Настоящее изобретение касается машины для производства сигаретных пачек.
Сигаретная пачка содержит группу сигарет и упаковочный материал, свернутый вокруг этой группы; а машина для производства сигаретных пачек содержит несколько конвейеров, каждый из которых имеет заданное число элементов, расположенных последовательно и для манипулирования группами и/или упаковочным материалом и для осуществления операций, посредством которых производятся эти пачки. Элементы каждого конвейера также взаимодействуют с элементами смежных конвейеров для перемещения групп и/или упаковочного материала - не свернутого, частично свернутого или свернутого в форму пачки - от одного конвейера к другому. Число элементов каждого конвейера обычно определяется на основании конструкционных параметров, которые не учитывают регулировки, необходимой для элементов каждого конвейера, и самих способов управления, применяемых на машине.
Из патента США 4330976, кл. В 65 В 19/04, опубл. 25.05.1982, известна машина для упаковки сигарет с конвейерами, каждый из которых имеет последовательно установленные элементы для манипулирования с группами сигарет. При этом число элементов каждого конвейера не совпадает с числом элементов примыкающего конвейера. В результате этого, трудно настроить каждый элемент в таком типе машин для эффективного взаимодействия со всеми элементами примыкающего конвейера, и такая настройка является длительной и кропотливой работой. И как следствие, как только размер пачки меняется, нужно на сравнительно длительное время останавливать машину. Это происходит потому, что каждый элемент конвейера взаимодействует с каждым элементом примыкающего конвейера. Таким образом, каждый элемент должен быть настроен в зависимости от настройки каждого элемента машины.
Задача настоящего изобретения состоит в создании машины для производства сигаретных пачек, которая позволяла бы осуществлять настройку элементов конвейера относительно одного или малого числа элементов примыкающего конвейера, что привело бы к уменьшению времени остановки машины и, как следствие, к увеличению производства упаковок.
Данная задача решается за счет того, что в машине для производства сигаретных пачек, причем каждая пачка содержит группу сигарет, заключенную в упаковочный материал, при этом машина содержит несколько конвейеров, каждый из которых имеет соответствующее число, больше одного, элементов, которые приводятся в контакт с указанными группами и/или упаковочным материалом и взаимодействуют с элементами по меньшей мере одного смежного конвейера; в частности указанные элементы содержат выходные отверстия для групп, гнезда для перемещения групп и/или пачек, перемещающие головки для перемещения упаковочного материала и сгибающие устройства для свертывания указанного упаковочного материала; согласно изобретению число элементов каждого конвейера кратно или равно общему делителю числа элементов смежного конвейера.
Кроме того, задача решается за счет того, что способ управления машиной, согласно изобретению, предусматривает операции извлечения заданного числа пачек из указанной машины, и определения, для каждой извлекаемой пачки, какие элементы вступали в контакт с группой и с упаковочным материалом, используемым для производства каждой извлекаемой пачки.
Неограничивающий вариант воплощения настоящего изобретения будет описан посредством примера со ссылкой на прилагаемые чертежи, на которых:
фиг.1 - вид сбоку машины согласно изобретению с деталями, удаленными для ясности;
фиг.2 и 3 - вид в сечении детали машины с фиг.1, в первом и втором рабочих положениях, соответственно.
Позицией 1 на фиг.1 обозначена, в целом, машина для производства сигаретной пачки 2 с откидной крышкой.
Каждая пачка 2 содержит правильную группу 3 сигарет 4, обернутую в лист упаковочного материала 5; выступ 6 вокруг группы 3 и на верху листа упаковочного материала 5; и заготовку 7, свернутую вокруг группы 3.
Машина 1 содержит раму 8, показанную пунктирной линией на фиг.1, которая поддерживает устройство 9 для формирования группы 3, упаковочное устройство 10 и устройство 11 для разгрузки готовой пачки 2. Устройство 9 для формирования группы 3 содержит бункер 12 для перемещения сигарет 4; гнездовой конвейер 13 для подачи групп 3 сигарет в по существу горизонтальном направлении D1; и конвейер 14 для подачи сигарет 4, навалом, к бункеру 12. Конвейер 13 представляет собой магнитный конвейер, содержащий кольцевой трек 15 в свою очередь содержащий прямую верхнюю часть 16, вдоль которого перемещаются четыре ряда 17 гнезд 18 по кольцевому пути Р1. Каждый ряд 17 содержит шесть гнезд 18, одно из которых показано пунктирной линией в увеличенном виде на фиг.1; бункер 12 содержит шесть выходных отверстий 19, расположенных вдоль верхней части 16 и входное отверстие 20, сообщающееся с конвейером 14; а сигареты 4 продолжаются поперечно направлению D1.
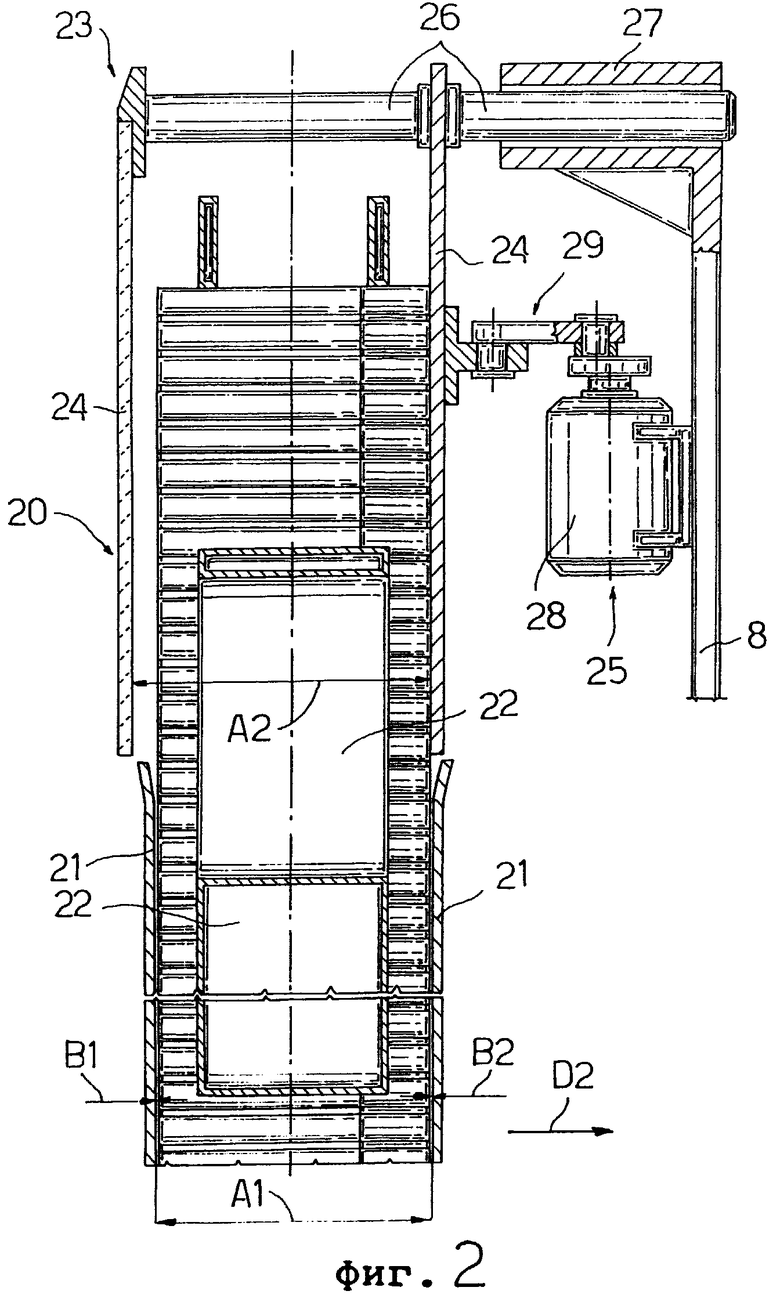
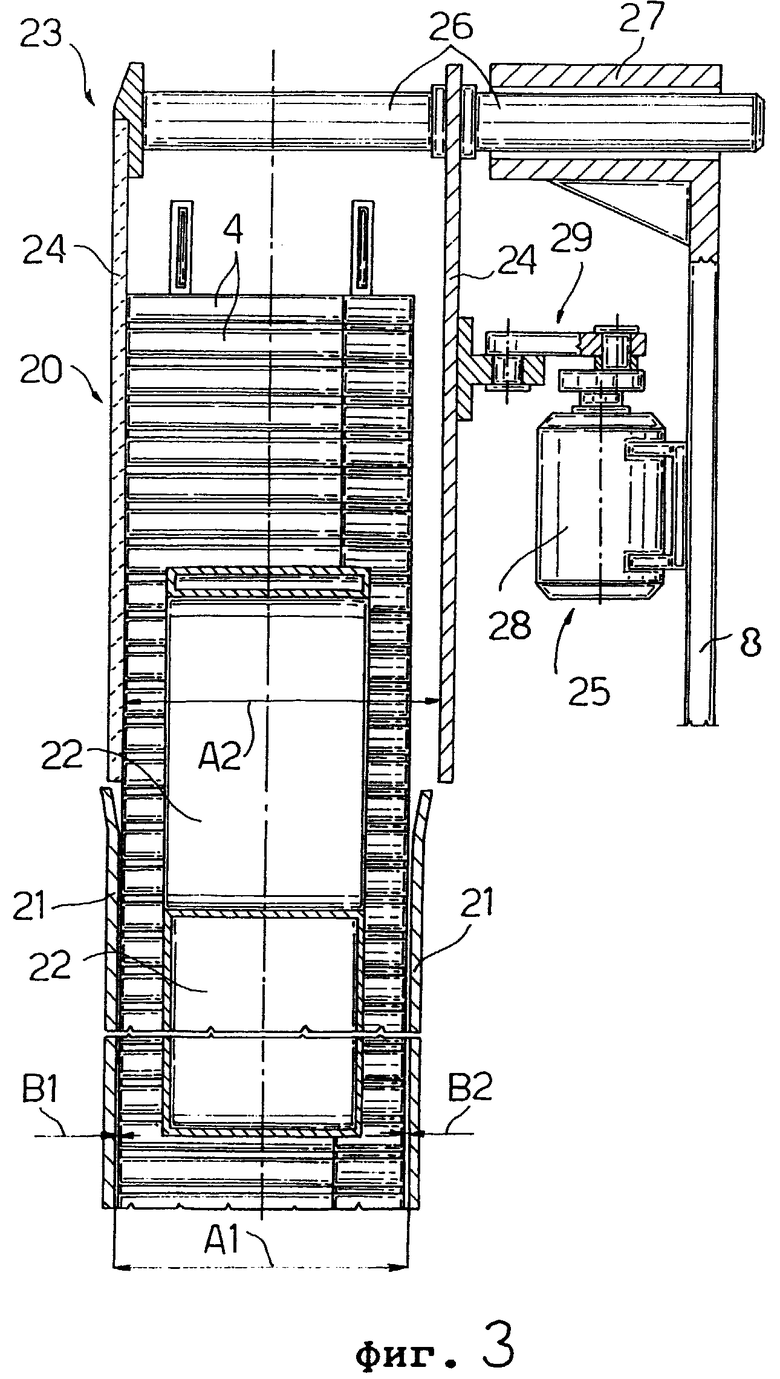
Со ссылкой на фиг.2 и 3 показаны бункер 12, который содержит две параллельные, обращенные друг к другу стенки 21; и перегородки 22, расположенные между стенками 21 для разделения потока сигарет 4 внутри бункера 12. Стенки 21 являются вертикальными, параллельными направлению D1 и разнесены на фиксированное расстояние А1 в горизонтальном направлении D2, перпендикулярном направлению D1 и стенкам 21. Во входном отверстии 20 имеется упорядочивающее устройство 23 для выравнивания сигарет 4, содержащее две стенки 24, параллельные друг другу и стенкам 21, приводное устройство 25 для перемещения 24 назад и вперед в направлении D2. Стенки 24 разнесены на заданное расстояние в направлении D2 и поддерживаются стержнями 26, параллельными направлению D2 и имеющими соответствующие выступы, взаимодействующие с соответствующими направляющими 27, выполненными за одно целое с рамой 8. Приводное устройство 25 содержит двигатель 28 и кривошипно-шатунный механизм 29, соединяющий двигатель 28 с одной из стенок 24. Расстояние А1 равно длине сигарет 4 плюс зазоры В1 и В2 на противоположных концах каждой сигареты 4, а расстояние А2 превышает расстояние А1. В каждом выходном отверстии 19, устройство 9 содержит соответствующее извлекающее устройство (не показано), перемещаемое назад и вперед в направлении D2 и управляемое соответствующим линейным электрическим двигателем (не показан) для циклического выталкивания группы 3 из выходного отверстия 19.
Со ссылкой на фиг.1 показаны упаковочное устройство 10, которое содержит упаковочное колесе 30, вдоль которого каждая группа 3 оборачивается в соответствующий лист 5 и частично заключается в соответствующий выступ 6; и упаковочное колесо 31, вдоль которого каждая группа 3 заключается в заготовку 7. Колесо 30 вращается вокруг оси 32 и содержит двенадцать гнезд 33, которые разнесены на равные расстояния вокруг оси 32, вмещают соответствующие группы 3 и имеют соответствующие подвижные сгибающие стенки 34. Каждое гнездо 33 перемещается по кольцевому пути Р2, вдоль которого расположены последовательно позиция S1 для подачи групп 3 и листов 5; позиция S2 для сгибания листа 5; дополнительная позиция S3 для сгибания листа 5; позиция S4 для перемещения групп 3 на колесо 31; и позиция S5 для подачи колец 6. На позиции S2 имеется сгибающее колесо 35, вращающееся вокруг соответствующей оси 36 и содержащее три сгибающих инструмента 37, разнесенных на равные расстояния вокруг оси 36 и взаимодействующих с группами 3, перемещаемыми гнездами 33 для сгибания листа 5. Аналогично, на позиции S3, обеспечено сгибающее колесо 38, вращающееся вокруг оси 39 и содержащее три сгибающих инструмента 40, разнесенных на равные расстояния вокруг оси 39 и взаимодействующих с группами 3, перемещаемыми гнездами 33 для сгибания листа 5; и на позиции S5 имеется колесо 41, вращающееся вокруг оси 42, параллельной оси 32, и содержащее шесть подбирающих головок 43, разнесенных на равные расстояния вокруг оси 42 и для подачи колец к гнездам 33.
Колесо 31 вращается вокруг оси 44, параллельной оси 32, и содержит двенадцать гнезд, которые разнесены на равные расстояния вокруг оси 44, имеют соответствующие подвижные стенки 46 и подаются по пути Р3, вдоль которого расположена позиция S4 перемещения для приема групп 3 от колеса 30, позиция S6 для переноса пачек 2, и позиция S7 для подачи заготовок 7. На позиции S7, имеется колесо 47, вращающееся вокруг оси 48, параллельной оси 32, и содержащее шесть головок 39, разнесенных на равные расстояния вокруг оси 48 и для подачи заготовок 7 к гнездам 45.
Разгружающее устройство 11 содержит конвейер 50, который, в свою очередь, содержит цепь 51, замкнутую вокруг двух роликов 52, проходит в вертикальном направлении D3, и содержит двадцать четыре гнезда 53, разнесенных на равные расстояния вокруг цепи 51, и предназначенных каждое для выборочного удерживания соответствующей пачки 2 посредством известного приводного устройства, не показано. Конвейер 50 подается колесом 54, которое вращается вокруг оси 55, параллельной оси 32, содержит шесть гнезд 56 и расположено между позицией S6 и конвейером 50, для переноса пачек 2 от колеса 31 к конвейеру 50, который содержит прямую восходящую часть 57, вдоль которой пачки 2 подают в направлении D3 и нисходящую часть 58, параллельную части 57.
Разгружающее устройство 11 также содержит два конвейера 59 и 60 с вакуумируемыми (присасывающими) лентами. Конвейер 59 имеет участок, расположенный вдоль восходящей части 57, для приема пачек 2 от конвейера 50 и продолжения подачи пачек 2 в направлении D3, и, кроме того, соединен с конвейером 60 с вакуумируемыми лентами, обращенным к участку конвейера 59. Другими словами, конвейер 59 удерживает каждую пачку 2 посредством присасывания на одной поверхности пачки 2, тогда как конвейер 60 удерживает пачку 2 посредством присасывания на противоположной поверхности пачки 2.
Машина 1 содержит управляющее устройство 61 для проверки того, что группы 3 укомплектованы, сигареты 4 не повреждены, а пачки 2 сформированы правильно. Управляющее устройство 61 содержит блок управления 62; видеокамеру 63, установленную вдоль части 16 для проверки того, что группы 3 укомплектованы, и сигареты 4 не повреждены; и две видеокамеры 64 и 65, обращенные к конвейерам 59 и 60, соответственно, для проверки правильного формирования пачек 2 с двух противоположных углов. Блок управления 62 соединен с колесом 54 для высвобождения пачек 2 из колеса 54 в бункер 66, показанный пунктирной линией на фиг.1, и соединен с конвейером 60 для приведения в действие извлекающего устройства 67 для извлечения пачек 2 с конвейера 60 и подачи пачек 2 в бункер 68, показанный пунктирной линией на фиг.1. Блок управления 62 выдает сигнал ошибки Е1, как функцию значений, определенных видеокамерой 63, и использует сигнал ошибки Е1 для отбрасывания любых пачек 2, содержащих неполные группы 3 или поврежденные сигареты 4, и для приведения в действие гнезд 56 колеса 54 для подачи таких пачек 2 в бункер 66. Аналогично, блок 62 выдает сигнал ошибки Е2, как функцию значений, определенных видеокамерами 64 и 65, для отбрасывания любых пачек 2 с дефектными наружными поверхностями, посредством извлекающего устройства 67.
Блок 62 содержит управляющий элемент 69, чтобы блокировать перенос пачек 2 от конвейера 50 к конвейеру 59, так что пачки 2 подаются по нисходящей части на стол 70, показанный пунктирной линией на фиг.1.
Каждое выходное отверстие 19 имеет соответствующий идентификационный знак, для отличия его от других выходных отверстий 19. И аналогично, каждое гнездо 18, 33, 45, 53 и 56, каждая поднимающая головка 43 и 49, и каждый инструмент 37 и 40 имеют соответствующие идентификационные знаки - обычно цифры так, что их легко можно идентифицировать на машине 1.
При использовании сигареты 4 подаются навалом к бункеру 12 посредством конвейера 14, и укладываются между стенками 24 упорядочивающего устройства 23 во входном отверстии бункера 12. Стенки 24 перемещаются назад и вперед в направлении D2 между двумя положениями, показанными на фиг.2 и 3, соответственно, и колеблются на величину, равную «А2-А1+B1+B2», так что сигареты 4 точно выравниваются устройством 23 перед падением между стенками 21 бункера 12, и так чтобы предотвратить скольжение концов сигарет 4 по стенкам 21.
Внутри бункера 12 сигареты 4 подаются под действием силы тяжести к выходным отверстиям 19, из которых группы 3 извлекают, как описано выше. Одну группу 3 извлекают из каждого выходного отверстия 19 и укладывают в соответствующее гнездо 18 ряда 17, остановленное у выходных отверстий 19. Конвейер 13 управляется для подачи ряда 17 непрерывно мимо колеса 30 и для остановки у наружных отверстий 19, для приема групп 3 из наружных отверстий 19. Каждое гнездо 18 ряда 17 взаимодействует с одним соответствующим наружным отверстием 19 бункера 12, а каждый ряд 17 приводится в действие независимо от других рядов 17.
Группы 3, подаваемые посредством гнезд 18 вдоль части 16, контролируются камерой 63, чтобы гарантировать, что каждая группа 3 укомплектована, а сигареты 4 не повреждены. Когда значения, определенные камерой 63 откланяются от заданных пороговых значений, блок управления 62 выдает сигнал ошибки Е1 для выталкивания пачки 2, содержащей неполную группу 3 или поврежденную сигарету, когда пачка 2 подается колесом 54 мимо бункера 66. То есть, блок управления установлен для выталкивания дефектной пачки 2 из гнезда 56, известным образом.
Группы 3 переносят последовательно с конвейера 13 на колесо 30, на позиции S1, и переносят между гнездами 18 и гнездами 33 так, что каждое гнездо 18 переносит группу 3 к соответствующему гнезду 33 на колесе 30. То есть, в каждом цикле каждое гнездо 18 каждого ряда 17 всегда взаимодействует с таким же гнездом на колесе 30. На позиции S1, каждое гнездо 33 подается с листом 5 упаковочного материала, который оборачивается вокруг группы 3, вдоль пути Р2; а на позиции S5, каждое гнездо 33 подается с соответствующим выступом 6, которая сгибается вокруг группы 3 и на верху упаковочного материала 5.
Выступ 6 и часть листа 5 упаковочного материала сгибаются посредством подвижных сгибающих стенок 34 каждого гнезда 33, а сгибание листа 5 упаковочного материала завершается посредством колес 35 и 38. Выступы 6 подают к гнездам 33 с помощью головок 43, так что каждая из шести головок 43 взаимодействует только с двумя из двенадцати гнезд 33. Аналогично, каждый сгибающий инструмент 37 и 40 соответствующих колес 35 и 38 взаимодействует только с данными четырьмя из двенадцати гнезд 33.
На позиции S4, каждая группа 3 в комплекте с соответствующим согнутым листом 5 и соответствующим согнутым выступом 6, переносится на колесо 31. В этом случае, поскольку количество гнезд 33 равно количеству гнезд 45, каждое данное гнездо 33 взаимодействует только с данным гнездом 45. На позиции S7, каждое гнездо 45 подают с заготовкой 7, посредством головки 49 на колесе 47, а каждая головка 49 взаимодействует только с двумя гнездами 45 на колесе 31. На позиции S6, пачки 2 переносят к гнездам 56 на колесе 54, которое, в свою очередь, переносит пачки 2 к гнездам 53 на конвейере 50. Каждое гнездо 56 взаимодействует только с двумя гнездами 45 на колесе 31, и с четырьмя гнездами 53 на конвейере 50. Пачки 2 затем подаются вдоль восходящей части 57 конвейера 50, зацепляются конвейером 59, выгружаются на конвейер 59 посредством гнезд 53 и подаются последовательно конвейером 59 мимо камеры 64. Конвейер 59 затем выгружает пачки 2 на конвейер 60, который подает пачки 2 последовательно мимо камеры 65. Когда изображения, полученные видеокамерами 64 и 65 не укладываются в заданные пороговые значения, блок 62 выдает сигнал ошибки Е2 для приведения в действие извлекающего устройства 67, которое подает пачки 2 в бункер 68.
Когда управляющий элемент 69 приводится в действие, двенадцать последовательных, смежных гнезд 53 блокируются для высвобождения соответствующие пачки 2 на конвейер 59; соответствующие пачки 2 подают по нисходящей части 58; а блокированные гнезда 53 приводятся в действие для высвобождения пачек 2 последовательно на стол 70 для проверки. Пачки 2, собранные на столе 70, нумеруют в той последовательности, в которой они высвобождаются.
Проверка состоит в том, что пачки 2 разбирают по отдельности, чтобы определить правильно ли осуществлялись операции формирования группы 3, упаковки и транспортировки в машине 1, то есть без повреждения группы 3, заготовки 7, выступов 6 или листа 5. Блок управления 62 может идентифицировать гнездо 53 на конвейере 50, из которого была извлечена данная пачка 2 для проверки, и, на базе конструкции машины обеспечивает идентификационный знак гнезда 56, посредством которого транспортировали пачку 3; идентификационный знак гнезда 45, посредством которого свертывается заготовка 7 с образованием пачки 2; идентификационные знаки гнезд 18 и 33, посредством которых перемещалась группа 3 в пачке 2; идентификационные знаки головок 43 и 49, посредством которых подавали выступ 6 и заготовку 7, с образованием пачки 2; и идентификационные номера инструментов 37 и 40, посредством которых свертывали лист 5 пачки 2.
То есть, при проверке и выявлении дефекта в пачке 2, можно сразу выявить, какой элемент 18, 19, 33, 45, 37, 40, 43, 53, 56 машины 1 отвечает за него, и заменить, отремонтировать или отрегулировать рассматриваемый элемент 18, 19, 33, 45, 37, 40, 43, 53, 56. Другими словами, для каждой извлекаемой пачки, блок управления 62 обрабатывает заданный алгоритм, относительно взаимосвязей между номерами элементов 18, 19, 33, 45, 37, 40, 43, 53, 56, в которых входные данные представляют собой идентификационный знак гнезда 53, из которого извлекли пачку 2, а переменные определяются идентификационными знаками элементов 18, 19, 33, 45, 37, 40, 43, 53, 56. Алгоритм содержит несколько уравнений, которые включают взаимосвязи между количествами элементов 18, 19, 33, 45, 37, 40, 43, 53, 56 смежных конвейеров 12, 13, 30, 31, 35, 38, 41, 47, 50, 54.
Например, в машине 1 данные взаимосвязи существуют между номерами элементов 18, 19, 33, 45, 37, 40, 43, 53, 56, которые определяются машиной 1, содержащей три инструмента 37 и три инструмента 40, шесть выходных отверстий 19, шесть головок 43, шесть головок 49 и шесть гнезд 56, двенадцать гнезд 33 и двенадцать гнезд 45, двадцать четыре гнезда 18 и двадцать четыре гнезда 53. В случае описанной машины 1 указанные количества образуют часть геометрической прогрессии с показателем 2.
В описанном примере блок управления 62 обеспечивает извлечение двенадцати пачек 2, но можно управлять количеством пачек 2, подлежащих извлечению, которые должны предпочтительно образовывать часть указанной геометрической прогрессии. Например, извлечение трех пачек 2 предусматривает полную проверку трех инструментов 37 и трех инструментов 40; извлечение шести пачек 2 предусматривает полную проверку гнезд 56, головок 43 и 49, и выходных отверстий 19; извлечение двенадцати пачек 2 предусматривает полную проверку двенадцати гнезд 45 и двенадцати гнезд 33; а извлечение двадцати четырех пачек предусматривает полную проверку двадцати четырех гнезд 43 и двадцати четырех гнезд 18.
Машина для производства сигаретных пачек, каждая из которых содержит группу сигарет, заключенную в упаковочный материал, содержащая несколько конвейеров, каждый из которых имеет соответствующее число, более одного, элементов, которые приводятся в контакт с указанными группами и/или упаковочным материалом и взаимодействуют с элементами по меньшей мере одного смежного конвейера. В частности указанные элементы содержат выходные отверстия для групп, гнезда для перемещения групп и/или пачек, транспортирующие головки для транспортировки упаковочного материала и сгибающие устройства для сгибания указанного упаковочного материала. При этом число элементов каждого конвейера кратно или равно общему делителю числа элементов смежного конвейера. Предложенное решение также относится к способу управления вышеуказанной машиной. Предложенные устройство и способ обеспечивают создание машины для производства сигаретных пачек, которая позволяет осуществлять настройку элементов конвейера относительно одного или малого числа элементов примыкающего конвейера, что приводит к уменьшению времени остановки машины и, как следствие, к увеличению производства упаковок. 2 н. и 18 з.п. ф-лы, 3 ил.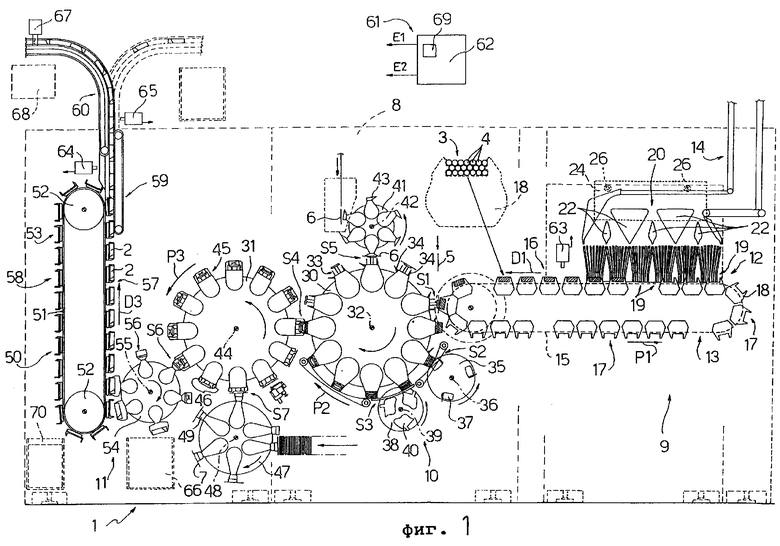
| US 4330976 A, 25.05.1982 | |||
| US 4866912 A, 19.09.1989 | |||
| Лента для наклонного конвейера | 1980 |
|
SU963912A1 |
| Поворотный участок трубопровода для транспортирования сыпучих материалов | 1980 |
|
SU927684A1 |

