Изобретение относится к комбинированной обработке металлов резанием, а именно шлифованием и поверхностно-пластическим деформированием, и может быть использовано для чистовой, отделочной обработки поверхностей прецизионных деталей машин из материалов, склонных к дефектообразованиям в виде прижогов и микротрещин.
Известно устройство для чистовой обработки поверхностей деформирующими шариками, выполненное в виде корпуса и закрепленного на цапфах с возможностью вращения в корпусе барабана с гнездами под шарики, при этом привод вращения подсоединяется к одной из цапф, а корпус устройства располагается на шариковых опорах для перемещения [1].
Недостатками известного устройства являются: необходимость применения предварительной получистовой обработки перед чистовым поверхностно-пластическим деформированием; ограниченность применения только для плоских поверхностей; потери мощности привода при обработке поверхности с повышенными микронеровностями; имеет место износ шариков о гнезда и шум при работе устройства - все это снижает производительность, точность и качество процесса обработки.
Наиболее близким к изобретению является инструмент для отделочной чистовой обработки внутренних поверхностей деталей машин, выполненный в виде шлифовального круга и соосно установленного с ним неподвижного раскатника, в замкнутом ручье которого рядом друг с другом размещены деформирующие элементы, при этом имеется возможность изменять угол наклона круга [2].
Известный инструмент имеет существенные недостатки: сложность конструкции и большие габаритные размеры, требующие дорогостоящей модернизации используемого оборудования; ограниченность применения только для внутренних поверхностей; потери мощности привода при обработке поверхности с повышенными микронеровностями; имеет место износ шариков о гнезда и шум при работе устройства - все это снижает производительность, точность и качество процесса обработки.
Задача изобретения - шумопоглощение, снижение износа шариков, снижение потерь мощности привода, а также расширение технологических возможностей инструмента путем обеспечения периодического, совмещенного и последовательного воздействия на обрабатываемую плоскую и поверхности вращения бесприжогового прерывистого шлифования перед импульсно-ударным пластическим деформированием с аксиально-смещенной рабочей поверхностью, позволяющие улучшить качество и точность, снизить трудоемкость обработки и расход инструмента и увеличить производительность.
Это достигается с помощью комбинированного инструмента, содержащего шлифовальный круг с элементами его крепления на оправке и соосно установленное с ним устройство для обработки металлических поверхностей шариками, при этом элементы крепления инструмента выполнены в виде косых шайб в количестве четырех штук по две с каждого торца комбинированного инструмента для обеспечения аксиально-смещенного режущего слоя путем установки круга и устройства под углом к плоскости, перпендикулярной продольной оси, с возможностью плавного регулирования амплитуды осцилляции путем изменения угла наклона круга и устройства.
Кроме того, устройство для обработки металлических поверхностей шариками содержит левую и правую крышки, по периферии соединенные упругой обечайкой, в которой выполнены гнезда под шарики, причем каждое гнездо состоит из трубки с завальцованными торцами, в которой свободно перемещается шарик, при этом между крышками размещен набор из проставочных шайб, суммарная высота которых не менее высоты упругой обечайки.
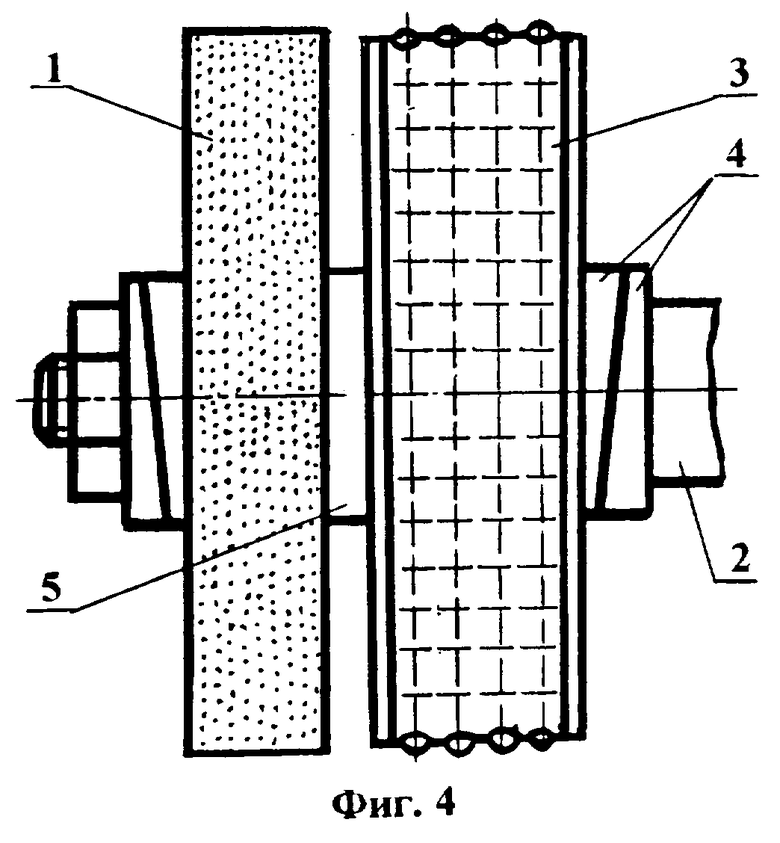
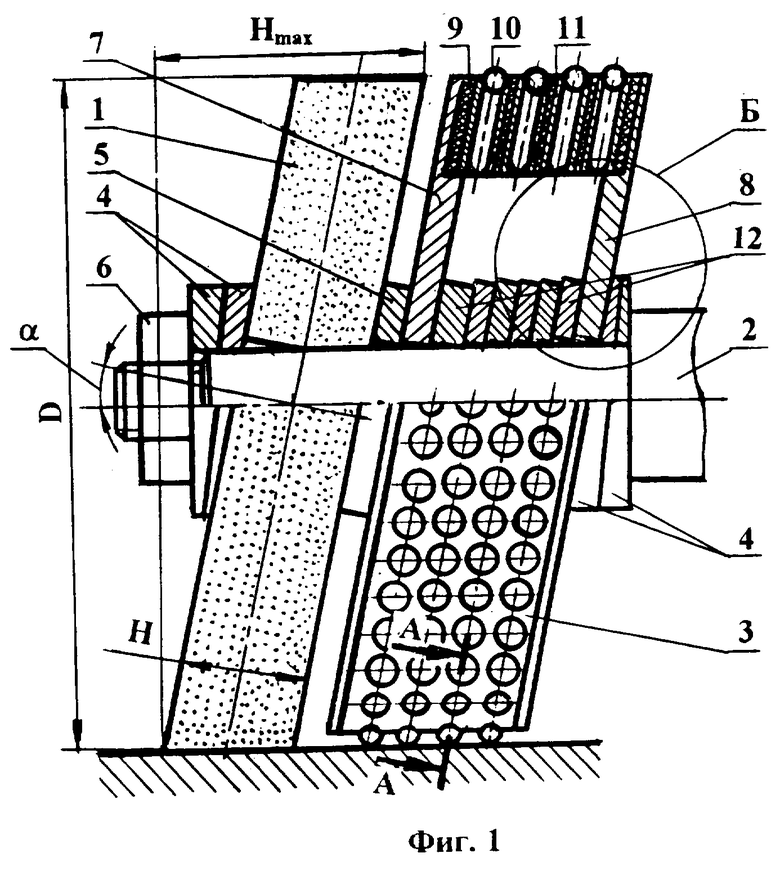
На фиг.1 изображена конструкция предлагаемого комбинированного инструмента, повернутого на максимальный угол α, с новым шлифовальным кругом; на фиг.2 - конструкция предлагаемого комбинированного инструмента с максимально изношенным шлифовальным кругом, повернутым на минимальный угол α=0; на фиг.3 - сечение А - А на фиг.1; на фиг.4 - возможный вариант наладки, комбинированный инструмент повернут на минимальный угол α=0; на фиг.5 - более технологичный для сборки вариант конструкции правой крышки; на фиг.6 - возможный вариант наладки комбинированного инструмента с новым шлифовальным кругом, повернутым на максимальный угол α.
Предлагаемый комбинированный инструмент содержит шлифовальный круг 1 с элементами его крепления на оправке 2 и соосно установленное с ним устройство 3 для обработки металлических поверхностей шариками.
Элементы крепления инструмента выполнены в виде косых шайб 4 в количестве четырех штук по две с каждого торца комбинированного инструмента для обеспечения аксиально-смещенного режущего слоя путем установки круга 1 и устройства 3 под углом к плоскости, перпендикулярной продольной оси, с возможностью плавного регулирования амплитуды осцилляции путем изменения угла наклона круга 1 и устройства 3. Проставочная шайба 5 и гайка 6 являются также элементами крепления и служат для надежной установки составляющих комбинированного инструмента на оправке 2.
Устройство 3 для обработки металлических поверхностей шариками содержит левую 7 и правую 8 крышки, по периферии соединенные упругой обечайкой 9, в которой выполнены гнезда под шарики 10, причем каждое гнездо состоит из трубки 11 с завальцованными торцами, в которой свободно перемещается шарик 10.
Для обеспечения состояния “разжима” упругой обечайки 9, которая присоединена известными способами, например вулканизацией, к торцам крышек 7 и 8, между крышками размещен набор из проставочных шайб 12, суммарная высота которых не менее высоты упругой обечайки 9.
Для снижения потерь мощности привода, а также уменьшения износа гнезд 11 и шариков 10 ось 13 каждого гнезда 11 расположена под углом β к прямой 14, соединяющей продольную ось оправки 2 с центром выходного отверстия гнезда 11.
При этом угол β зависит от диаметра инструмента, т. к. подбирают его таким, что в момент соприкосновения шарика 10 с обрабатываемой поверхностью ось 13 каждого гнезда 11 направлена под прямым углом к ней при обработке плоских поверхностей или по нормали к касательной при обработке поверхностей вращения.
Для более технологичной сборки и регулировки натяжения обечайки 9 предусмотрен вариант конструкции правой крышки (фиг.5), которая изготовляется составной и состоящей из кольца 15, фланца 16, соединенных винтами 17.
Работа устройства 3 с деформирующими шариками 10 заключается в следующем.
Под действием центробежных сил, возникающих при вращении обечайки 9, шарики 10 выступают над ее периферией. Задавая продольную подачу инструменту и вращение обрабатываемой детали в случае обработки тел вращения, можно обрабатывать поверхности любых заданных размеров. В случае обработки плоских поверхностей комбинированный инструмент крепят на шпинделе плоскошлифовального станка и ведут обработку, как при традиционном плоском шлифовании периферией круга.
Комбинированный инструмент в сборе работает следующим образом.
Обрабатываемую деталь типа тела вращения зажимают в патроне шлифовального станка, а комбинированный инструмент на оправке шлифовальной бабки.
Шлифовальный круг 1, соприкасаясь периферийным аксиально-смещенным режущим слоем шлифовального круга, установленного под углом к оси вращения, с обрабатываемой поверхностью изделия, снимает установленный припуск, а деформирующие шарики 10, выступающие над периферией обечайки 9 устройства 3, наносят удары по обрабатываемой поверхности. При этом получают окончательно микропрофиль регулярной шероховатости относительно небольшим количеством рабочих шариков 10.
Аксиально-смещенный режущий слой шлифовального круга 1 исключает образование прижогов на поверхности обработки, а деформирующие шарики обеспечивают непрерывность пластической деформации поверхности изделия, что исключает колебания и вибрации круга 1 и уменьшает шероховатость обработанной поверхности.
По мере износа шлифовального круга 1 он уменьшается в диаметре и необходимо восстанавливать его первоначальный размер. Для регулировки размера наружного диаметра в радиальном направлении и восстановления первоначального размера поворачивают шлифовальный круг в плоскости, проходящей через ось вращения, на величину угла αt, определяемого по формуле:
αt=arc cosD/(D+2t),
где D - наружный диаметр комбинированного инструмента, мм;
t - толщина снимаемого абразивного слоя за одну правку круга, мм; причем максимальный угол наклона назначают из условия непрерывной зоны шлифования при одном обороте круга, определяемом по формуле:
αmax=arc sin (H/D),
где Н - высота шлифовального круга.
По мере износа шлифовального круга и уменьшения угла наклона с каждой последующей правкой ширина шлифования будет уменьшаться с Нmах до Н (фиг.2). По достижению положения угла наклона α=0 круга дальнейшее восстановление его наружного диаметра D невозможно и необходимо произвести замену круга на новый.
Предлагаемый комбинированный инструмент, состоящий из шлифовального круга и устройства с деформирующими шариками, отличается шумопоглощением благодаря использованию упругой обечайки, снижением износа шариков и снижением потерь мощности привода.
Предлагаемая конструкция расширяет технологические возможности инструмента путем обеспечения периодического, совмещенного и последовательного воздействия на обрабатываемую плоскую и поверхности вращения бесприжогового прерывистого шлифования перед импульсно-ударным пластическим деформированием с аксиально-смещенной рабочей поверхностью.
Комбинированный инструмент позволяет улучшить качество и точность, снизить трудоемкость обработки и расход инструмента и увеличить производительность.
Источники информации
1. А.с. СССР 667391, МКИ В 24 В 39/04. Устройство для обработки металлических поверхностей шариками. Жебелев Ю.К. и Рубин И.Л. Заявки № 2564489/25-08, завл. 06.01.78, опубл. 15.06.79. Бюл. № 22.
2. Патент РФ 2100177, МКИ В 24 В 45/00, 39/02, В 24 D 5/02. Комбинированный инструмент. Степанов Ю.С., Афанасьев Б.И. и др. Заявка № 96101389/02, заявл. 23.01.96, опубл. 27.12.97. Бюл. № 36 – прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2230649C1 |
| ОСЦИЛЛИРУЮЩИЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2282529C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2005 |
|
RU2282528C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2198086C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2100177C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239546C1 |
| ИГЛО-АБРАЗИВНО-АЛМАЗНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2236934C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2239537C1 |




Изобретение относится к комбинированной обработке металлов резанием и может быть использовано для чистовой отделочной обработки поверхностей прецизионных деталей машин из материалов, склонных к дефектообразованиям в виде прижогов и микротрещин. Комбинированный инструмент содержит шлифовальный круг с элементами его крепления на оправке и соосно установленное с ним устройство для обработки металлических поверхностей шариками. Элементы крепления выполнены в виде косых шайб в количестве четырех штук по две с каждого торца комбинированного инструмента. Такое крепление обеспечивает получение аксиально-смещенного режущего слоя и установку круга и устройства под углом к плоскости, перпендикулярной продольной оси. В результате появляется возможность плавного регулирования амплитуды осцилляции инструмента путем изменения угла наклона круга и устройства. Данная конструкция расширяет технологические возможности инструмента и повышает качество, точность и производительность обработки. 1 з.п.ф-лы, 6 ил.
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2100177C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1996 |
|
RU2103153C1 |
| Комбинированный инструмент | 1984 |
|
SU1404312A1 |
| US 1976233, 28.10.1929. | |||

