1
Изобретение относится к обработке металлов давлением и может быть использовано при производстве трубчатых изделий про каткой или ротационным выдавливанием.
Известен способ изготовления трубчатых изделий путем деформации заготовки между валками и принудительно вращаемой оправкой.
Недостатком известного способа является возникновение вибрации .оправки при повы- шенных скоростях вращения, обеспечивающих высокую производительность процесса. Вибрация оправки, обусловленная неравномерностью ее вращения, ведет к ухудщению качества получаемых изделий, что ограничивает возможность повышения скорости вращения оправки.
С целью обеспечения повыщения скорости вращения оправки для повыщения производительности процесса по предлагаемому способу после установки валков и оправки в исходную позицию для деформирования принудительно увеличивают момент инерции оправки, .устанавливая на ее конце, удаленном от зо1ны деформирования, дополнительную массу.
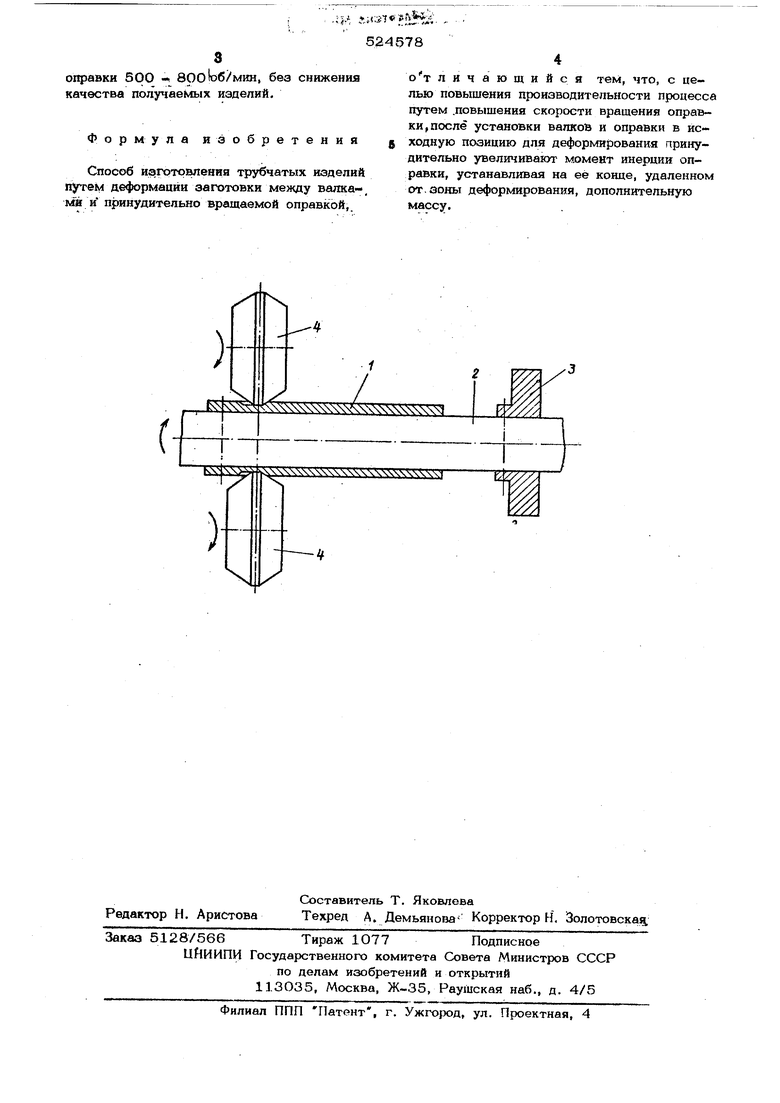
Способ осуществляется следующим образом (см, чертеж),,
Заготовку 1 закрепляют на оправке 2 и вводят в зону деформирования (выданном случае в клеть стана поперечной прокатки). На конце оправки, удаленном от зоны прокатки, эакрепляют дополнительную массу, например маховик 3. Валки 4 приводят во вращение, ; сводят их и оправку 2 с заготовкой 1 пере1мещают в осевом направлении. При этом вращающийся маховик 3 обеспечивает равномерность вращения оправки 2 и исключает возможность возникновения вибрации оправки при повыщенных скоростях вращения. По окончании прокатки валки разводят, отключают привод вращения валков, снимают маховик и готовое изделие.
Предлагаемый способ может быть приме;нен, например,, при прокатке труб в станах поперечно-винтовой прокатки. Так, при прокатке трубы из алюминиевого сплава АМГ-6 диаметром 1О2х 4 мм, на оправке диаметром 94 мм был установлен маховик диаметром 15О мм и щириной 1ОО мм, что поополило вести прокатку со скоростью врашония
огфавки 500 -. 800 (об/мин, без снижения качества получаемых изделий.
формула изобретения
Способ изготовления трубчатых изделий путем деформации заготовки между валка-, Ш( и принудительно вращаемой оправкой,
524578
отлич а ющи йся тем, что, с целью повышения производительности процесса путем .повышения скорости вращения оправки, после установки валков и оправки в исходную позицию для деформирования принудительно увеличивают момент инерции оправки, устанавливая на её конце, удаленном от. зоны деформирования, дополнительную массу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления профильных трубчатых изделий | 1980 |
|
SU902959A1 |
| Центрирующее устройство к трубопрокатному стану | 1976 |
|
SU551068A1 |
| Стан поперечной прокатки полых профильных изделий | 1985 |
|
SU1319948A1 |
| Способ получения полых заготовок | 1988 |
|
SU1696108A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ХОЛОДНЫМ ПИЛЬГЕРОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2205075C2 |
| Стан поперечной прокатки | 1983 |
|
SU1088821A1 |
| Стан холодной пилигримовой прокатки труб | 1987 |
|
SU1491594A1 |
| Способ холодной пилигримовой прокатки труб | 1980 |
|
SU936533A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2392073C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 1995 |
|
RU2088393C1 |
