Изобретение относится к способам изготовления сильфонов и может быть использовано при изготовлении высокопрочных сильфонов преимущественно из мартенситностареющей стали для эксплуатации при высоких давлениях и температурах.
Известен способ изготовления гофрированных труб при помощи вращаемых с одинаковой частотой и в одну сторону шнека и патрона с переменным шагом винтовой линии. При этом патрон с деформирующими роликами располагается снаружи трубы, а шнек внутри трубы. Труба имеет только поступательное движение - подачу и в процессе гофрирования должна быть накатана полностью (по всей длине), (см. книгу "Справочник по холодной штамповке" Романовский В.П. - Ленинград: Машиностроение. - 1979. С 278).
Недостатки:
1. Этим способом изготовить одногофровый сильфон нельзя, так как подача трубной заготовки в зону деформации осуществляется силами трения, возникающими между рабочими поверхностями устройства и поверхностями предварительно гофрированной трубы должны быть гофры по всей длине.
2. В процессе накатывания гофров у особо тонкостенных труб неизбежно образование складок и других дефектов.
Известен способ изготовления одногофрового сильфона, включающий изготовление тонкостенной трубной заготовки с внутренним диаметром, близким внутреннему диаметру сильфона в нормальном сечении, проходящем через вершину гофра, установку трубной заготовки в матрицу для формовки с ограничением от радиального перемещения концов и середины трубной заготовки, последующую радиальную формовку гофра с осевой осадкой трубной заготовки в матрице путем приложения внутреннего давления полным мерным объемом рабочей жидкости, подаваемой в полость трубной заготовки, при этом осевую осадку в матрице осуществляют при поддержании внутреннего давления на 3...6% меньше максимального давления рабочей жидкости во внутреннем объеме при радиальной формовке (см. патент RU 2192325, В21D 15/10, 51/12, 10.11.02).
Недостатки:
1. Изготовление одногофрового сильфона таким способом происходит с преобладанием растягивающих напряжений в металле сильфона, особенно в его цилиндрической части, что приводит к локальному уменьшению стенок вплоть до разрывов с последующей выбраковкой таких сильфонов;
2. Большие материальные затраты, так как для реализации способа по обеим концам трубной заготовки требуются припуски длиной более двух высот гофра сильфона, которые удаляются резанием после формовки сильфона.
3. Потеря устойчивости, с резким искажением геометрической формы сильфонов внутренними напряжениями, после обрезки торцевых припусков усложняет дальнейшую обработку и снижает качество сильфона.
4. Сложное и дорогостоящее оборудование и технологическая оснастка для реализации способа.
Предлагаемым изобретением решается задача: повышение точности изготовления гофра сильфона по высоте и разновысотности, снижение материальных и трудовых затрат, связанных с его производством.
Технический результат, получаемый при осуществлении изобретения, заключается в изготовлении тонкостенного сильфона без потери устойчивости и искажения геометрической формы после формовки гофра и обрезки торцевых припусков.
Указанный технический результат достигается тем, что в способе изготовления одногофрового сильфона путем изготовления тонкостенной трубной заготовки, включающем последовательное чередование нескольких операций ротационного выдавливания и проведения термообработки для снятия внутренних напряжений, с последующей установкой трубной заготовки в устройство для формирования гофра, и формирование из трубной заготовки одногофрового сильфона, новым является то, что тонкостенную трубную заготовку изготавливают с внутренним диаметром, близким внутреннему диаметру цилиндрической части сильфона, а формирование гофра сильфона производят на оправке с кольцевой канавкой, служащей для формирования и размещения гофра, путем создания наружного давления в зоне гофра при предварительно прижатых концах трубной заготовки к оправке с возможностью их скольжения между оправкой и прижимом.
Для сильфонов с высоким гофром формирование гофра производят в два приема. Наружным давлением в зоне гофра сначала предварительно формируют гофр с большими радиусами сопряжения поверхностей, затем окончательно формируют гофр заданной высоты и геометрии.
Формирование гофра сильфона производят либо на вращающейся оправке при локально прижатых концах трубной заготовки локальным наружным давлением в зоне гофра, создаваемым при помощи деформирующего ролика, профиль которого соответствует профилю гофра, либо на неподвижной разъемной оправке при прижатых концах трубной заготовки локальным наружным давлением в зоне гофра жидкостью или эластичной средой, при этом диаметр оправки соответствует внутреннему диаметру сильфона, а профиль канавки на оправке соответствует профилю гофра сильфона.
Способ изготовления одногофрового сильфона поясняется чертежами, где:
на фиг.1 изображена тонкостенная трубная заготовка с внутренним диаметром D, высотой Н и толщиной стенки t;
на фиг.2 изображена схема формирования одногофрового сильфона (с диаметром цилиндрической части D, высотой h и высотой гофра Т), на вращающейся оправке роликом. Имеющиеся обозначения на схеме означают:
поз.1 - оправка;
поз.2 - деформирующий ролик;
поз.3 - сильфон;
n - частота вращения оправки;
n1 - частота вращения деформирующего ролика;
Q - усилие прижима концов трубной заготовки к оправке;
S - радиальная подача деформирующего ролика;
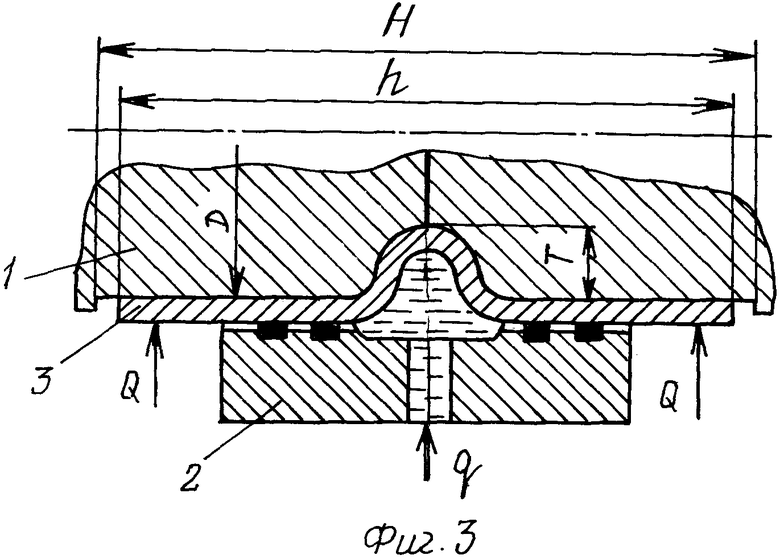
на фиг.3 изображена схема формирования одногофрового сильфона (с диаметром цилиндрической части D, высотой h и высотой гофра Т, толщиной стенки t) на неподвижной разъемной оправке локальным наружным давлением в зоне гофра, создаваемым жидкостью. Имеющиеся обозначения на схеме означают:
поз.1 - оправка;
поз.2 - устройство для формирования гофра;
поз.3 - сильфон;
Q - усилие прижима концов трубной заготовки к оправке;
q - давление жидкости.
Способ осуществляется следующим образом.
Последовательно из толстостенной пустотелой заготовки за несколько операций ротационного выдавливания изготавливают тонкостенную оболочку с внутренним диаметром D1<D и толщиной стенки t. После каждой операции ротационного выдавливания оболочки разрезают на кольца, которые подвергают термообработке для снятия напряжений. После последней операции термообработки получают тонкостенную трубную заготовку с внутренним диаметром D, толщиной стенки t и высотой Н.
Формирование гофра сильфона роликом осуществляется следующим образом.
На установленную в шпиндель токарного станка оправку с кольцевой канавкой для формирования и размещения гофра сильфона, устанавливают трубную заготовку симметрично кольцевой канавке, прижимают концы трубной заготовки к поверхности оправки усилием Q и осуществляют вращение оправки. Усилие Q подбирают опытным путем, исходя из условия качественного формирования гофра без уменьшения толщины и образования складок на гофре. К наружной поверхности трубной заготовки в зоне гофра подводят деформирующий ролик, профиль которого соответствует профилю гофра, далее подают деформирующий ролик к оси оправки и создают при этом локальное деформирующее давление, которое преодолевает усилие трения, созданное прижимом, постепенно втягивает металл в кольцевую канавку оправки без складок. После формирования гофра отводят деформирующий ролик, устраняют вращение оправки, снимают прижимное устройство с цилиндрической части сильфона и снимают сильфон с оправки.
Формирование гофра сильфона жидкостью осуществляется следующим образом.
Трубную заготовку с внутренним диаметром D, толщиной стенки t и высотой Н собирают с разъемной оправкой, устанавливают оправку с трубной заготовкой в устройство для формирования гофра, прижимают концы трубной заготовки к поверхности оправки усилием "Q". В устройство для формирования гофра плавно подают жидкость, создавая локальное (на участке гофра) избыточное давление "q", которое преодолевая усилие трения, создаваемое прижимом, постепенно втягивает металл в кольцевую канавку оправки без складок. После формирования гофра подачу жидкости прекращают. Снимают прижим с цилиндрических частей сильфона, извлекают разъемную оправку с сильфоном из устройства для формирования гофра, разбирают оправку и извлекают сильфон.
Учитывая то, что деформирующее усилие прикладывалось локально в зоне гофра, сформированный сильфон приобретает дополнительную жесткость и сохраняет геометрическую форму, близкую к правильной, что значительно упрощает дальнейшую обработку.
Пример. Из мартенситно-стареющей стали за три-четыре операции ротационного выдавливания изготавливают тонкостенную оболочку с внутренним диаметром D1 мм и толщиной стенки t, при этом после каждой операции ротационного выдавливания оболочку разрезают на кольца, которые подвергают закалке для снятия внутренних напряжений и стабилизации внутреннего диаметра при температуре закалки. После окончательной термостабилизирующей закалки получают трубную заготовку с внутренним диаметром D, толщиной t и высотой Н.
На установленную в шпиндель токарного станка оправку с кольцевой канавкой для формирования и размещения гофра устанавливают симметрично канавке трубную заготовку и прижимают ее концы к оправке усилием Q. Если оправка разъемная посредине гофра, то прижим может быть выполнен в виде цангового зажима. Далее создают вращение оправки с трубной заготовкой, подводят деформирующий ролик, предварительно выставленный рабочим профилем симметрично кольцевой канавке, осуществляют рабочую подачу деформирующего ролика, создавая при этом локальное деформирующее давление, которое, преодолевая усилие трения, созданное усилием прижима, постепенно втягивает металл в кольцевую канавку, формируя гофр высотой Т.
После формирования гофра отводят деформирующий ролик, устраняют вращение оправки, снимают прижимное усилие Q с цилиндрической части сильфона и снимают сильфон с оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНА | 2006 |
|
RU2316404C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНА | 2004 |
|
RU2281179C2 |
| Способ изготовления сильфона | 2020 |
|
RU2732845C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2003 |
|
RU2240190C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОГОФРОВОГО СИЛЬФОНА | 1999 |
|
RU2192325C2 |
| Способ изготовления цилиндрических полых деталей | 1990 |
|
SU1798028A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ | 2002 |
|
RU2250808C2 |
| Способ изготовления сильфона | 2023 |
|
RU2831076C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2014 |
|
RU2558814C1 |
| Способ изготовления тонкостенных оболочек | 2024 |
|
RU2835610C1 |

Изобретение относится к области обработки металлов давлением, в частности к способам изготовления высокопрочных сильфонов для эксплуатации при высоких давлениях и температурах. Изготавливают тонкостенную трубную заготовку с внутренним диаметром, близким внутреннему диаметру цилиндрической части сильфона. Далее осуществляется последовательное чередование нескольких операций ротационного выдавливания и проведения термообработки для снятия внутренних напряжений с последующей установкой трубной заготовки в устройство для формирования гофра. Формирование из трубной заготовки одногофрового сильфона производят на оправке с кольцевой канавкой путем создания наружного давления в зоне гофра при предварительно прижатых концах трубной заготовки к оправке с возможностью их скольжения между оправкой и прижимом. Повышается качество сильфонов. 2 з.п. ф-лы., 3 ил.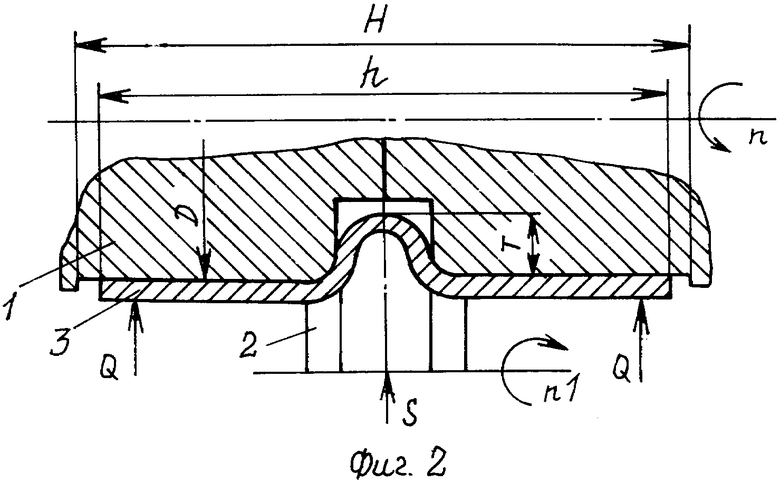
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОГОФРОВОГО СИЛЬФОНА | 1999 |
|
RU2192325C2 |
| Устройство для ротационной вытяжки изделий со сложной поверхностью | 1990 |
|
SU1692302A3 |
| Машина для накатки кольцевых канавок на сильфонных трубках-заготовках | 1979 |
|
SU774685A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ СИЛЬФОНОВ | 1999 |
|
RU2164188C2 |
| US 6282939 A, 04.09.2001. | |||

