Изобретение относится к обработке металлов резанием и поверхностным пластическим деформированием и может быть использовано для чистовой обработки внутренних поверхностей отверстий деталей машин.
Известен инструмент для чистовой обработки поверхности вращения, выполненный в виде шлифовального круга и соосно установленного с ним цилиндрического корпуса с периодически расположенными на его периферии участками с деформирующими элементами.
Основным недостатком указанного инструмента является периодическое нагружение технологической системы станок - приспособление - инструмент -деталь, усилием деформирования в момент периодического контакта обрабатываемая поверхность - деформирующий элемент, что вызывает колебание абразивного круга и увеличение шероховатости обработанной поверхности.
В качестве прототипа выбран инструмент для чистовой обработки поверхностей вращения, выполненный в виде шлифовального круга, на периферийной поверхности которого образованы прерывистые нерабочие участки, и соосно установленного с ним цилиндрического корпуса с периодически расположенными на его периферии участками с деформирующими элементами, при этом каждый из участков с деформирующими элементами, на цилиндрическом корпусе расположен напротив прерывистого участка шлифовального круга.
Недостатком данного инструмента является обработка с ударом в момент прерывания шлифования и начала действия деформирующих элементов в виду того, что последние установлены на несколько большем диаметре, чем шлифовальный круг, что вызывает ухудшение качества и увеличение шероховатостей обработанной поверхности.
Цель изобретения - повышение качества обработки за чет периодического, совмещенного и последовательного воздействия на обрабатываемую поверхность шлифовального круга и корпуса с деформирующими элементами с аксиально смещенными режущим и деформирующим участками.
Цель достигается тем, что инструмент для чистовой обработки отверстий, выполненный в виде шлифовального круга с заборным конусом и соосно с ним установленного цилиндрического корпуса с деформирующими элементами расположены под углом (α) к оси инструмента, величина которого выбрана из неравенства 0 < α < arctg (H/D), где H и D - соответственно высота и диаметр шлифовального круга, м; при этом на периферии цилиндрического корпуса выполнена кольцевая канавка, расположенная под указанным углом относительно оси инструмента, причем деформирующие элементы размещены в канавке из условия касания друг с другом.
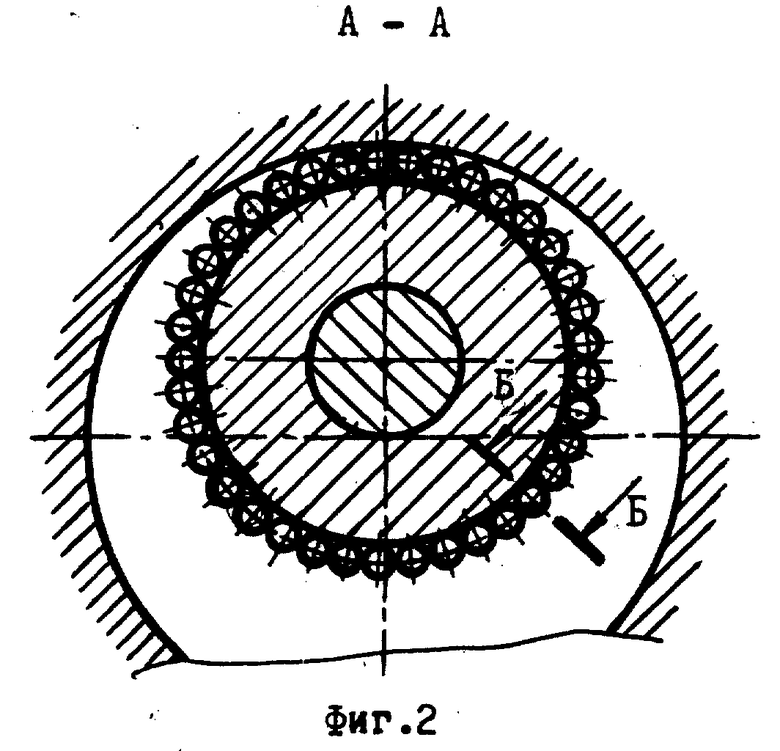
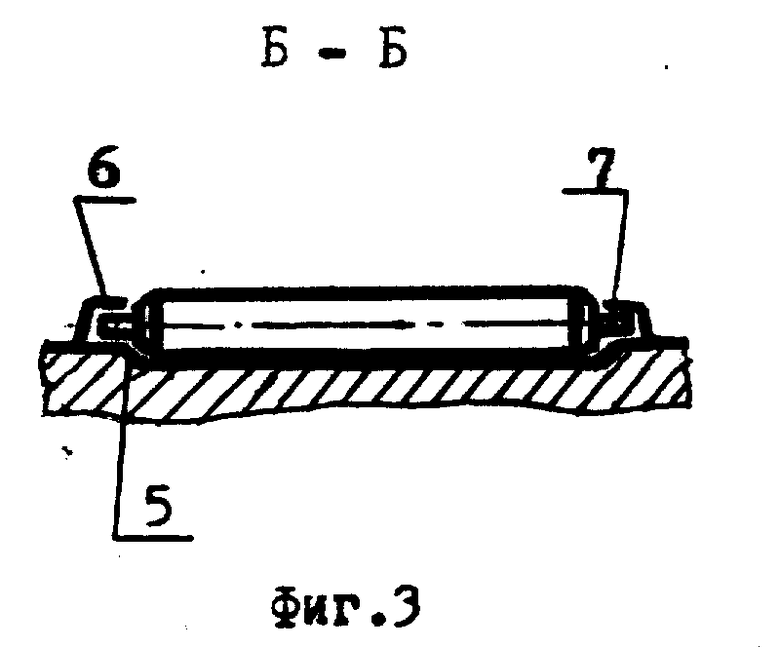
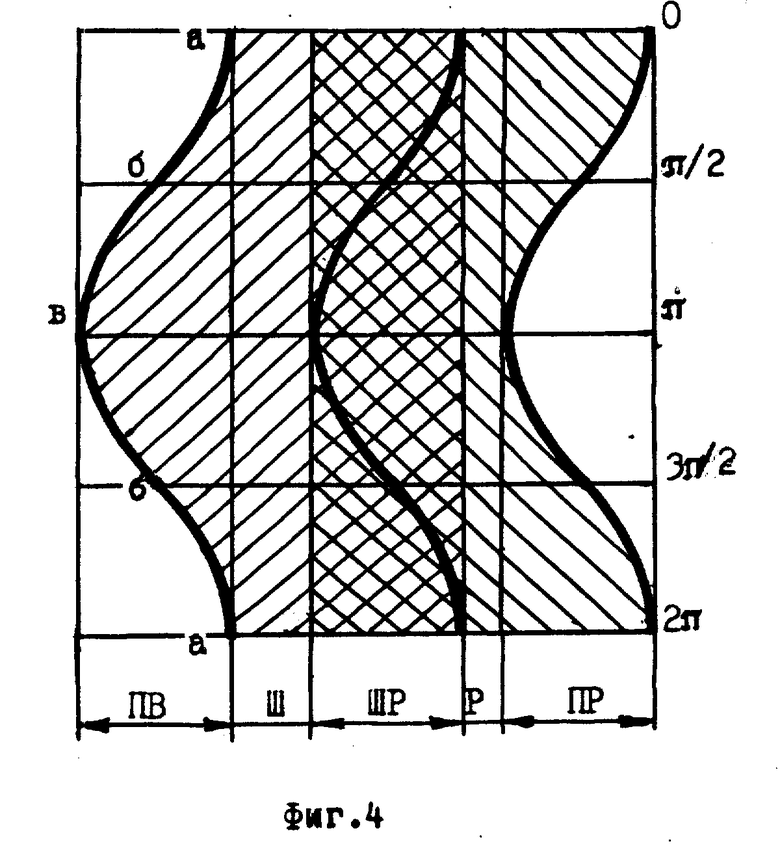
На фиг. 1 изображена схема процесса шлифования пластического деформирования отверстия; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.2; на фиг.4 - схема развертки следа инструмента на обрабатываемой поверхности отверстия.
Инструмент содержит соосно установленные шлифовальный круг 1 с заборным конусом 2 переменного сечения для бесприжогового глубинного шлифования и цилиндрический корпус 3 с непрерывно расположенными рядом друг с другом по периферии последнего деформирующими элементами 4.
Причем шлифовальный круг установлен под углом α относительно оси вращения и угол α выбирают в соответствии с неравенством 0 < α < arctg (H/D), где H и D - соответственно высота и диаметр шлифовального круга. Деформирующие элементы 4, например, в виде игольчатых роликов расположены из условия касания друг с другом в корпусе 3 в кольцевой канавке 5, которая ориентирована к оси вращения под углом α, и удерживаются от выпадания двумя кольцами 6 за концевые шейки 7.
Инструмент работает следующим образом.
Изделие зажимают в патроне шлифовального станка, а инструмент - в шпинделе станка. Шлифовальный круг 1, соприкасаясь заборным конусом 2 с обрабатываемой поверхностью изделия 8, снимает установленный припуск, а деформирующие элементы 4 производят окончательное накатывание обработанной поверхности.
Заборный конус 2 переменного сечения, образующий угол α с осью вращения, обеспечивает снижение температуры в зоне врезания благодаря аксиально смещенному режущему слою и исключает образование прижогов на поверхности обработки в зоне прерывистого врезания (ПВ) заборным конусом.
В зоне Ш - обычное шлифование, где обеспечивается получение отверстия необходимого квалитета точности.
В зоне ШР - зоне совмещенного шлифования и раскатывания облегчается процесс пластического деформирования, так как образованные шлифованием микронеровности имеют высокую температуру и легко в горячем состоянии деформируются. Кроме того, одновременное шлифование и раскатывание в этой зоне обеспечивает уменьшение параметров шероховатости получаемой поверхности и снижение износа шлифовального круга.
В зонах Р - обычного раскатывания и ПР - прерывистого раскатывания происходит окончательная обработка пластическим деформированием, повышающая точность и снижающая погрешность геометрической формы обрабатываемого отверстия, уплотнение поверхностного слоя и повышение его твердости и износа стойкости. В кольцевой канавке 5 корпуса 3 рядом друг с другом установлены игольчатые ролики 4.
Часть роликов 4 (не более трех) находится между обрабатываемой деталью 8 и корпусом 3 и при вращении за счет силы трения прокатываются, деформируя поверхностный слой детали.
При этом в работе участвуют практически два ролика 6, обеспечивая непрерывность контакта пластической деформации.
Заявляемое техническое решение позволяет повысить качество и бесприжоговость обработки отверстий за счет периодического, совмещенного и последовательного воздействия на обрабатываемую поверхность шлифовального круга и раскатки с аксиально смещенными режущим и деформирующим участками.
Экспериментально установлено, что при чистовой обработке отверстий на внутри-шлифовальном станке модели 3К227В предлагаемым инструментом при обычных режимах обработки необходимая точность и шероховатость поверхности были достигнуты в 1,9-2 раза быстрее, появление прижогов на обработанных поверхностях зафиксировано не было.
Таким образом, данный инструмент, основанный на комбинировании двух чистовых способов обработки, позволяет использовать преимущества, свойственные этим технологическим процессам, и сообщать режущим и деформирующим элементам дополнительные прямолинейно-поступательные перемещения, не предусмотренные кинематикой станка, что расширяет технологические возможности станков и сокращает основное время обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239546C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ ОТВЕРСТИЙ | 2003 |
|
RU2239536C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2100177C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146605C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2239537C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239545C1 |
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2230649C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2228254C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |
Изобретение относится к обработке металлов резанием и поверхностным пластическим деформированием и может быть использовано для чистовой обработки внутренних поверхностей отверстий деталей машин. Инструмент содержит соосно установленные шлифовальный круг с заборным конусом переменного сечения для бесприжогового глубинного шлифования и цилиндрической корпус с непрерывно расположенными рядом друг с другом деформирующими элементами. Причем шлифовальный круг и деформирующие элементы установлены под углом α относительно оси вращения, который выбирают в соответствии с неравенством 0 < α < arctg (H/D), где H и D - соответственно высота и диаметр шлифовального круга, м. Инструмент позволяет повысить качество и бесприжоговость обработки отверстий за счет периодического, совмещенного и последовательного воздействия на обрабатываемую поверхность шлифовального круга и раскатки с аксиально смещенными ржущим и деформирующим участками, сократить основное время обработки. 4 ил.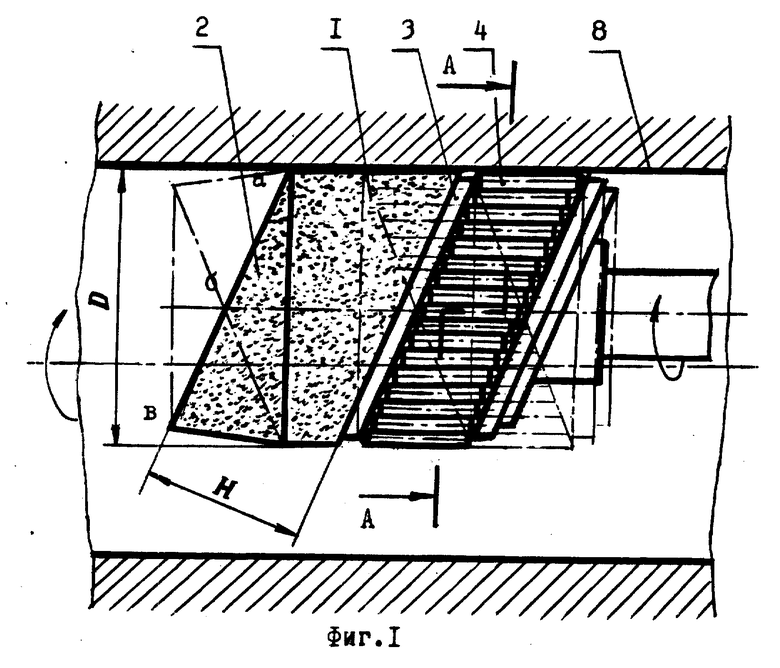
Инструмент для чистовой обработки отверстий, выполненный в виде шлифовального круга с заборным конусом и соосно с ним установленного цилиндрического корпуса с деформирующими элементами, отличающийся тем, что торцы шлифовального круга и цилиндрического корпуса с деформирующими элементами расположены под углом α к оси инструмента, величина которого выбрана из неравенства 0 < α < arctg(H/D), где H и D высота и диаметр шлифовального круга соответственно, при этом на периферии цилиндрического корпуса выполнена кольцевая канавка, расположенная под указанным углом относительно оси инструмента, причем деформирующие элементы размещены в канавке из условия касания друг с другом.
| SU, авторское свидетельство, 1296391, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
