Изобретение относится к области машиностроения, а именно к способам изготовления тонкостенных цилиндрических оболочек с толщиной стенки t<0,2 мм.
Известен способ изготовления тонкостенной цилиндрической оболочки с толщиной стенки t<0,2 мм и разнотолщинностью Δt≤0,01 мм с внутренним диаметром ⊘ 125 мм из мартенситно-стареющей стали (см. технический отчет №ДР 320-90-13 от 25.12.1998г. ОАО ТНИТИ, г.Тула). Способ включает изготовление толстостенной заготовки, ее термообработку, обработку резанием внутренней и наружной поверхности толстостенной заготовки до толщины t=8,25 мм, предварительную операцию ротационного выдавливания оболочки до толщины стенки t1=2,8 мм и разнотолщинностью Δt=0,1 мм, последующую обработку резанием оболочки по внутренней и наружной поверхности до толщины стенки t=1...1,2 мм с разнотолщинностью Δt≤0,01 мм и шероховатостью поверхностей не грубее R 1,25, вторую и третью операции ротационного выдавливания до толщины стенки t2=0,35 мм и t3=0,12 мм с разнотолщинностью Δt≤0,01 мм, при этом после каждой операции ротационного выдавливания производят термообработку оболочки на термофиксирующей аустенитной оправке для снятия внутренних напряжений и обеспечения стабильного внутреннего диаметра.
Способ имеет следующие недостатки.
1. Значительная материалоемкость и трудоемкость способа, связанная с большим объемом обработки резанием толстостенной трубной заготовки и оболочки после предварительной операции ротационного выдавливания. Обработка резанием нежесткой оболочки из мартенситно-стареющей стали в жесткие допусковые отклонения по внутреннему диаметру, толщине и разнотолщинности с малой шероховатостью технически очень сложная задача, т.к. в процессе резания возникает вибрация, упругая деформация металла, быстрый износ режущего инструмента и, как следствие, низкое качество обработки. При этом на обработанных поверхностях оболочки неизбежно наличие острых вершин, рисок, задиров и других дефектов, являющихся концентраторами напряжений, что может стать причиной разрушения оболочки как в процессе ее дальнейшего изготовления, так и в процессе эксплуатации.
2. Значительные трудовые и энергетические затраты при термообработке на термофиксирующих аустенитных оправках.
Известен способ изготовления тонкостенной цилиндрической оболочки из мартенситно-стареющей стали (см. книгу Гредитор М.А. Давильные работы и ротационное выдавливание. - М.: Машиностроение, 1971 г., с.114-115), принятый за прототип. Способ включает изготовление толстостенной трубной заготовки, ее термообработку, обработку резанием внутренней и наружной поверхностей трубной заготовки с разнотолщинностью до 0,05 мм, ротационное выдавливание оболочки за несколько предварительных и окончательную операции, при этом ротационное выдавливание оболочки до толщины стенки t~0,75 мм производят со степенью деформации ~75%, до толщины стенки в диапазоне 0,75-0,25 мм - со степенью деформации 40%, а до толщины стенки менее 0,25 мм - со степенью деформации 20-30%. После каждой операции ротационного выдавливания для снятия внутренних напряжений осуществляют термообработку оболочки, при этом после каждой термообработки должен быть стабильный внутренний диаметр оболочки под последующую операцию ротационного выдавливания.
Из рекомендаций по термообработке (отжигу, нормализации, закалке) мартенситно-стареющей стали известно, что при термообработке оболочек с внутренним диаметром более 100 мм происходит его уменьшение от 0,1 до 0,5 мм от исходного, поэтому термообработку, как правило, производят на термофиксирующих оправках.
Недостатками прототипа является следующее.
При изготовлении тонкостенных оболочек с толщиной стенки менее 0,2 мм из толстостенной заготовки согласно указанному способу требуется большое количество операций ротационного выдавливания и сопутствующих им операций термообработки, токарной обработки, промывок, контроля и т.д., что связано со значительным расходом трудовых, материальных и энергозатрат, а также с длительным циклом изготовления оболочки, большим объемом технологической оснастки и значительными затратами на их изготовление и эксплуатацию.
Например, при изготовлении оболочки с толщиной стенки t=0,13-0,02 мм из толстостенной трубной заготовки с толщиной стенки t~8,5 мм согласно указанному способу требуется не менее семи операций ротационного выдавливания.
Изобретением решается задача изготовления высококачественных тонкостенных цилиндрических оболочек из мартенситно-стареющей стали с толщиной стенки t<0,2 мм и разнотолщинностью Δt≤0,01 мм из толстостенной трубной заготовки при минимальных трудовых, материальных и энергетических затратах.
Технический результат, получаемый при осуществлении заявляемого способа, заключается в обеспечении оптимального количества операций ротационного выдавливания и сопутствующих им операций термообработки, токарной обработки, промывки, контроля и т.д., необходимых для достижения поставленной задачи.
Указанный технический результат достигается тем, что в способе изготовления тонкостенной цилиндрической оболочки из мартенситно-стареющей стали, включающем изготовление толстостенной трубной заготовки, ее термообработку, обработку резанием внутренний и наружной поверхностей трубной заготовки, ротационное выдавливание оболочки за несколько предварительных и окончательную операции и термообработку для снятия напряжений после каждой операции ротационного выдавливания, новым является то, что обработку резанием внутренней и наружной поверхностей трубной заготовки производят с минимальной разнотолщинностью, а ротационное выдавливание осуществляют за минимальное количество операций с допустимой для данного материала степенью деформации, при этом разнотолщинность и количество операций ротационного выдавливания определяют из следующих зависимостей:


где tоб - заданная толщина оболочки;
tзаг - принятая толщина обработанной резанием трубной заготовки;
ε1, ε2...εn - принятая степень деформации оболочки на 1й, 2й и nй операции;
Δtзаг - допустимая разнотолщинность заготовки;
Δtоб - заданная разнотолщинность оболочки;
n - необходимое количество операций ротационного выдавливания;
1,5 - коэффициент уменьшения разнотолщинности оболочки за одну операцию ротационного выдавливания.
Термообработку оболочек для снятия напряжений после каждой операции ротационного выдавливания производят в свободном состоянии с последующим нормированием внутреннего диаметра для обеспечения его стабильности.
Обработка резанием внутренней и наружной поверхности толстостенной трубной заготовки с жестким допуском по разнотолщинности согласно формуле (2) легко достижимо и в сочетании с оптимальным количеством операций ротационного выдавливания позволяют последовательно уменьшить исходную разнотолщинность точеной трубной заготовки до заданной толщины и разнотолщинности оболочки.
Проведение термообработки в свободном состоянии с введением операции дорнирования оболочки после термообработки перед последующей операцией ротационного выдавливания позволяет обеспечить малую шероховатость и высокую точность внутреннего диаметра, необходимого для проведения качественной операции ротационного выдавливания, при этом сокращаются трудовые, материальные и энергетические затраты и цикл изготовления оболочки.
Кроме того, при получении по какой-либо причине на любой предварительной операции ротационного выдавливания оболочки с большей, чем допустимо разнотолщинностью Δti возможен ее ремонт путем обработки резанием наружной поверхности оболочки на запрессованной в нее дорн-оправке с обеспечением допустимой разнотолщинности.
Технические решения с признаками, отличающими заявляемое решение от прототипа, не известны и явным образом из уровня техники не следует. Это позволяет считать, что заявляемое решение является новым и обладает изобретательским уровнем.
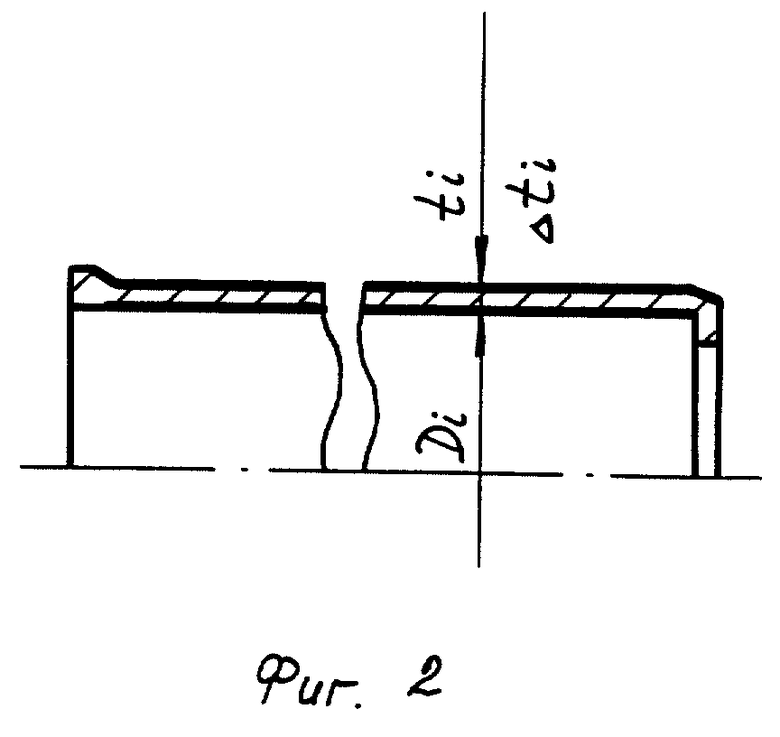
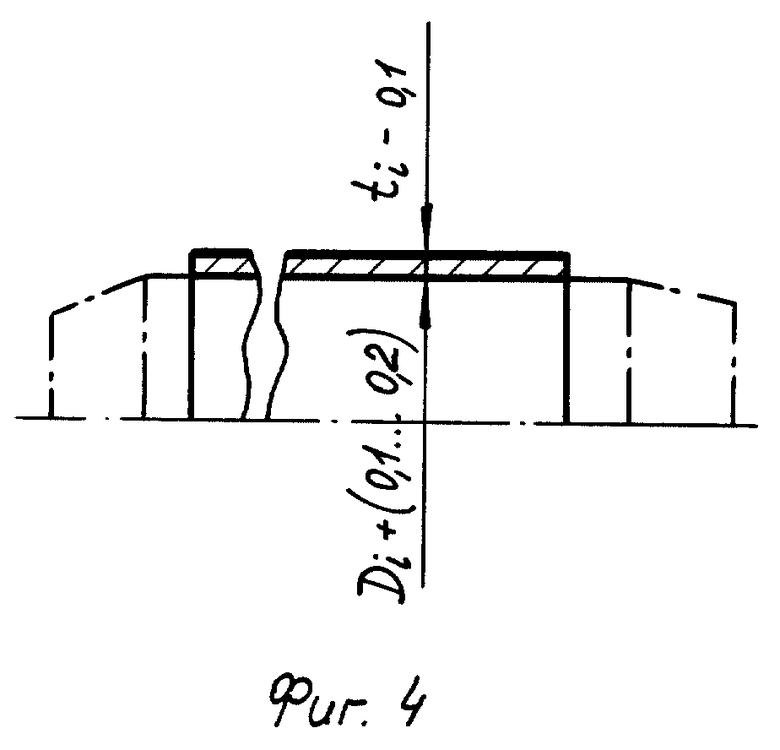
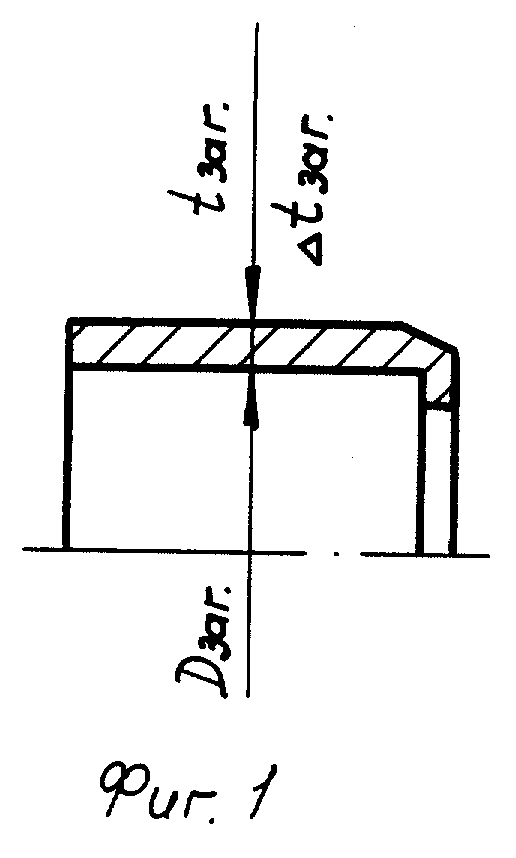
Сущность изобретения поясняется эскизами, где на фиг.1 изображена толстостенная трубная заготовка после механической обработки внутренней и наружной поверхностей; на фиг.2 изображена оболочка после i-й операции ротационного выдавливания; на фиг.3 изображена оболочка после подрезки торцев, термообработки (закалки) и дорнирования внутреннего диаметра; на фиг.4 изображена оболочка после подрезки торцев, термообработки (закалки) и обточки (ремонта) наружного диаметра на запрессованной в нее дорн-оправке.
Пример реализации способа при изготовлении тонкостенной оболочки из мартенситно-стареющей стали ЧС35 с внутренним диаметром ⊘ 125,6+0,1, толщиной стенки t=0,12±0,01 мм и разнотолщинностью Δt≤0,01мм.
Предельная степень деформации за одну операцию ротационного выдавливания цилиндрической оболочки ε≤75%.
Допустимая степень деформации на 5...15% меньше предельной и составляет ε=64...71%.
Принимаем степень деформации на всех операциях εi=65%.
Используемое оборудование - раскатной стан St40-22CNC.
По известным зависимостям определяем допустимую толщину заготовки для стали 4C35, которую можно обработать на станке
 ,
,
где tn=10 мм - максимальная толщина стенки заготовки под ротационное выдавливание из паспорта станка St40-22CNC;
σном=780 мПа - предел прочности стали 40Х;
σ~1200 мПа - продел прочности стали 4C35 в закаленном состоянии;
Dmax=400 мм - максимальный диаметр оболочки, которую можно обработать на станке;
Dр=260 мм - диаметр давильного ролика;
D=125,6 мм - внутренний диаметр оболочки.
После математических вычислений получим tзаг.max=8,9 мм.
Принимаем толщину заготовки tзаг=8 мм.
Из приведенной зависимости (I) tоб=tзаг·(1-ε)n при одинаковой степени деформации на всех операциях ротационного выдавливания и после подстановки всех данных находим n=4, т.е. ротационное выдавливание оболочки с толщиной tоб=0,12 мм из толстостенной заготовки с толщиной tзаг=8 мм осуществимо минимум за 4 операции.
Из приведенной зависимости (2) Δtзаг ≤ Δtоб·1,5n находим допуск на разнотолщинность заготовки, т.е. Δtзаг ≤ 0,05 мм.
Принимаем более жесткий допуска Δtзаг=0,03 мм, т.к. это легко достижимо при обработке резанием толстостенной цилиндрической заготовки.
Изготовленную толстостенную заготовку последовательно подвергают ротационному выдавливанию до толщины стенки и разнотолщинности:
t1=2,8 Δt1 ≤ 0,03 мм
t2=1мм Δt2 ≤ 0,015 мм
t3=0,35 мм Δt3 ≤ 0,01 мм
t4=0,12 мм Δt4 ≤ 0,01 мм
После 1, 2 и 3й операции ротационного выдавливания подрезают торцы, промывают и производят закалку в свободном состоянии, а после закалки дорнируют оболочку до диаметра на 0,1...0,2 мм больше диаметра оболочки, полученного на предшествующей операции ротационного выдавливания.
После дорнирования внутреннего диаметра формуют упорный торец и производят последующую операцию ротационного выдавливания.
После четвертой операции ротационного выдавливания до толщины стенки t=0,12±0,01 мм с разнотолщинностью Δt≤0,01 мм подрезают торцы, промывают оболочку и производят ее закалку на аустенитной термофиксирующей оправке.
Если после второй операции ротационного выдавливания разнотолщинность оболочки Δt>0,015мм, то такую оболочку ремонтируют после закалки путем запрессовки в оболочку дорн-оправки и обточки оболочки на этой дорн-оправке по наружной поверхности до толщины стенки t2=0,1 мм и разнотолщинности Δt≤0,015 мм, после чего дорн-оправку выпрессовывают.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ЦИЛИНДРИЧЕСКОЙ ОБОЛОЧКИ ИЗ МАРТЕНСИТНО-СТАРЕЮЩЕЙ СТАЛИ | 2006 |
|
RU2329113C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2009 |
|
RU2417854C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2009 |
|
RU2419504C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2014 |
|
RU2558814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОГОФРОВОГО СИЛЬФОНА | 2007 |
|
RU2341348C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК СЛОЖНОЙ ФОРМЫ | 2012 |
|
RU2511166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Способ ротационной вытяжки оболочек из трубных заготовок | 2015 |
|
RU2606132C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК С КОНЦЕВЫМИ УТОЛЩЕННЫМИ КОЛЬЦАМИ | 2014 |
|
RU2567421C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2007 |
|
RU2360759C2 |

Изобретение относится к области машиностроения и может быть использовано при изготовлении тонкостенных цилиндрических оболочек с толщиной стенки менее 0,2 мм. После термообработки толстостенной трубной заготовки производят обработку резанием ее внутренней и наружной поверхностей с получением минимальной разнотолщинности. Затем производят ротационное выдавливание оболочки за несколько предварительных операций и окончательную. Ротационное выдавливание ведут за минимальное количество операций с допустимой для данного материала степенью деформации. При этом разнотолщинность заготовки и количество операций ротационного выдавливания определяют из приведенных зависимостей. Термообработку оболочек для снятия напряжений после предварительных операций ротационного выдавливания производят в свободном состоянии с последующим дорнированием внутреннего диаметра. В результате обеспечивается повышение качества изделий при минимальных затратах. 1 з.п. ф-лы, 4 ил.
tоб=tзаг(1-ε1)(1-ε2)...(1-εn),
Δtзаг ≤ Δtoб·1,5n,
где tоб - заданная толщина оболочки;
tзаг - толщина обработанной резанием трубной заготовки;
ε1, ε2...εn - принятая степень деформации оболочки на 1й, 2й и nй операциях;
Δtзаг - допустимая разнотолщинность заготовки;
Δtоб - заданная разнотолщинность оболочки;
N - необходимое количество операций ротационного выдавливания;
1,5 - коэффициент уменьшения разнотолщинности оболочки за одну операцию ротационного выдавливания.
| ГРЕДИТОР М.А | |||
| Давильные работы и ротационное выдавливание | |||
| - М.: Машиностроение, 1971, с.114-115 | |||
| 1971 |
|
SU410854A1 | |
| Способ изготовления трубчатых изделий | 1974 |
|
SU524578A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ МНОГОПРОХОДНЫМ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ | 1992 |
|
RU2054341C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАСПРЕДЕЛЕНИЯ ПЛОТНОСТИ ВЕЩЕСТВА | 1990 |
|
RU2014586C1 |
| US 4173876, 13.11.1979. | |||
