с технологическим зазором, вакуумирования зазора, нагрева и выдержки собранной конструкции при определенной температуре для получения неразъемного соединения втулки с охватывающей деталью, согласно изобретению на соединяемые поверхности одной или обеих деталей предварительно наносят компоненты припоя, образующие при нагреве сплав эвтектического типа с материалом втулки, цикл нагрева - выдержки - охлаждения собранной конструкции проводят в изолированном объеме в условиях всестороннего сжатия регулируемым давлением рабочего газа (в рабочей камере газостата), при этом зазор между соединяемыми деталями герметизируют технологической деформируемой оболочкой, передающей радиальную и осевую нагрузки на соединяемые поверхности деталей и удаляемой после охлаждения. Изменяя давление в изолированном объеме - рабочей камере газостата и конструкцию технологической деформируемой оболочки регулируют величину прилагаемой нагрузки.
Для получения в пространственной конструкции неразъемного соединения разнородных материалов с ограниченной взаимной диффузией методом термодиффузионного сращивания (диффузионной сварки - второй вариант способа) предварительную подготовку поверхностей одной или обеих соединяемых деталей согласно изобретению проводят путем нанесения промежуточного покрытия из металла, обладающего взаимной диффузией с материалами втулки и охватывающей детали, цикл нагрева - выдержки - охлаждения конструкции, собранной в соответствии с первым вариантом способа, выполняют в рабочей камере газостата. Изменяя давление в рабочей камере газостата и конструкцию технологической деформируемой оболочки регулируют радиальную и осевую нагрузки на соединяемые поверхности деталей, что обеспечивает надежное неразъемное соединение материалов даже с ограниченной взаимной диффузией. Технологическая деформируемая оболочка удаляется после охлаждения сборки.
Для обеспечения стабильности механических свойств материала и сокращения технологического цикла изготовления температуру выдержки сборки в рабочей камере газостата выбирают совпадающей с температурой одного из этапов термической обработки материала несущей детали, например закалкой мартенситостареющей стали или старением (дисперсионным твердением) жаропрочного сплава на никелевой основе. Температурно-временной режим цикла обеспечивает расплавление припоя или термодиффузионное сращивание соединяемых материалов.
Сопоставительный анализ заявляемого способа с прототипом и с другими решениями в данной области техники показывает, что изложенная в патентной формуле совокупность признаков неизвестна из существующего уровня техники, на основании чего можно сделать вывод о его соответствии критерию изобретения "новизна".
При этом изложенная в формуле совокупность признаков не следует явным образом для специалиста из существующего уровня техники, что позволяет сделать вывод о соответствии решения критерию изобретения "изобретательский уровень".
Соответствие предлагаемого решения критерию изобретения "промышленная применимость" видно из ниже приведенных примеров реализации вариантов.
Сущность предлагаемого способа иллюстрируется чертежами: фиг.1 (вариант 1) и фиг.2 (вариант 2).
Вариант 1.
Принципиальная схема реализации предлагаемого способа изготовления двухслойной конструкции методом пайки приведена на фиг.1, где:
1 - несущий элемент плавающего кольца (охватывающая деталь);
2 - серебряная вставка (втулка);
3 - компоненты припоя Ag-Cu;
4 - технологическая деформируемая оболочка;
5 - герметизирующие сварные швы;
6 - рабочая камера газостата.
На механически обработанную выточку в охватывающей детали 1, выполненной, например, из закаленной мартенситостареющей стали, наносят компоненты припоя 3, после чего собирают с втулкой 2 из серебра. Стык герметизируют, используя технологическую деформируемую оболочку 4, концы которой приваривают герметизирующими швами 5 к стальной детали, а образовавшуюся полость вакуумируют. После проверки герметичности сварных швов 5 сборку помещают в рабочую камеру 6 газостата, где выдерживают при температуре пайки, соответствующей температурному интервалу гомогенизации (закалки) несущего материала при термической обработке, и давлении рабочего газа, обеспечивающем поджатие материалов. В этот период проходят процессы расплавления компонентов припоя, образующего сплав эвтектического типа с материалом втулки, деформации технологической оболочки 4, обеспечивающей передачу сжимающего усилия на соединяемые детали, взаимной диффузии элементов припоя и паяемых материалов. При замедленном охлаждении сборки затвердевание припоя проходит при действии остаточного давления в рабочем пространстве 6, что гарантирует отсутствие кристаллизационных дефектов в паяном шве. После окончания цикла газостатирования технологическая деформируемая оболочка 4 со швами 5 механически удаляется, а паяная конструкция подвергается дальнейшей термической и механической обработке.
В результате формируется бездефектный паяный шов, успешно выдерживающий термические и динамические нагрузки. При проведении пайки плавающего кольца насоса жидкого кислорода из нержавеющей мартенситостареющей стали и серебра Ср970 припоем медь-серебро по предлагаемому способу были получены соединения, не имеющие дефектов по результатам капиллярной дефектоскопии, ультразвукового контроля и металлографических исследований.
Вариант 2.
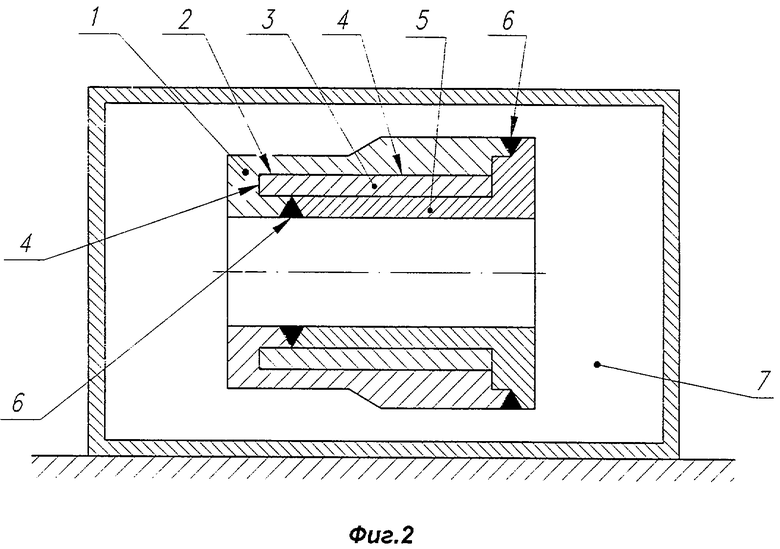
Принципиальная схема организации предлагаемого способа изготовления пространственной двухслойной конструкции методом термодиффузионного сращивания (диффузионной сварки) приведена на фиг.2, где:
1. охватывающая деталь из жаропрочного сплава (корпус);
2. кольцевая проточка корпуса;
3. медная вставка (втулка);
4. промежуточное покрытие;
5. технологическая деформируемая оболочка;
6. герметизирующие сварные швы;
7. рабочая камера газостата.
В охватывающей детали (корпусе турбины) 1, отлитой из жаропрочного дисперсионно-твердеющего сплава на никелевой основе и прошедшей полную термическую обработку, выполняют кольцевую проточку 2. На вставку (втулку из меди М1) 3 наносят промежуточное покрытие гальваническим никелем 4, обеспечивающее взаимную диффузию в системе корпус - покрытие - вставка (Ni+Cr+Мо-Ni-Cu) при температуре диффузионного сращивания (ТДС). Кольцо 3 помещают в проточку 2 и закрывают соединяемые детали технологической деформируемой оболочкой 5. Оболочку 5 приваривают к корпусу 1 герметичными сварными швами и вакуумируют образовавшуюся полость, что обеспечивает отсутствие окислов на границе сращивании. Сборку помещают в рабочую камеру 7 газостата и выдерживают под давлением рабочего газа при температуре дисперсионного твердения жаропрочного сплава, достаточной для взаимной диффузии компонентов материалов деталей промежуточного покрытия. При всестороннем сжатии сборки давлением рабочего газа проходит деформация технологической оболочки 5, обеспечивающая полный контакт соединяемых деталей в радиальном и осевом направлении, микродеформация контактирующих поверхностей, взаимная диффузия и сращивание соединяемых разнородных материалов. После охлаждения сборки технологическая деформируемая оболочка 5 со швами 6 удаляется, а неразъемная конструкция подвергается дальнейшей механической обработке.
В изготовленном по предлагаемому способу соединении по результатам металлографических исследований и неразрушающего контроля дефектов - несплошностей по границе сращивания не было обнаружено, глубина взаимной диффузии Nk↔Cu составляла ˜30 мкм.
Получение пространственных неразъемных конструкций типа втулки с охватывающей деталью в условиях всестороннего сжатия деталей давлением рабочего газа в газостате с использованием технологической деформируемой оболочки обеспечивает надежное соединение разнородных материалов, исключает разрушение соединения под действием термических и переменных динамических нагрузок и возгорание элементов конструкции ТНА вследствие касания ротора о статор. Эффективность работы неразъемных соединений из разнородных материалов, изготовленных предлагаемым способом, подтверждена испытаниями кислородно-керосинового ЖРД разработки ФГУП КБХА.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ КОНСТРУКЦИЙ ТЕЛЕСКОПИЧЕСКОГО ТИПА | 1996 |
|
RU2120361C1 |
| МОЩНАЯ СПИРАЛЬНАЯ ЛАМПА БЕГУЩЕЙ ВОЛНЫ | 2004 |
|
RU2285310C2 |
| Способ пайки графита с металлом | 1988 |
|
SU1590240A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
| Способ изготовления образца для исследования механических свойств паяных соединений разнородных материалов | 1989 |
|
SU1755095A1 |
| Способ пайки деталей из разнородных металлов | 2024 |
|
RU2840136C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКОЙ КОНСТРУКЦИИ, МАТЕРИАЛ ВНЕШНЕЙ ДЕТАЛИ КОТОРОЙ ИМЕЕТ КОЭФФИЦИЕНТ ЛИНЕЙНОГО РАСШИРЕНИЯ, ПРЕВОСХОДЯЩИЙ КОЭФФИЦИЕНТ ЛИНЕЙНОГО РАСШИРЕНИЯ ВНУТРЕННЕЙ ДЕТАЛИ | 2005 |
|
RU2375159C2 |
| СПОСОБ ПАЙКИ | 2005 |
|
RU2297905C2 |
| Способ пайки телескопической конструкции | 2018 |
|
RU2736581C2 |
| Способ пайки стальных деталей | 1984 |
|
SU1247205A1 |
Изобретение может быть использовано при изготовлении ответственных узлов, работающих в окислительных средах при высоких температурах, например турбонасосных агрегатов жидкостных ракетных двигателей, преимущественно для получения соединения типа втулки с охватывающей деталью. После сборки деталей с нанесением припоя или покрытия на соединяемые поверхности их закрывают технологической вакуум-плотной оболочкой, вакуумируют и герметизируют зазор между ними. В газостате под действием давления рабочего газа оболочка деформируется и обеспечивает плотное прилегание элементов конструкции при пайке или диффузионной сварке. Способ гарантирует отсутствие дефектов на соединяемых поверхностях. Полученные по заявляемому способу сложнонагруженные уплотнения узла турбины (литейный жаропрочный дисперсионно-твердеющий сплав на основе никель+медь) и насоса жидкого кислорода (мартенситостареющая сталь+серебро) прошли успешные испытания в турбонасосном агрегате жидкостного ракетного двигателя окислительной схемы. 2 н. и 4 з.п. ф-лы, 2 ил.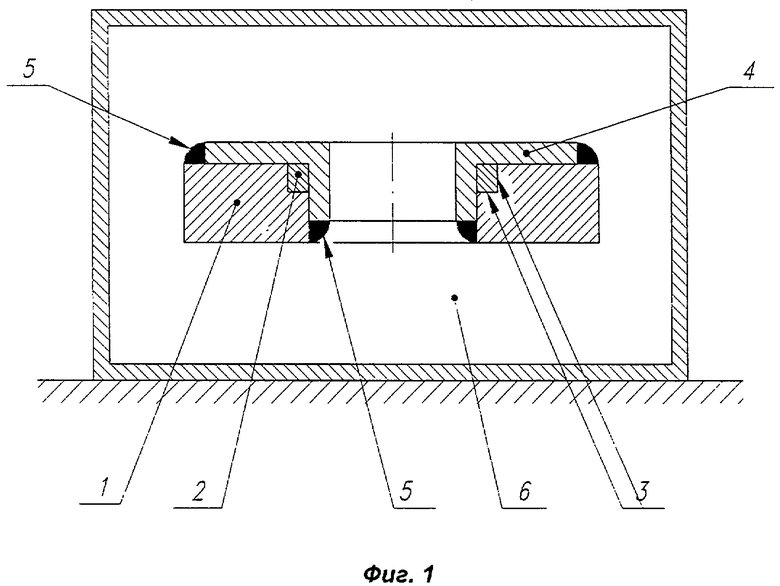
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНЫХ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2109606C1 |
| 1970 |
|
SU413016A1 | |
| Конструкция паяного соединения | 1991 |
|
SU1815046A1 |
| Способ диффузионной сварки телескопических соединений | 1991 |
|
SU1808582A1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2106942C1 |

