Изобретение относится к запорной арматуре пневмо- и гидросистем.
Известны клапанные уплотнения (КУ) с фторопластовым уплотнителем, в которых фторопластовый уплотнительный элемент крепится на тарели запрессовкой или завальцовкой (см., например, "Уплотнения и уплотнительная техника" Справочник/ Л.А.Кондаков, А.И.Голубев, В.В.Гордеев и др.; под общ. ред. А.А.Голубева, Л.А.Кондакова - 2-е изд., перераб. и доп. - М.: Машиностроение, 1994. - 448 с.: ил. [1] стр.225, рис.7.10а).
Крепление фторопластового уплотнителя (уплотнительных колец) и контроль качества крепления для КУ данного типа выполняют согласно ОСТ 26-07-2047-82. Для КУ регламентированы допустимые удельные нагрузки при заданном ресурсе. При известной нагрузке на уплотнение по этим зависимостям определяют возможный ресурс ([1]), стр.227, рис.7.11).
Недостатком такого типа КУ является, прежде всего, нестабильность геометрической формы уплотнителя в зоне его контакта с седлом, что ведет к низкому ресурсу КУ, особенно при высоких удельных нагрузках на уплотнителе, возникающих при давлении рабочего тела Р=200-300 кгс/см2 и выше. Так, при давлении рабочего тела Р=250 кгс/см2, ресурс КУ составляет 8000 включений ([1], стр.227).
Ресурсные характеристики указанных высоконагруженных КУ обусловлены способом заделки уплотнителя, при котором уплотнитель по своему объему имеет большую неравномерность напряженного состояния после сборки Фторопласт, являясь кристаллическим полимером, под действием нагрузки подвержен обратимой (при изменении температуры) пластической деформации (хладотекучести) (Д.Д.Чегодаев, З.К.Наумова, Ц.С.Дунаевская "Фторопласты", Л., 1960-191 с.[2], стр.47), выражающейся в продавливании уплотнителя в зоне контакта с седлом КУ. Фторопласт благодаря своей высокой химической стойкости является едва ли не единственным материалом, пригодным для уплотнителей КУ, работающих в высокоагрессивных средах (например, компоненты топлива в ракетно-космической технике). Указанные недостатки хладотекучести отрицательно влияют на возможность его применения в запорной арматуре с электромагнитным приводом (электроклапанах). При продавливании уплотнения происходит перераспределение удельных нагрузок в зоне контакта фторопласта с седлом, что может вызвать разгерметизацию КУ. Увеличение перемещения затвора, вызванное продавливанием уплотнения, приводит к уменьшению коэффициента запаса по тяге электромагнита. Необходимость восстановления коэффициента запаса по тяге сопровождается существенным увеличением массы и габаритов электромагнитного привода.
Изменение геометрической формы уплотнителя при его продавливании приводит также к нестабильности гидравлических параметров КУ в процессе наработки. Перечисленные недостатки наиболее существенно влияют на параметры миниатюрной и быстродействующей запорной арматуры.
Дополнительным недостатком КУ с завальцованными уплотнительными элементами является ограниченность их использования в широком температурном диапазоне. Фторопласт не охрупчивается даже при температуре жидкого гелия (минус 269,3°С или 4К), что делает возможным его применение в качестве материала уплотнителя в криогенных КУ ([2], стр.37). Коэффициент линейного расширения фторопласта в 10-20 раз выше, чем у стали. Следовательно, при нагреве КУ разница в расширении пойдет на дополнительную деформацию уплотнителя за счет его псевдотечения ([2], стр.52), а при последующем остывании КУ в месте соприкосновения фторопласта с металлом образуется неплотность (или уменьшение удельных нагрузок), в направлении которой возможны утечки рабочего тела и промятие уплотнителя при наработке.
Целью изобретения является обеспечение стабильности геометрической формы уплотнителя КУ в широком диапазоне удельных нагрузок и температур. Применительно к запорной арматуре с электромагнитным приводом целью изобретения является расширение диапазона давления рабочего тела (до 400 кгс/см2 и выше), расширение диапазона рабочих температур (от минус 200°С и ниже до +50...+100°С), повышение ресурсных характеристик КУ, обеспечение стабильности пневмогидравлических характеристик в течение ресурса КУ.
Указанная цель достигается тем, что КУ, состоящее из тарели, содержащей затвор и обойму, между которыми установлен уплотнитель, и седла с кольцевым выступом, контактирующим с уплотнителем, имеет особенности, заключающиеся в том, что поверхности штока и обоймы, между которыми расположен уплотнитель, выполнены соосными коническими, пересекающимися между собой, с конусами, вершины которых находятся по одну сторону от плоскости седла, при этом со стороны, удаленной от седла, конусные поверхности штока и обоймы пересекаются под углом 20-30°, а со стороны, обращенной к седлу, переходят в соосные цилиндрические поверхности. При этом ширина внешнего и внутреннего открытых кольцевых участков уплотнителя на торце тарели, располагаемых между выступом седла и цилиндрическими поверхностями обоймы и штока, не превышает 0,2 мм.
Известен способ сборки затвора клапана с уплотнителем из поликарбоната, заключающийся в термообработке уплотнителя при 130°С в течение 6 часов, монтаже на затвор, охлаждении в жидком азоте, и монтаже на охлажденный затвор обоймы с осевым сжатием уплотнителя [а.с. №648781, F 16 K 1/46, СССР]. Данный способ позволяет обеспечить внутри уплотнителя напряженное состояние, благодаря чему уплотнитель под действием приложенных нагрузок не продавливается внутрь, сохраняя геометрическую форму в ходе наработки. Тем самым достигается стабильность параметров привода (перемещение и коэффициент запаса по тяге) и гидравлических характеристик КУ.
Однако материал уплотнителя - поликарбонат - не пригоден для использования в химически агрессивных средах и, кроме того, данный способ не пригоден для заделки малогабаритных КУ (например, с диаметром седла 0,5 мм) вследствие малой теплоемкости деталей и мгновенного выравнивания поля температур при их соприкосновении. Кроме того, данный способ технологически сложен, т.к. требует обеспечения термических режимов при сборке деталей.
Целью изобретения является устранение указанных недостатков КУ, а именно возможность миниатюризации КУ и повышение технологичности изготовления.
Указанная цель достигается тем, что в известном способе изготовления клапанного уплотнения, заключающемся в заделке уплотнителя в тарели между штоком и обоймой и получении в нем напряженного состояния, уплотнитель выполняют из фторопласта, а напряженное состояние получают путем деформации уплотнителя коническими поверхностями между штоком и обоймой. При этом значение напряженного состояния составляет предпочтительно 30-50% от разрушающего напряжения фторопласта.
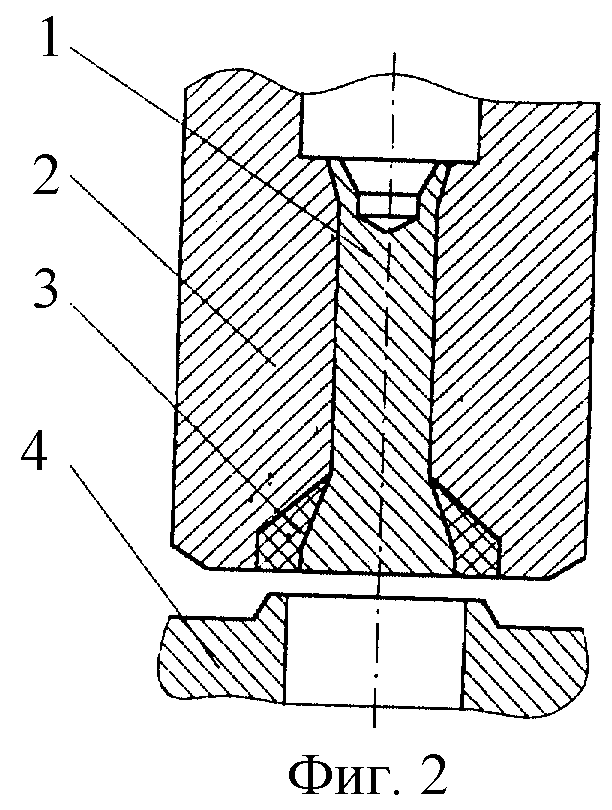
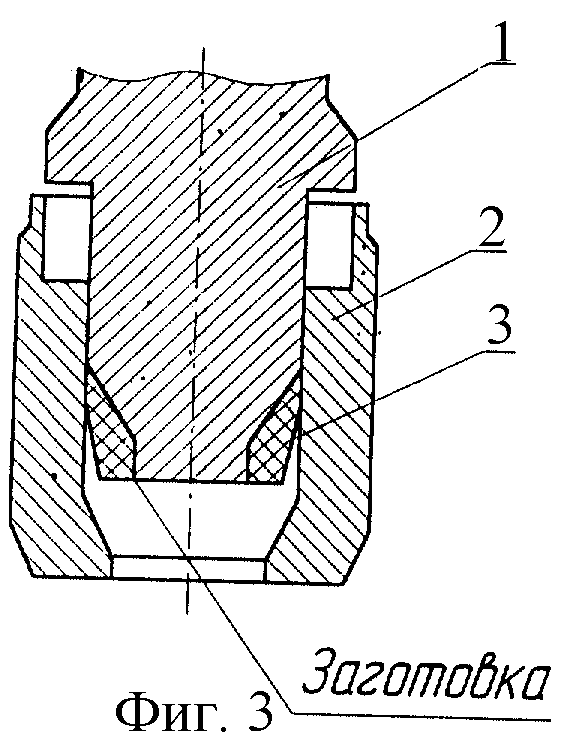
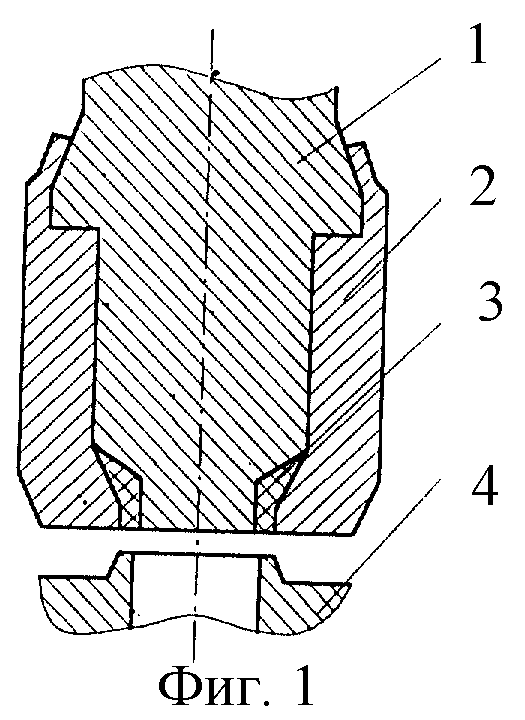
На фиг.1 показана конструктивная схема КУ, вершины конических поверхностей в которой обращены вниз, а на фиг.2 - вверх. На фиг.3 показана схема сборки.
КУ содержит шток 1, обойму 2 и уплотнитель 3, составляющие тарель и седло 4.
Герметичность КУ обеспечивается созданием необходимых удельных нагрузок в зоне контакта уплотнителя с выступом седла. Механизм герметизации КУ состоит в заполнении микронеровностей выступа седла деформированным материалом уплотнителя. Удельные нагрузки в зоне контакта уплотнителя с седлом при этом должны превышать давление рабочего тела на некоторую величину. Для КУ типа "фторопласт-металл" это значение составляет около 40 кгс/см2.
Таким образом, для обеспечения герметичности КУ с фторопластом с давлением рабочего тела 300 кгс/см2 необходимо в контактной зоне КУ обеспечить удельные нагрузки около 350 кгс/см2. При открытии-закрытии КУ, например, в быстродействующих электроклапанах возникают дополнительные нагрузки на уплотнитель за счет движущейся массы затвора и гидроударов столба рабочего тела. Удельные нагрузки в контактной зоне КУ при этом значительно превышают предел псевдотекучести фторопласта (предел псевдотекучести фторопласта-4 при t=25°C составляет 142 кгс/см2) [2].
Для того чтобы уплотнитель из фторопласта не продавливался внутрь тарели, необходимо, чтобы напряжения внутри уплотнителя по всему его объему превышали напряжения, возникающие в зоне его контакта с седлом.
Известно, что тонкий слой фторопласта (менее 0,2 мм) не выдавливается из щелевого зазора при очень высоких давлениях и при очень больших перепадах температуры ([2], стр.53). Внутренняя структура фторопласта такова, что участки упорядоченных макромолекул составляют кристаллиты, а пространство между ними заполнены неупорядоченными макромолекулами, аморфной фазой.
При сборке тарели предлагаемого КУ величина и равномерность напряженного состояния уплотнителя по всему объему обеспечивается:
- его одинаковым относительным сжатием в каждом слое коническими поверхностями штока и обоймы;
- выбором натяга посадки уплотнителя на шток и обойму;
- предварительной формой заготовки уплотнителя, обеспечивающей это одинаковое относительное сжатие в каждом слое.
Первоначальный объем уплотнителя 3 превышает объем полости определяемой конечным положением обоймы 2 и штока 1. При запрессовке происходит уменьшение объема уплотнителя с возникновением внутри него напряжений. Напряженное состояние уплотнителя сохраняется за счет трения об ограничивающие поверхности металла и сил взаимодействия кристаллитов внутри самого материала уплотнителя. Ширина полости между обоймой 2 и штоком 1 при этом должна быть минимальной с точки зрения конструктивно-технологических соображений.
Для исключения явления выдавливания уплотнителя в направлении навстречу седлу 4 необходимо обеспечить зазоры между выступом седла 4 и цилиндрическими поверхностями обоймы 2 и штока 1 менее 0,2 мм. Для предотвращения перемещения обоймы 2 и штока 1 относительно друг друга и ослабления запрессовки уплотнителя они крепятся между собой, например, завальцовкой.
Предлагаемая схема КУ обеспечивает равномерное по объему напряженное состояние уплотнителя из фторопласта в заделке на затворе и удержание этого состояния силами трения и взаимодействия кристаллитов между собой и с ограничивающими уплотнитель поверхностями. Благодаря этому предлагаемое КУ работоспособно при высоких давлениях рабочего тела (до 400 кгс/см2 и выше) и в широком диапазоне температур (от температур жидкого гелия до +200°С), обладает высокой герметизирующей способностью, имеет высокий ресурс и стабильность в ходе наработки. Отсутствие необходимости использования термических операций для сборки КУ значительно упрощает технологию его изготовления и делает возможным создание миниатюрных КУ. Благодаря использованию в качестве уплотнителя фторопласта он может применяться практически для любых рабочих тел, в том числе и химически агрессивных.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛАПАННОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2462636C2 |
| ЗАПОРНЫЙ ОРГАН | 1995 |
|
RU2130142C1 |
| КЛАПАН | 2017 |
|
RU2640902C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ И УСТРОЙСТВО ЭЛЕКТРОМАГНИТНОГО КЛАПАНА ВЫСОКОГО ДАВЛЕНИЯ | 2009 |
|
RU2438061C2 |
| КЛАПАН ОБРАТНЫЙ | 2024 |
|
RU2828811C1 |
| КЛАПАННЫЙ УЗЕЛ НАСОСА | 2002 |
|
RU2240461C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ И УСТРОЙСТВО ЭЛЕКТРОМАГНИТНОГО КЛАПАНА ВЫСОКОГО ДАВЛЕНИЯ | 2009 |
|
RU2419017C2 |
| КЛАПАННОЕ УПЛОТНЕНИЕ | 2006 |
|
RU2344326C2 |
| Запорная пара | 1978 |
|
SU815399A1 |
| КЛАПАННЫЙ УЗЕЛ НАСОСА | 2003 |
|
RU2241887C1 |
Группа изобретений относится к запорной арматуре пневмо- и гидросистем и предназначена для герметичного перекрытия проходных сечений при высоких давлениях рабочего тела и в широком диапазоне температур. Первое изобретение касается клапанного уплотнения (КУ). КУ состоит из тарели. Тарель содержит шток и обойму. Между ними установлен уплотнитель. Уплотнитель контактирует с кольцевым выступом седла. Поверхности штока и обоймы, между которыми расположен уплотнитель, выполнены соосными коническими, со стороны, удаленной от седла, пересекающимися между собой, с конусами, вершины которых находятся по одну сторону от плоскости седла. Со стороны, обращенной к седлу, эти поверхности переходят в цилиндрические поверхности. Второе изобретение касается способа изготовления клапанного уплотнения. Этот способ заключается в заделке уплотнителя в тарели между штоком и обоймой и получения в нем напряженного состояния. При этом уплотнитель выполняют из фторопласта. А напряженное состояние получают путем деформации уплотнителя коническими поверхностями между штоком и обоймой. Изобретения направлены на получение стабильности геометрической формы уплотнителя КУ в широком диапазоне удельных нагрузок и температур, а также направлены на повышение технологичности изготовления. 2 c. и 2 з.п. ф-лы, 3 ил.
| ГОЛУБЕВ А.И | |||
| и др | |||
| Уплотнения и уплотнительная техника | |||
| Справочник | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Машиностроение, 1994, с.225, рис.7.10а | |||
| Способ сборки затвора клапана с уплотнителем из поликарбоната | 1977 |
|
SU648781A1 |
| Затвор клапана | 1982 |
|
SU1086267A1 |
| КОНСТРУКЦИЯ ЗДАНИЯ ИЗ ОБЪЕМНЫХ МОДУЛЕЙ | 1996 |
|
RU2109900C1 |
| US 4607822 A, 26.08.1986 | |||
| ТРАНСПОРТНОЕ СРЕДСТВО С ОТРАЖАТЕЛЕМ ЗВУКОВЫХ ВОЛН | 2011 |
|
RU2526116C1 |
| DE 1284207 B1, 28.11.1968 | |||
| 0 |
|
SU233087A1 | |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |

