Изобретение относится к технике прокладки морских подводных бронированных кабелей электрических.
Прокладку подводного бронированного кабеля электрического типа СПЭК и т.п., например, с материка на расположенный на острове маяк или на расположенную на дне морской акватории подводную станцию осуществляют, как правило, с борта судна-кабелеукладчика. Поскольку протяженность прокладки кабеля может достигать десятки или сотни километров, а длина бухты кабеля составляет около сотни погонных метров, существует проблема в обеспечении в условиях движущегося судна оперативного и технически надежного способа сращивания конца укладываемого подводного кабеля с последующим концом кабеля новой бухты.
В большинстве случае сращивание концов подводного кабеля производят путем расплетки на значительную длину металлической проволоки бронированной оболочки каждого из концов кабеля, снятия общей мягкой оплетки и герметичной электроизоляции с токопроводящих жил, электрического соединения жил с восстановлением герметичной электроизоляции стыка, оплетки и восстановления бронированной оболочки сплетением вручную металлических проволок.
Однако подобное сращивание предопределяет значительную трудоемкость ручных работ, а также неудовлетворительные, зависящие от квалификации обслуживающего персонала качество, надежность и механическую прочность узла сращивания.
Известны устройство и способ для сращивания концов подводного бронированного кабеля, базирующиеся на закреплении в каждом замке концов металлической проволоки бронированной оболочки между кольцами с конусными соответственно внешней и внутренней поверхностями, охвате внешнего кольца накидной втулкой, укрытии сращиваемых токопроводящих жил внешним прочным стаканом, стягивании замков и стакана посредством упорных плит и подпружиненных стержней (ЕР 0235891 А1, Н 02 G 15/04, 09.09.1987).
Недостатки известных технических решений связаны со сложностью конструкции и неоперативностью при реализации сращивания.
Наиболее близким к предложенному устройству является устройство для равнопрочного сращивания концов подводного бронированного кабеля с токопроводящими жилами в герметичной электроизоляции с общей мягкой оплеткой и поверхностной бронированной оболочкой из металлической проволоки, содержащее замки прочного закрепления бронированной оболочки, каждый из которых выполнен с муфтой для ввода кабеля, упорным кольцом, накидной втулкой, имеющей конусный участок для огибания по его поверхности концов металлической проволоки бронированной оболочки кабеля, и технологической стяжкой для концов металлической проволоки и их фиксирования, а также внешний прочный стакан, предназначенный для соединения замков друг с другом и укрытия сращиваемых жил после навинчивания на него обеих муфт (DE 1490172 А, Н 02 G 15/14, 24.02.1972).
Наиболее близким к предложенному способу является способ равнопрочного сращивания концов подводного бронированного кабеля, согласно которому вводят каждый конец кабеля в одну из муфт и пропускают его через упорное кольцо и накидную втулку, расплетают металлическую проволоку бронированной оболочки конца кабеля, концы металлической проволоки огибают по поверхностному конусу накидной втулки и фиксируют их технологической стяжкой, снимают общую мягкую оплетку и герметичную электроизоляцию с токопроводящих жил, осуществляют их электрическое соединение, соединяют замки друг с другом и укрывают сращиваемые жилы внешним прочным стаканом, на который после электрического соединения токопроводящих жил навинчивают муфты (см. там же).
Указанные устройство и способ являются достаточно простыми в реализации, однако не гарантируют устойчивую связь концов подводного бронированного кабеля при наличии больших растягивающих усилий и нагрузок.
Задача изобретения заключается в обеспечении надежного, оперативного и технологичного соединения концов подводного бронированного кабеля в условиях движущегося судна-кабелеукладчика.
Поставленная задача решается тем, что в устройстве для равнопрочного сращивания концов подводного бронированного кабеля с токопроводящими жилами в герметичной электроизоляции с общей мягкой оплеткой и поверхностной бронированной оболочкой из металлической проволоки, содержащем замки прочного закрепления бронированной оболочки, каждый из которых выполнен с муфтой для ввода кабеля, упорным кольцом, накидной втулкой и технологической стяжкой для концов металлической проволоки бронированной оболочки кабеля, а также внешний прочный стакан, предназначенный для соединения замков друг с другом и укрытия сращиваемых жил, в каждом замке муфта имеет участки с конусной и цилиндрической наружной поверхностью, последний из которых на конце выполнен с запиловкой под ключ, а накидная втулка - участки с конусной и цилиндрической внутренней поверхностью, при этом конусный участок муфты выполнен с возможностью огибания по его поверхности концов металлической проволоки бронированной оболочки кабеля и фиксирования их упомянутой стяжкой, конусный участок накидной втулки - с возможностью надвигания втулки на фиксированные концы металлической проволоки бронированной оболочки кабеля и обжимания их до упора, а упорное кольцо - с возможностью навинчивания на цилиндрический участок муфты и создания усилия для надвигания втулки, внешний прочный стакан выполнен с возможностью навинчивания его на накидную втулку одного из замков, последующего заполнения полости стакана герметизирующим составом и после электрического соединения токопроводящнх жил навинчивания его на накидную втулку другого замка.
Цилиндрические участки муфт и накидные втулки замков могут иметь наружную резьбу, а их упорные кольца и внешний прочный стакан - внутреннюю резьбу, причем последний может быть выполнен с левой и правой резьбой, соответствующими наружной резьбе накидных втулок.
Муфты, накидные втулки и упорные кольца замков, а также внешний прочный стакан могут иметь отверстия для установки ключей, обеспечивающих взаимное завинчивание.
Поставленная задача решается также тем, что в способе равнопрочного сращивания концов подводного бронированного кабеля, согласно которому вводят каждый конец кабеля в соответствующую муфту и пропускают его через упорное кольцо и накидную втулку, расплетают металлическую проволоку бронированной оболочки конца кабеля, концы металлической проволоки огибают по поверхностному конусу формующего элемента и фиксируют их технологической стяжкой, снимают общую мягкую оплетку и герметичную электроизоляцию с токопроводящих жил обоих концов кабеля, осуществляют их электрическое соединение, соединяют замки друг с другом и укрывают сращиваемые жилы внешним прочным стаканом, в каждом замке в качестве формующего элемента для огибания концов металлической проволоки используют поверхностный конус муфты, при этом после фиксации на данном конусе концов металлической проволоки, удерживая муфту одним ключом и вращая упорное кольцо другим ключом, надвигают на фиксированные концы металлической проволоки накидную втулку и обжимают их внутренним конусом втулки до упора, при соединении замков внешним прочным стаканом навинчивают его на накидную втулку одного из замков, заполняют полость стакана герметизирующим составом и после электрического соединения токопроводящих жил навинчивают стакан на накидную втулку другого замка.
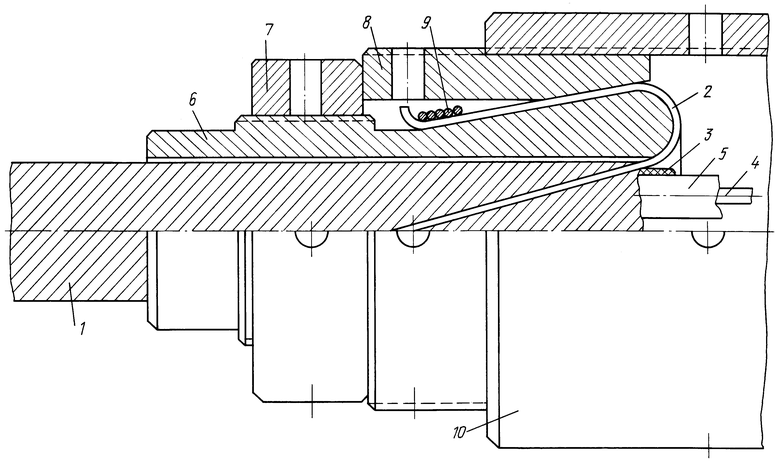
На чертеже, иллюстрирующем осуществление данной группы изобретений, представлена система - конец бухты подводного бронированного кабеля и устройство для равнопрочного сращивания его концов (с левым замком).
На чертеже отмечены конец кабеля 1, одна из металлических проволок 2 бронированной оболочки, общая мягкая оплетка 3, одна из токопроводящих жил 4, герметичная электроизоляция 5 жилы, левый замок (правый аналогичен) в составе муфта 6 для ввода кабеля, упорное кольцо 7, накидная втулка 8, технологическая стяжка 9 и внешний прочный стакан 10.
В каждом замке муфта 6 имеет участки с конусной и цилиндрической наружной поверхностью, последний из которых на конце выполнен с запиловкой под ключ (на чертеже не показано), а накидная втулка - участки с конусной и цилиндрической внутренней поверхностью. Конусный участок муфты 6 выполнен с возможностью огибания по его поверхности концов металлической проволоки 2 бронированной оболочки кабеля и фиксирования их стяжкой 9, конусный участок накидной втулки 8 - с возможностью надвигания втулки на фиксированные концы металлической проволоки 2 бронированной оболочки кабеля и обжимания их до упора, а упорное кольцо 7 - с возможностью навинчивания на цилиндрический участок муфты 6 и создания усилия для надвигания втулки 8. Внешний прочный стакан 10 выполнен с возможностью навинчивания его на накидную втулку 8 одного из замков, последующего заполнения полости стакана герметизирующим составом и после электрического соединения токопроводящих жил 4 навинчивания его на накидную втулку 8 другого замка.
Цилиндрические участки муфт 6 и накидные втулки 8 замков имеют в данном случае наружную резьбу, а их упорные кольца 7 и внешний прочный стакан 10 - внутреннюю резьбу, причем последний выполнен с левой и правой резьбой, соответствующими наружной резьбе накидных втулок 8.
Муфты 6, накидные втулки 8 и упорные кольца 7 замков, а также внешний прочный стакан 10 имеют отверстия для установки ключей, обеспечивающих взаимное завинчивание.
Равнопрочное сращивание концов подводного бронированного кабеля осуществляют следующим образом.
Закрепляют один из концов кабеля 1, например, в левом замке. Для этого вводят конец кабеля 1 в муфту 6 и пропускают его через упорное кольцо 7 и накидную втулку 8. Далее расплетают металлическую проволоку 2 бронированной оболочки, огибают концы проволоки 2 по поверхностному конусу муфты 6 и фиксируют их технологической стяжкой 9. После этого, удерживая муфту 6 одним ключом и вращая упорное кольцо 7 другим ключом, надвигают на фиксированные концы металлической проволоки 2 накидную втулку 8 и обжимают их внутренним конусом втулки 8 до упора. Затем навинчивают внешний прочный стакан 10 на накидную втулку 8 левого замка.
Аналогичным образом закрепляют другой конец кабеля 1 в правом замке.
В заключительной стадии снимают общую мягкую оплетку 3 и герметичную электроизоляцию 5 с токопроводящих жил 4 обоих концов кабеля 1, осуществляют электрическое соединение жил и восстанавливают герметичную электроизоляцию 5 известными методами. Заполняют полость внешнего прочного стакана 10 герметизирующим составом, например компаундом, и навинчивают его на накидную втулку 8 правого замка.
Проведенные исследования показали, что настоящей группой изобретений обеспечивается механическая равнопрочность подводного кабеля в узле сращивания его концов.
При перенесении технологической операции “создание замков устройства на концах бухты кабеля” в условия завода-изготовителя трудоемкость и продолжительность сращивания кабеля на судне-кабелеукладчике сводятся практически к минимальным. Цикл сращивания кабеля - менее 1 часа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Герметичная грузонесущая муфта | 2023 |
|
RU2802734C1 |
| ГРУЗОНЕСУЩАЯ МУФТА ДЛЯ ПОГРУЖНОЙ УСТАНОВКИ | 2015 |
|
RU2610965C1 |
| ТУПИКОВАЯ МУФТА ДЛЯ ОПТИЧЕСКОГО КАБЕЛЯ С ГЕРМЕТИЗИРОВАННЫМИ ШТУЦЕРАМИ ДЛЯ ВВОДА И ДОВВОДА ОПТИЧЕСКИХ КАБЕЛЕЙ И С ГЕРМЕТИЗИРОВАННЫМИ ПРОВОДНИКАМИ - ВЫВОДАМИ ОТ БРОНИ К ЗАЗЕМЛИТЕЛЯМ | 1999 |
|
RU2174250C2 |
| УСТРОЙСТВО ОТВОДА НА ЗЕМЛЮ ТОКОВ, НАВЕДЕННЫХ В БРОНЕ ОПТИЧЕСКОГО КАБЕЛЯ | 1997 |
|
RU2138894C1 |
| СОЕДИНИТЕЛЬ | 2007 |
|
RU2359378C1 |
| Коаксиальный кабель | 1976 |
|
SU616657A1 |
| СЕКЦИЯ ТОКОПОДВОДА К ЭЛЕКТРОБУРУ | 2002 |
|
RU2229583C1 |
| Устройство для сращивания кабельных изделий | 1976 |
|
SU736234A1 |
| Способ сращивания кабелей с алюминиевыми оболочками | 1977 |
|
SU748619A1 |
| Способ изготовления подводных бронированных симметричных кабелей связи | 1990 |
|
SU1707628A1 |
Группа изобретений относится к технике прокладки морских подводных бронированных кабелей электрических. Устройство сращивания концов кабеля содержит замки закрепления бронированной оболочки, каждый из которых выполнен с муфтой для ввода кабеля, упорным кольцом, накидной втулкой и технологической стяжкой для концов металлической проволоки оболочки, а также внешний стакан, предназначенный для соединения замков друг с другом и укрытия сращиваемых жил. В каждом замке муфта имеет участки с конусной и цилиндрической наружной поверхностью, последний из которых на конце выполнен с запиловкой под ключ, а накидная втулка - участки с конусной и цилиндрической внутренней поверхностью. Согласно способу вводят каждый конец кабеля в соответствующую муфту и пропускают его через упорное кольцо и накидную втулку, расплетают металлическую проволоку, концы проволоки огибают по поверхностному конусу формующего элемента и фиксируют их технологической стяжкой. Далее надвигают на фиксированные концы проволоки накидную втулку и обжимают их внутренним конусом втулки до упора. Затем навинчивают внешний стакан на накидную втулку одного из замков, заполняют полость стакана герметизирующим составом и после электрического соединения токопроводящих жил навинчивают стакан на накидную втулку другого замка. Группа изобретений обеспечивает надежное, оперативное и технологическое соединение концов кабеля в условиях движущегося судна-кабелеукладчика. 2 с. и 2 з.п.ф-лы, 1 ил.
| Узел регулирования расхода воздуха к пневматическому распределителю волокнистого материала по группе текстильных машин | 1987 |
|
SU1490172A1 |
| СПОСОБ ГОМОГЕНИЗАЦИИ ПЛАСТИЧНЫХ СИСТЕМ | 0 |
|
SU235891A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИТУМА | 1997 |
|
RU2124038C1 |
| Устройство для соединения подводных кабелей | 1976 |
|
SU675509A1 |

