Изобретение относится к кабельной технике, в частности к технологии сращивания кабелей с алюминиевыми оболочками. Известен способ сращивания кабелей с алюминиевыми оболочками, заключающийгся в соединении и изолировании жил, формировании корпуса муфты из свинцовой трубы и пайке -(сварке) корпуса муфты с оболочками кабеле Такой способ применяется при изготовлении свинцовых муфт для кабелей с металлическими оболочками 1 . Этот способ т|)удоемок, не обеспечивает однородности материала оболочки кабеля и ко пуса муфты, а при пайке алюминиевой оболочки кабеля к корпусу свинцовой муфты вызывает технологические трудности. Известен способ для изготовления соединительных муфт с алюминиевым корпусом. Корпуса таких муфт изготавливают из цилиндрической и двух воронкообразных частей, которые после установки на место сращивания кабелей, соединяют между собой и с оболочка ми кабелей пайкой или холодной сваркой 21 и 3. Формирование корпуса муфты из трех частей нотехнологично и трудоемко. При этом, в случае соединения частей корпуса между собой и с оболочками кабелей пайкой возможны перегрев и ухудшение характеристик изоляции кабеля и муфты. Если холодная сварка осуществляется энергией взрыва, для выполнения взрывных работ необходимы участие специалиста-взрывника и дополнительные защитные приспособления. Наиболее близок к данному изобретению способ сращивания кабелей с .алюминиевыми , оболочками, заключающийся в установке распорных втулок на концах разделки сращиваемых кабелей, сращивании их жил, надевании алюминиевой трубы на место соединения, формировании корпуса МУФТЫ с воронкообразными Частями и опрессовкой их горловин на концах алюминиевых оболочек воздействием импульсного магнитного поля 4. Однако в этом способе формирование корпуса муфты осуществляется из трех частей, что существенно усложняет монтаж муфты. Кроме того, из-эа отсутствия сварного соединения между горловинами корпуса муфты и оболочками кабелей необходимо применение эпйстомерных уплотнений, что значительно снижает качество муфты.
Цель изобретения - повышение надежности я упрощения монтажа.
Для достижения поставленной целя на концы оболочек сращиваемых кабелей наДёй:ают разъемные конические оправки с обращенными друг к другу веришнами конусов, воронкообразные части корпуса формуют, воздействуя имггульсныМ магнитным полем на концы указадной трубы от участков, сопряженных с рас п&риымй втулками, затем оправки удаляют, ПоСЛе чего горловины опрессовывают До получения сварного соединения их с оболочками. Пр1И зтом используют оправки с углами конусности в пределах 12-14°, а распорные втулки выполняют из изоляционного материала, прочностью не ниже й. 3 , например Капронита.
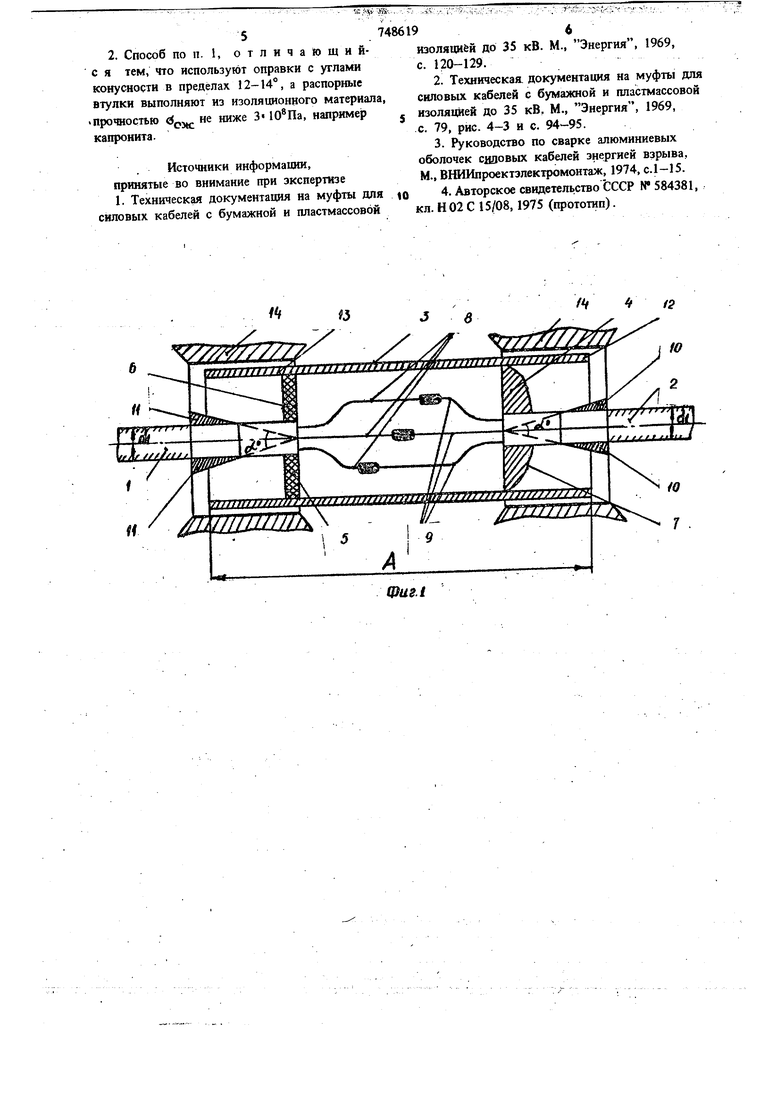
На фиг. 1, 2, 3 схематически изображена последовательность сращивания кабелей с алюминиевыми оболочками.
С концов кабелей 1, 2 удаляют оболочку на участке длиной 5-6 d , где Ы - диаметр кабеля по оболочке. На один из концов кабелей надевают трубу 3 длиной А 12-15с и толщиной стенки 1,5-2,5 мм и сдвигают ее в сторону от места срашлвания. На концы разделки у среза оболочки устанавливают распорные Втулки 4, 5, например из капронита, наружный диаметр которых соответствует внутреннему диаметру трубы. Поверхность втулки, обращенная в сторону, противоположную сростку, может быть выполнена плоской 6, либо иметь конфигурацию 7, соответствующую профилю формирования корпуса муфты. Затем производят соединение токопроводящих жил 8 кабеля 1 с токопроводящими жилами 9 кабеля 2. Трубу 3 надвигают на место соединения, при зтом ее торцовые участки заходят на оболочку кабелей на расстоянии l-l,5dl с каждой стороны. На конвд оболочек на расстоянии 0, от распорных колец устанавливают разъемные конические справки 10-11, обращенные коническими частями друг к другу. Величина угла конусности dk составляет 12-14, что обеспечивает необходимую для протекания процесса сварки величину тангенциальной составляющей скорости соударения горловин алюминиевой трубы и оболочек кабеля. Прн этом не требуется применения специального индуктора сложной формы, а может быть использован обычный индукто р, применяемый также для операции формования алюминиевой трубы. После установки конических оправок устанавливают на концы 12-13 трубы 3 разъемный индуктор 14, который соединен с Магнитно-импульсной установкой. Формование воронкообразных частей 15-16 (фиг. 2) корпуса муфты между распорными втулками 4-5 и коническими оправками 10-11 осуществляют воздействием импульсного магнитного поля на. концы 12-13 трубы 3. Одновременно на конических оправках 10 и 11 формуют участки горловин 17 и 18, Амплитуда импульса тока в индукторе при фор0 корпуса муфты 350 к А. При протекании такого тока в индукторе образуется магнитное поле, создающее давление 1600 кг/см на поверхность деформируемых участков трубы. Затем удаляют разъемные конические
5 оправки 10-11, производят опрессовку горло- . вин 17-18 до получения сварного соединения 19 (фиг. 3) с оболочками кабелей путем воздействия импульсного магнитного поля на участки горловин, ранее сформованных на ко0 нических оправках. Для этого через индуктор 14 пропускают импульс тока с амплитудой 500 кА. При этом в индукторе образуется магнитное поле, создающее давление 2400 кг/см на поверхность горловин корпуса муфты.
5 Окончательный вид корпуса соединительной муфты изображен на фиг. 3.
Описанный способ обеспечивает надежную сварку алюминиевого корпуса муфты с оболочками кабелей, упрощает технологию сращивания
0 кабелей с алюминиевыми оболочками и значительно сокращает время монтажа муфты. При этом корпус муфты формуют из одного неразъемного участка алюминиевой грубы, что повышает герметичность муфты и улуч1пает
5 ее электрические характеристики.
Формула изобретения
1. Способ сращивания кабелей с алюминие выми оболочками, заключающийся в установке распорных втулок На концах разделки сращиваемых кабелей, сращи ании их жил, надевании алюминиевой трубы на место соединения, формировании корпуса муфты с воронкообразными частями и опрессовкой их горловин на концах алюминиевых оболочек воздействием Импульсного магнитного поля, отличающийся тем, что с целью повыщения надежности и упрощения монтажа, на концы
0 оболочек надевают разъемные конические оправки с обращенными друг к другу верщинами конусов, воронкообразные части корпуса формуют, воздействуя импульсным магнитным полем на концы указанной трубы от участков,
5 сопряженных с распорными втулками, затем оправки удаляют, после чего горловины опрессовывают до получения сварного соединения их с оболочками. 574 2. Способ по п. 1, отличающийс я тем, что используют оправки с углами конусности в пределах 12-14°, а распорные втулки выполняют из изоляционного материала, прочностью (jj не ниже 3« 10®Па, например капронита. Источники информации, принятые во внимание при экспертизе 1. Техническая документация на муфты для силовых кабелей с бумажной и пластмассовой 86196 изоляцией до 35 кВ. М., Энергия, 1969, с. 120-129. 2. Техническая документация на муфты для силовых кабелей с бумажной и пластмассовой j изоляцией до 35 кВ, М., Энергия, 1969, с, 79, рис. 4-3 и с. 94-95. 3. Руководство по сварке алюминиевых оболочек СИЗОВЫХ кабелей знергией взрыва, М., ВНИИпроектэлектромоитаж, 1974, с.1-15. о 4. Авторское свидетельство СССР N584381, кл. Н 02 С 15/08, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| МУФТА МЕДНОЖИЛЬНОГО КАБЕЛЯ В АЛЮМИНИЕВОЙ ОБОЛОЧКЕ И СПОСОБ СОЕДИНЕНИЯ МЕДНОЖИЛЬНЫХ КАБЕЛЕЙ (ВАРИАНТЫ) | 2001 |
|
RU2207687C1 |
| Способ соединения конца многожильного кабеля с наконечником | 1983 |
|
SU1309128A1 |
| Узел ввода кабеля с металлической оболочкой в муфту | 1975 |
|
SU584381A1 |
| Кабельная муфта | 1982 |
|
SU1048542A1 |
| Устройство для сращивания кабельных изделий | 1976 |
|
SU736234A1 |
| СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА | 1995 |
|
RU2097891C1 |
| Способ наложения полимерной изоляции и устройство для его осуществления | 1976 |
|
SU655001A1 |
| СПОСОБ ОДНОВРЕМЕННОГО СРАЩИВАНИЯ ЖИЛ ВЫСОКОВОЛЬТНОГО КАБЕЛЯ С ПОМОЩЬЮ МИКРОВЗРЫВА | 1999 |
|
RU2164461C2 |
| Способ сращивания многожильных электрических кабелей | 1985 |
|
SU1312670A1 |
| РАЗВЕТВИТЕЛЬНАЯ МУФТА ДЛЯ ВЫПОЛНЕНИЯ ОТВЕТВЛЕНИЙ НИЗКОЧАСТОТНЫХ ТОКОПРОВОДЯЩИХ ЖИЛ ОТ КОМБИНИРОВАННОГО МЕДНО-ОПТИЧЕСКОГО КАБЕЛЯ СВЯЗИ С ТРАНЗИТНЫМ ПРОХОЖДЕНИЕМ ОПТИЧЕСКИХ ВОЛОКОН И ВЫСОКОЧАСТОТНЫХ ТОКОПРОВОДЯЩИХ МЕДНЫХ ЖИЛ | 2002 |
|
RU2228568C2 |

ff , /f J 777777777 ,5 i.,V,Y,,VL. VVy.. ШЩЩШШ
/ fruff rff/ f S
U/U/// ff{.. f
