Изобретение относится к комбинированной обработке фрикционным поверхностным упрочнением металлов и поверхностно-пластическим ударно-импульсным деформированием и может быть использовано для чистовой, отделочной обработки поверхностей, подверженных интенсивному износу, стальных и чугунных прецизионных деталей машин.
Известен комбинированный инструмент, содержащий шлифовальный круг с элементами его крепления на оправке и соосно установленное с ним устройство для обработки металлических поверхностей шариками [1].
Недостатками известного комбинированного инструмента являются: необходимость применения дополнительной операции поверхностного упрочнения, например, закалка токами высокой частоты (ТВЧ), цементация и закалка в газовых печах и т.п. Это требует дополнительного дорогостоящего оборудования, средств и времени; снижает производительность, точность и качество процесса обработки.
Задача изобретения - расширение технологических возможностей инструмента путем обеспечения периодического, совмещенного и последовательного воздействия на обрабатываемую плоскую и поверхности вращения фрикционным поверхностным упрочнением перед импульсно-ударным пластическим деформированием с аксиально-смещенной рабочей поверхностью, позволяющие улучшить качество и точность, снизить трудоемкость обработки и расход инструмента и увеличить производительность, а также шумопоглощение, снижение износа шариков, снижение потерь мощности привода.
Это достигается с помощью предлагаемого осциллирующего комбинированного инструмента, расположенного под острым углом α к плоскости, перпендикулярной оси вращения, и содержащий оправку, расположенные попарно с торцов комбинированного инструмента косые шайбы, и устройство для обработки металлических поверхностей шариками с элементами крепления его на оправке, выполненное с левой и правой крышками, соединенными по периферии упругой обечайкой с гнездами под шарики, размещенным между упомянутыми крышками набором из проставочных шайб, суммарная высота которых не менее высоты упругой обечайки, причем каждое гнездо под шарики выполнено в виде трубки с завальцованными торцами, в которой установлен с возможностью свободного перемещения шарик, причем он снабжен устройством для фрикционного поверхностного упрочнения, установленным на оправке соосно с устройством для обработки металлических поверхностей шариками, и установленной между ними шайбой-прокладкой, при этом устройство для фрикционного поверхностного упрочнения выполнено в виде диска из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии, установленного с помощью косых шайб и шайбы-прокладки под острым углом α к плоскости, перпендикулярной оси вращения, а острый угол наклона α определяется по формуле:
arctg(Вуд/D)≥α≥arctg(Вфр/D),
где Вуд - высота упругой обечайки с шариками, мм;
D - наружный диаметр инструмента, мм;
α - острый угол наклона инструмента к плоскости, перпендикулярной оси вращения, град;
Вфр - высота диска устройства для фрикционного поверхностного упрочнения.
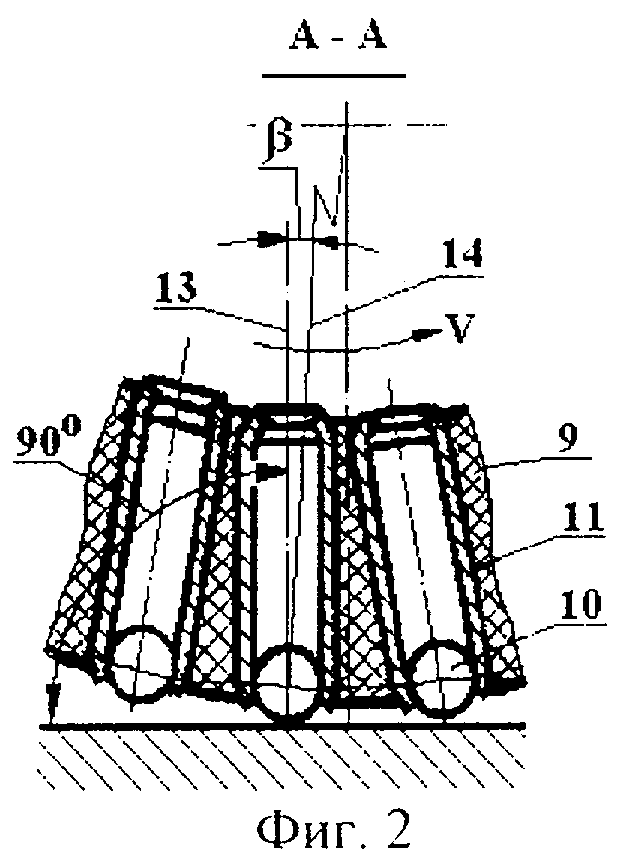
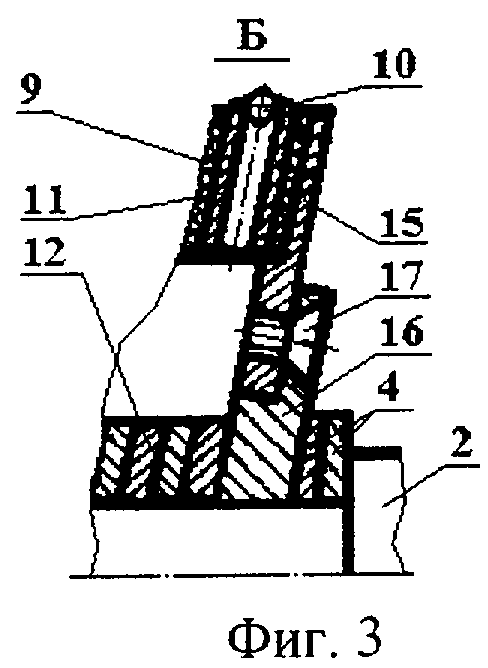
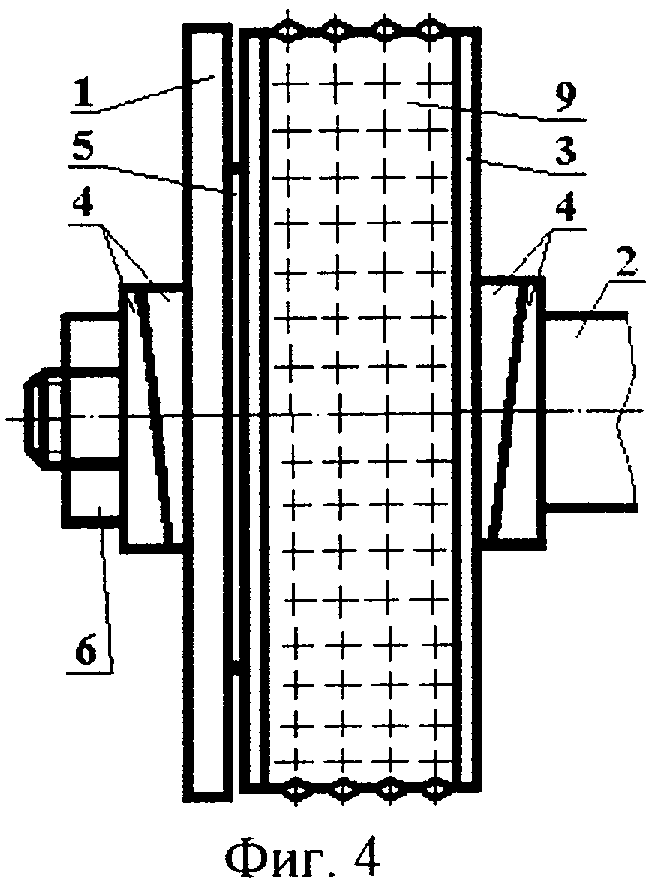
На фиг.1 изображена конструкция предлагаемого осциллирующего комбинированного инструмента, повернутого на максимальный угол α; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - более технологичный для сборки вариант конструкции правой крышки; на фиг.4 - конструкция предлагаемого комбинированного инструмента, повернутого на минимальный угол α=0.
Предлагаемый комбинированный инструмент содержит диск 1 для фрикционного поверхностного упрочнения с элементами его крепления на оправке 2 и соосно установленное с ним устройство 3 для обработки металлических поверхностей шариками.
Элементы крепления инструмента выполнены в виде косых шайб 4 в количестве четырех штук по две с каждого торца комбинированного инструмента для обеспечения аксиально-смещенного режущего слоя путем установки диска 1 и устройства 3 под углом к плоскости, перпендикулярной продольной оси, с возможностью плавного регулирования амплитуды осцилляции путем изменения угла наклона диска 1 и устройства 3. Проставочная шайба-прокладка 5 и гайка 6 являются также элементами крепления и служат для надежной установки составляющих комбинированного инструмента на оправке 2.
Устройство 3 для обработки металлических поверхностей шариками содержит левую 7 и правую 8 крышки, по периферии соединенных упругой обечайкой 9, в которой выполнены гнезда под шарики 10, причем каждое гнездо состоит из трубки 11 с завальцованными торцами, в которой свободно перемещается шарик 10.
Для обеспечения состояния "разжима" упругой обечайки 9, которая присоединена известными способами, например, вулканизацией, к торцам крышек 7 и 8, между крышками размещен набор из проставочных шайб 12, суммарная высота которых не менее высоты упругой обечайки 9.
Для снижения потерь мощности привода, а также уменьшения износа гнезд 11 и шариков 10, ось 13 каждого гнезда 11 расположена под углом β к прямой 14, соединяющей продольную ось оправки 2 с центром выходного отверстия гнезда 11.
При этом угол β зависит от диаметра инструмента, т.к. подбирают его таким, что в момент соприкосновения шарика 10 с обрабатываемой поверхностью, ось 13 каждого гнезда 11 направлена под прямым углом к ней при обработке плоских поверхностей, или по нормали к касательной при обработке поверхностей вращения.
Для более технологичной сборки и регулировки натяжения обечайки 9 предусмотрен вариант конструкции правой крышки (фиг.3), которая изготовляется составной и состоящей из кольца 15, фланца 16, соединенных винтами 17.
Работа устройства 3 с деформирующими шариками 10 заключается в следующем.
Под действием центробежных сил, возникающих при вращении обечайки 9, шарики 10 выступают над ее периферией. Задавая продольную подачу инструменту и вращение обрабатываемой детали в случае обработки тел вращения, можно обрабатывать поверхности любых заданных размеров. В случае обработки плоских поверхностей комбинированный инструмент крепят на шпинделе плоскошлифовального станка и ведут обработку как при традиционном плоском шлифовании периферией круга.
Соосно с устройством 3 с деформирующими шариками установлено устройство для фрикционного поверхностного упрочнения, состоящее из диска 1 из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии. Диск 1 также расположен на оправке 2 под острым углом α к плоскости, перпендикулярной оси вращения, с помощью косых шайб 4, установленных и расположенных попарно с торцов инструмента, и шайбы-прокладки 5, установленной между устройствами.
Комбинированный инструмент в сборе работает следующим образом.
Обрабатываемую деталь типа тела вращения зажимают в патроне, например, шлифовального или др. станка, а комбинированный инструмент на оправке шлифовальной бабки или в приспособлении с индивидуальным приводом. Инструмент вращается с окружной скоростью V=65...70 м/с и прижимается с постоянным усилием Р=0,65...1,0 кН к обрабатываемой заготовке, которая вращается (в случае обработки цилиндрических поверхностей) с окружной скоростью 0,02...0,08 м/с. Продольная подача инструмента относительно заготовки составляет (0,1...0,2)Вфр, где Вфр - высота диска 1 для фрикционного поверхностного упрочнения, мм.
Длина линии контакта инструмента с обрабатываемой заготовкой (Вфр) составляет 5...8 мм. При трении инструмента и заготовки в зоне их контакта происходит импульсный нагрев поверхности обрабатываемой заготовки до температуры 800...1000°С. В зону обработки подают смазывающе-охлаждающую жидкость (СОЖ), которая обеспечивает быстрое охлаждение упрочняемой поверхности. В результате упрочнения на поверхности заготовки возникают структуры белых слоев толщиной 0,1...0,15 мм с повышенной микротвердостью 7...10 ГПа. В зоне фрикционного скользящего контакта определенное количество теплоты (большая часть ее) уходит в быстровращающийся инструмент. Поэтому в качестве материала диска выбирают титановый сплав или нержавеющую сталь, обладающие низкой теплопроводностью (λ=21,9...25,5 Вт/м·К). При перемещении зоны контакта в осевом направлении благодаря наклону рабочего диска происходит мгновенный переход нагретой рабочей поверхности инструмента на охлажденную поверхность заготовки (фиг.1). Это приводит к циклическому изменению температуры на поверхности упрочняемой заготовки и соответственно к увеличению глубины упрочненного слоя до 0,15...0,22 мм. Изменением угла наклона, а следовательно, изменением амплитуды осцилляции Афр диска, можно регулировать глубину и микротвердость упрочненного слоя.
При величине Афр<Вфр увеличение глубины упрочненного слоя незначительное, однако возникает большая вероятность перегрева инструмента. При величине Афр>Вуд дальнейшее незначительное увеличение толщины упрочненного слоя приводит к увеличению вибраций, ухудшению качества обработки. Поэтому угол наклона α определяется по формуле:
arctg(Вуд/D)≥α≥arctg(Вфр/D),
где Bуд - высота упругой обечайки с шариками, мм;
D - наружный диаметр инструмента, мм;
α - острый угол наклона инструмента к плоскости, перпендикулярной оси вращения, град;
Вфр - высота диска для фрикционного поверхностного упрочнения, мм.
Таким образом, при совместной обработке комбинированным инструментом диск 1, установленный под углом к оси вращения, соприкасаясь периферийным аксиально-смещенным периферийным рабочим слоем, упрочняет на большую глубину поверхностный слой заготовки, а деформирующие шарики 10, выступающие над периферией обечайки 9 устройства 3, наносят удары по упрочненной обрабатываемой поверхности и уменьшают высоту микронеровностей. При этом получают окончательно микропрофиль регулярной шероховатости относительно небольшим количеством рабочих шариков 10.
Аксиально-смещенный рабочий слой диска 1 упрочняет обрабатываемую поверхность, нагревая ее, а деформирующие шарики обеспечивают непрерывность пластической деформации нагретой поверхности изделия, что исключает колебания и вибрации инструмента и уменьшает шероховатость обработанной поверхности.
По мере износа фрикционного диска 1 он уменьшается в диаметре и необходимо восстанавливать его первоначальный размер. Для частичной регулировки размера наружного диаметра в радиальном направлении и восстановления первоначального размера его поворачивают в плоскости, проходящей через ось вращения, на некоторый угол. Эта регулировка возможна при замене шайбы-прокладки 5 на две косые шайбы 4 (не показаны).
При значительных износах диска 1 и устройства ударно-имульсного деформирования 3, а также при нахождении оптимальных режимов обработки пользуются регулировкой угла α наклона инструмента (фиг.4) с помощью взаимного разворота косых шайб 4 относительно друг друга.
Предлагаемый комбинированный инструмент, состоящий из упрочняющего диска и устройства с деформирующими шариками, отличается шумопоглощением благодаря использованию упругой обечайки, снижением износа шариков и снижением потерь мощности привода.
Предлагаемая конструкция расширяет технологические возможности инструмента путем обеспечения периодического, совмещенного и последовательного воздействия на обрабатываемую плоскую и поверхности вращения фрикционного поверхностного упрочнения перед импульсно-ударным пластическим деформированием с аксиально-смещенной рабочей поверхностью.
Комбинированный инструмент позволяет увеличить износостойкость, улучшить качество и точность, снизить трудоемкость обработки и расход инструмента, а также увеличить производительность.
Источники информации
1 Патент РФ 2228254, МКИ В 24 D 5/00, В 24 В 39/00, 10.05.2004.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2005 |
|
RU2282528C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2230649C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2228254C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ОТВЕРСТИЙ | 2005 |
|
RU2291761C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ИГЛОФРЕЗЕРОВАНИЕМ С УПРОЧНЕНИЕМ | 2005 |
|
RU2291764C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2003 |
|
RU2243877C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОВАНИЯ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ | 2003 |
|
RU2241587C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367560C1 |
Изобретение относится к комбинированной обработке металлов фрикционным поверхностным упрочнением и поверхностно-пластическим ударно-импульсным деформированием и может быть использовано при чистовой обработке поверхностей. Комбинированный инструмент содержит оправку с соосно установленными на ней устройством для обработки шариками и устройством для фрикционного поверхностного упрочнения. С торцов комбинированного инструмента попарно расположены косые шайбы, а между устройствами установлена шайба-прокладка. Устройство для обработки шариками выполнено с левой и правой крышками, соединенными по периферии упругой обечайкой с гнездами под шарики, и размещенным между крышками набором из проставочных шайб. Устройство для фрикционного поверхностного упрочнения содержит диск из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии. Диск установлен под острым углом к плоскости, перпендикулярной оси его вращения. В результате обеспечивается расширение технологических возможностей, повышение качества обработки, производительности и износостойкости оснастки. 4 ил.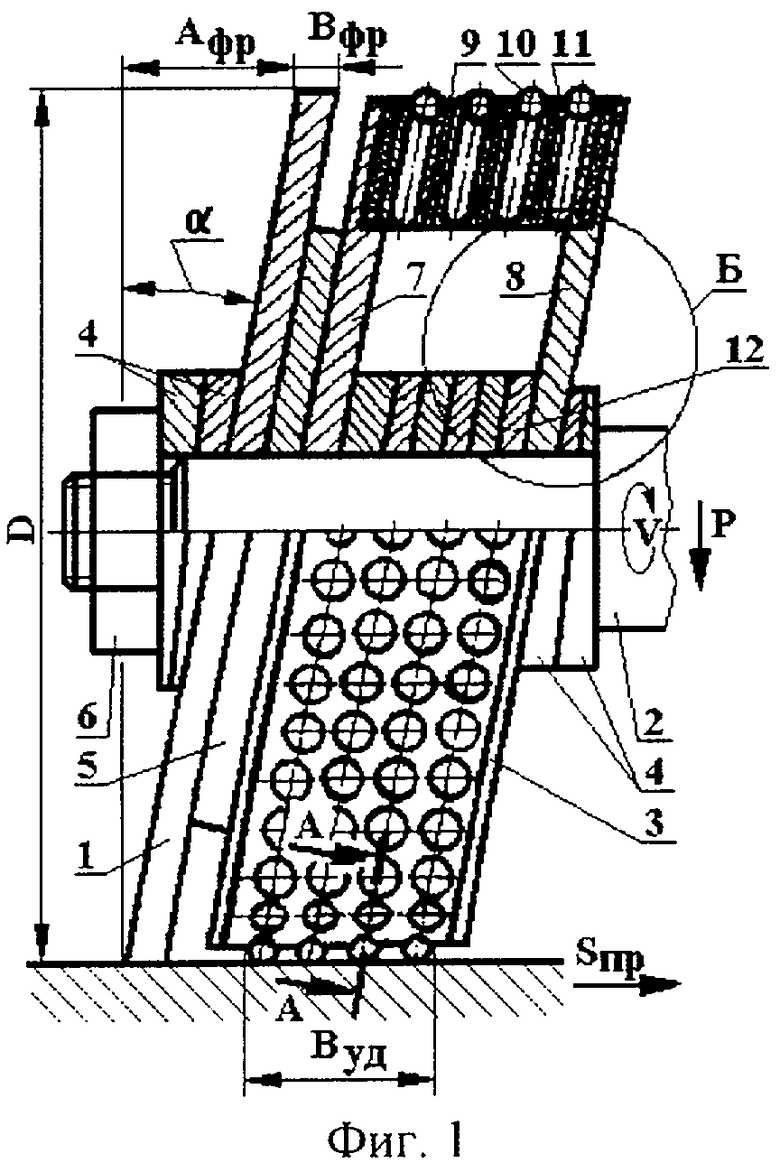
Осциллирующий комбинированный инструмент, расположенный под острым углом α к плоскости, перпендикулярной оси вращения, и содержащий оправку, расположенные попарно с торцов комбинированного инструмента косые шайбы и устройство для обработки металлических поверхностей шариками с элементами крепления его на оправке, выполненное с левой и правой крышками, соединенными по периферии упругой обечайкой с гнездами под шарики, размещенным между упомянутыми крышками набором из проставочных шайб, суммарная высота которых не менее высоты упругой обечайки, причем каждое гнездо под шарики выполнено в виде трубки с завальцованными торцами, в которой установлен с возможностью свободного перемещения шарик, отличающийся тем, что он снабжен устройством для фрикционного поверхностного упрочнения, установленным на оправке соосно с устройством для обработки металлических поверхностей шариками, и размещенной между ними шайбой-прокладкой, при этом устройство для фрикционного поверхностного упрочнения выполнено в виде диска из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии, установленного с помощью косых шайб и шайбы-прокладки под острым углом α к плоскости, перпендикулярной оси вращения, а острый угол наклона α определен из следующего выражения:
arctg(Вуд/D)≥α≥arctg(Вфр/D),
где Вуд - высота упругой обечайки с шариками, мм;
D - наружный диаметр инструмента, мм;
α - острый угол наклона инструмента к плоскости, перпендикулярной оси вращения, град;
Вфр - высота диска устройства для фрикционного поверхностного упрочнения.
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2228254C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2230649C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ ШАРИКАМИ | 1998 |
|
RU2155126C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2003 |
|
RU2243877C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ ОТВЕРСТИЙ | 2003 |
|
RU2239536C1 |
| US 4367576 A, 11.01.1983. | |||

