Изобретение относится к обработке металлов резанием и может быть использовано при производстве прецизионных деталей из материалов, предрасположенных к дефектообразованиям в виде прижогов и микротрещин, а также при глубинном шлифовании с использованием эффекта микрорезания иглофрезерованием.
Известен шлифовальный круг, имеющий на периферийной рабочей поверхности ряд чередующихся выступов и впадин определенной протяженности (Якимов А.В. Оптимизация процесса шлифования, М.: Машиностроение, 1975, с.43-58). За счет интервалов разрыва процесса удается заметно снизить температуру в зоне резания и избежать дефектов шлифования.
Недостатком данного инструмента являются обусловленные наличием впадин резкое уменьшение виброустойчивости, прочности и площади рабочей поверхности инструмента, что в свою очередь снижает размерную стойкость шлифовального круга, качество и производительность обработки.
Известен инструмент для чистовой обработки поверхностей вращения, выполненный в виде шлифовального круга и соосно установленного с ним цилиндрического корпуса с периодически расположенными на его периферии участками с деформирующими элементами, причем на периферийной поверхности шлифовального круга образованы прерывистые нерабочие участки, где каждый участок с деформирующими элементами на цилиндрическом корпусе расположен напротив прерывистого участка шлифовального круга (а.с. СССР 1296391, кл. В 24 D 5/00, 15.03.87). Данным инструментом обеспечивается прерывание контакта “обрабатываемая поверхность - шлифовальный круг”, что исключает образование прижогов на обрабатываемой поверхности.
Недостатком данного способа является кратковременный срок службы инструмента и невозможность восстановления первоначального диаметра шлифовального круга при его износе. Эксплуатация инструмента потребует восстановления и режущих способностей шлифовального круга, которое достигается неоднократной правкой, а это уменьшает наружный диаметр круга и приводит к потере работоспособности комбинированного инструмента в целом. Единственным решением приведения рабочих поверхностей круга и деформирующих элементов в одну касательную плоскость - это отказ от правки и полная замена шлифовального круга, что значительно удорожает обработку и делает эксплуатацию круга кратковременной и нерентабельной. Кроме того, использование обратного хода - как рабочего приводит к излишнему деформированию и шелушению поверхностного слоя, т.е. возникает противоречие: шлифование требует многократных проходов для достижения точности и качества обрабатываемой поверхности, а обработка поверхностно-пластическим деформированием - только одного прохода.
Задача изобретения - повышение качества обработки за счет периодического, последовательного воздействия на обрабатываемую поверхность участков шлифовального круга и иглоучастков, а также повышение производительности обработки, стойкости и виброустойчивости инструмента за счет применения аксиально-смещенного режущего комбинированного слоя.
Поставленная задача решается за счет того, что в иглошлифовальном инструменте с прерывистой рабочей поверхностью, содержащем шлифовальный круг с впадинами и выступами, диски и косые шайбы для фиксации круга и дисков на шпинделе, каждый из дисков имеет размещенные по периферии отверстия, количество которых равно числу впадин прерывистого круга, с установленными в них Г-образными пучками проволочного ворса, таким образом, что впадины круга заполнены пучками проволочного ворса.
Кроме того, поставленная задача решена и за счет того, что инструмент содержит косые шайбы в количестве четырех штук по две с каждого торца круга для обеспечения аксиально-смещенного режущего слоя путем установки круга под углом к плоскости, перпендикулярной продольной оси, с возможностью плавного регулирования амплитуды осцилляции путем изменения угла наклона круга.
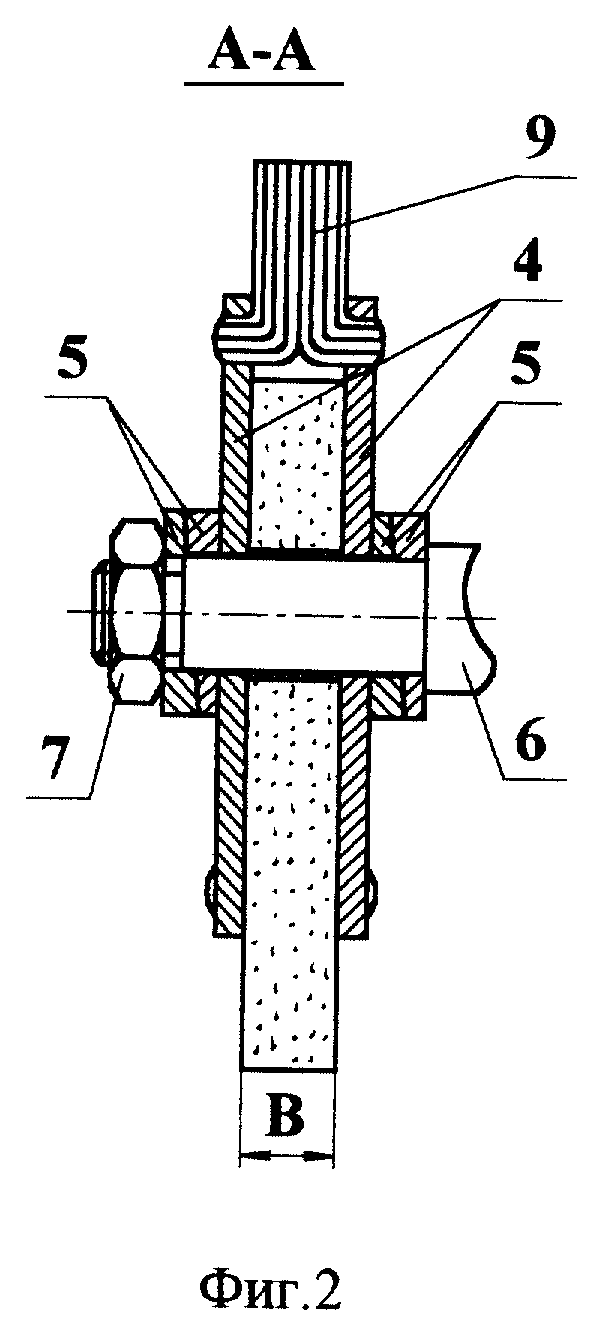
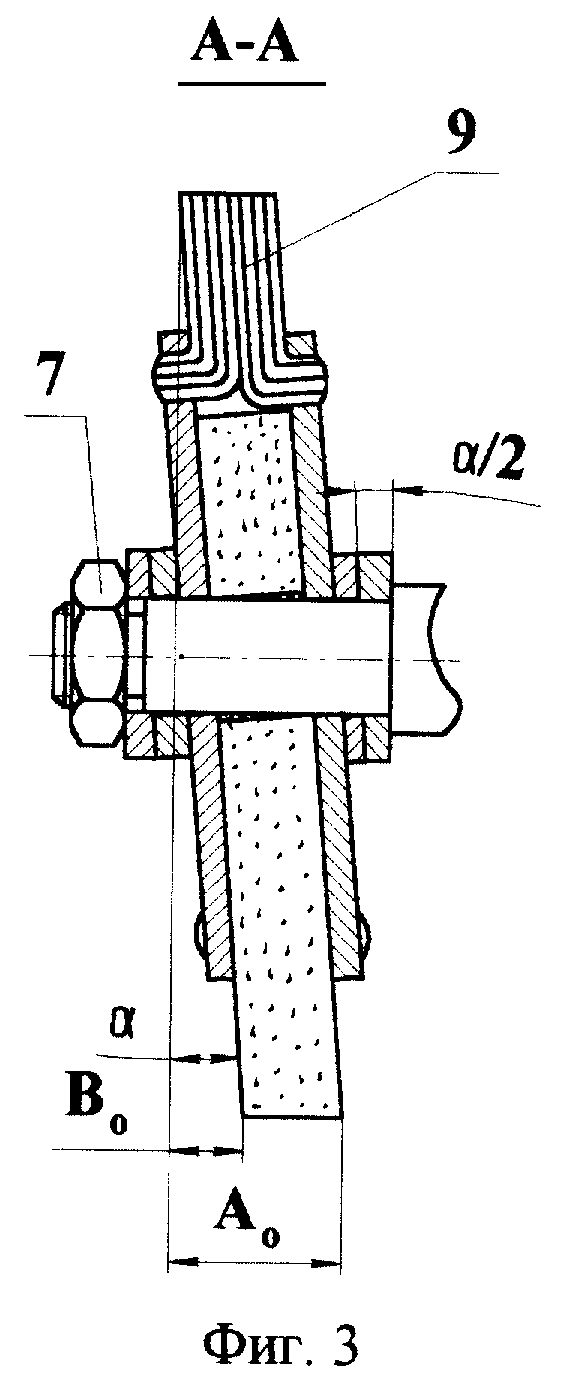
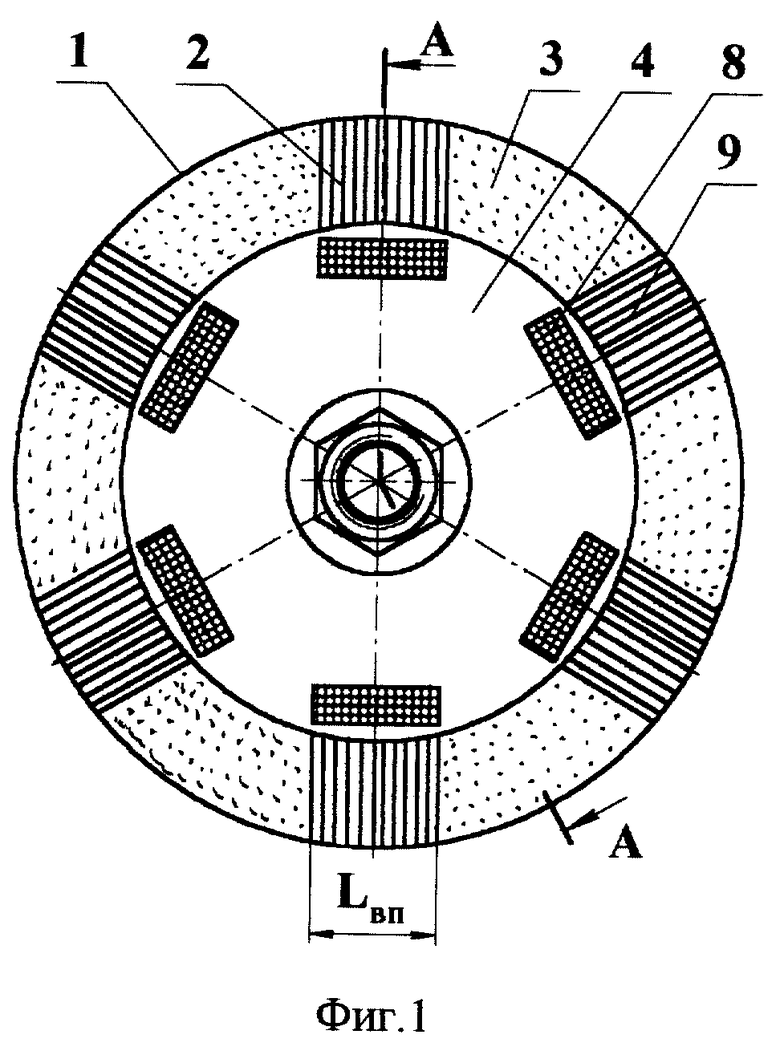
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен общий вид спереди прерывистого иглошлифовального инструмента; на фиг. 2 - продольный разрез А-А на фиг. 1, угол наклона периферийного режущего слоя круга α=0; на фиг. 3 - продольный разрез А-А на фиг. 1, угол наклона α периферийного режущего слоя круга относительно плоскости, перпендикулярно продольной оси, максимальный.
Иглошлифовальный инструмент с прерывистой рабочей поверхностью содержит шлифовальный круг 1 с впадинами 2 и выступами 3, два диска 4, расположенных с торцов круга 1, и четыре косые шайбы 5 по две с каждого внешнего торца дисков 4. Фиксация круга 1 на шпинделе 6 производится через диски 4 и косые шайбы 5 с помощью гайки 7.
Каждый из дисков 4 имеет размещенные по периферии отверстия 8, количество которых равно числу впадин 2 прерывистого круга 1. Форма отверстий 8 может быть любая, но предпочтительно - прямоугольная. В отверстия 8 установлены Г-образные пучки проволочного ворса 9, таким образом, что впадины 2 круга 1 заполнены пучками проволочного ворса 9.
Прямоугольная форма отверстий 8 позволяет формировать пучок проволочного ворса 9 по профилю впадины 2 и способствует наиболее полному заполнению последней, при этом длина прямоугольного отверстия 8 равна длине Lвп впадины 2.
Кроме того, инструмент содержит косые шайбы 5 в количестве четырех штук по две с каждого внешнего торца диска 4 для обеспечения аксиально-смещенного режущего слоя путем установки круга 1 под углом α к плоскости, перпендикулярной продольной оси, и с возможностью плавного регулирования амплитуды осцилляции путем изменения угла α наклона круга. Такая установка круга 1 и плавное регулирование его угла наклона возможны благодаря относительному развороту одной косой шайбы 5 относительно другой в каждой паре относительно оси вращения. Угол между непараллельными торцами косых шайб 5 при этом должен быть равен α/2.
Шлифовальный круг 1, соприкасаясь выступами 3 с обрабатываемой поверхностью изделия, снимает установленный припуск совместно с иглоучастками, состоящими из пучков проволочного ворса 9, не прерывая контакта круга с изделием.
Прерывистая абразивная периферийная поверхность выступов 3 круга 1 обеспечивает прерывание контакта “обрабатываемая поверхность - абразивный круг” и исключает образование прижогов и микротрещин на поверхности обработки, а иглоучастки с пучками проволочного ворса 9, расположенные во впадинах 2 круга 1, обеспечивают резание в момент прерывания контакта, что резко повышает виброустойчивость, прочность и увеличивает площадь рабочей поверхности инструмента, что в свою очередь повышает размерную стойкость иглошлифовального инструмента, качество и производительность обработки.
Концы проволочного ворса 9, взаимодействуя с обрабатываемой поверхностью, осуществляют микрорезание. При небольшом вылете ворса (15-20 мм) иглоучасток представляет собой иглофрезу.
Неподвижно закрепленный на шпинделе под острым углом α к плоскости, перпендикулярной оси вращения, иглошлифовальный инструмент при каждом проходе будет обрабатывать поверхность шириной Во, которая будет больше высоты В инструмента на величину амплитуды Ао. Вследствие этого производительность иглошлифовального инструмента с аксиально-смещенным режущим слоем будет в n=Во/В раз больше, чем абразивного круга, традиционно закрепленного высотой В.
Использование предлагаемого технического решения повышает эффективность использования впадин круга с надежным креплением проволочного ворса, позволяет высокопроизводительно и качественно удалять значительные припуски, т.е. работать в тяжелых силовых условиях, например, при глубинном шлифовании.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ИГЛОШЛИФОВАЛЬНЫМ ИНСТРУМЕНТОМ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228128C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200083C1 |
| ИГЛО-АБРАЗИВНО-АЛМАЗНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2236934C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ПОНИЖАЮЩЕГО ТЕМПЕРАТУРУ ШЛИФОВАНИЯ | 2001 |
|
RU2199429C1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239547C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОШЛИФОВАНИЯ | 2003 |
|
RU2239538C1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
Иглошлифовальный инструмент с прерывистой рабочей поверхностью содержит шлифовальный круг с впадинами и выступами, диски и косые шайбы для фиксации круга и дисков на шпинделе. Каждый из дисков имеет размещенные по периферии отверстия, количество которых равно числу впадин прерывистого круга, с установленными в них Г-образными пучками проволочного ворса таким образом, что впадины круга заполнены пучками проволочного ворса, что повышает качество обработки поверхности. 1 з.п. ф-лы, 3 ил.
| Регулятор перегрева | 1928 |
|
SU11504A1 |
| Цилиндрическая щетка | 1981 |
|
SU1000013A1 |
| US 5386608 А, 07.02.1995 | |||
| КОМБИНИРОВАННЫЙ ЭЛЕКТРОД ДЛЯ ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1995 |
|
RU2098892C1 |
| Иглофреза | 1988 |
|
SU1621856A1 |

