Изобретение относится к технологии машиностроения к отделочной чистовой обработке абразивом и поверхностным пластическим деформированием внутренних поверхностей отверстий деталей машин.
Известен способ для чистовой обработки поверхностей вращения шлифованием и поверхностным пластическим деформированием и инструмент, реализующий его, состоящий из шлифовального круга, у которого периферийная режущая поверхность выполнена прерывистой, а деформирующие элементы размещены в секторах, величина и угловое расположение которых соответствует секторам впадин периферийной поверхности абразивного круга, обеспечивается прерывание контакта "обрабатываемая поверхность - шлифовальный круг", что исключает образование прижогов на обрабатываемой поверхности [1].
Недостатком данного способа и инструмента является невозможность восстановления первоначального диаметра шлифовального круга при его износе. Эксплуатация инструмента потребует восстановления и режущих способностей шлифовального круга, которое достигается неоднократной правкой, а это уменьшает диаметр абразивного круга и приводит к потере работоспособности комбинированного инструмента в целом. Единственным решением приведения рабочих поверхностей шлифовального круга и деформирующих элементов в одну касательную плоскость - это отказ от правки и полная замена шлифовального круга, что значительно удорожает обработку и делает способ и эксплуатацию инструмента нерентабельной.
Наиболее близким к изобретению является способ чистовой обработки комбинированным инструментом, выполненным в виде шлифовального круга и соосно установленного с ним корпуса, в замкнутом ручье которого размещены рядом друг с другом деформирующие элементы, при этом устройство крепления шлифовального круга состоит из двух основных и двух прижимных сегментов с полуосями между ними, дающих возможность изменять угол наклона шлифовального круга, и двух основных и двух прижимных вкладышей, контактирующих со сферической с двумя лысками снаружи и коническим отверстием втулкой, фиксирующие положение и осуществляющие зажим шлифовального крута на оправке, располагая рабочую поверхность его в одной касательной плоскости с деформирующими элементами [2].
Недостатком данного способа и инструмента является ограниченная возможность восстановления первоначального диаметра шлифовального круга при его износе, заключающаяся в том, что при достижении нулевого угла наклона круга последний необходимо удалять и заменять новым, что ведет к неоправданному перерасходу абразивного материала. При этом длительное время, расходуемое на переналадку с целью восстановления первоначального наружного диаметра шлифовального круга, ведет к удорожанию процесса. Кроме того, при правке шлифовального круга, которая необходима при каждом восстановлении наружного диаметра, удаляется заведомо больший слой абразива, чем при правке обычных традиционных кругов.
Задача изобретения - неоднократное восстановление первоначального диаметра шлифовального круга до полного износа алмазно-абразивного слоя и обеспечение бесприжогового прерывистого шлифования перед поверхностным пластическим деформированием, а также повышение качества обработки за счет периодического, совмещенного и последовательного воздействия на обрабатываемую поверхность абразива и деформирующих элементов, увеличение длительности работы без переналадок, производительности и срока службы инструмента за счет быстрого восстановления наружного диаметра абразивной части инструмента без остановки процесса.
Поставленная задача решается с помощью предлагаемого способа комбинированной чистовой обработки, при котором шлифовальный круг с устройством его крепления устанавливают на оправке и соосно с ним цилиндрический корпус, в замкнутом ручье которого размещены рядом друг с другом деформирующие элементы, причем одновременно осуществляют прерывистую абразивную обработку и поверхностное пластическое деформирование, для чего используют шлифовальный круг, составленный из отдельных алмазно-абразивных брусков, закрепленных на наружной поверхности торообразной упругой оболочки, при этом восстановление изношенного наружного диаметра круга и регулирование усилия прижатия алмазно-абразивных брусков к обрабатываемой поверхности осуществляют за счет подачи сжатого воздуха в упругую оболочку, из условия расположения рабочей поверхности круга в одной касательной плоскости с деформирующими элементами. Кроме того, для придания большей жесткости торообразной упругой оболочке внутренняя поверхность ее разделена перегородкой на отсеки, сообщающиеся между собой.
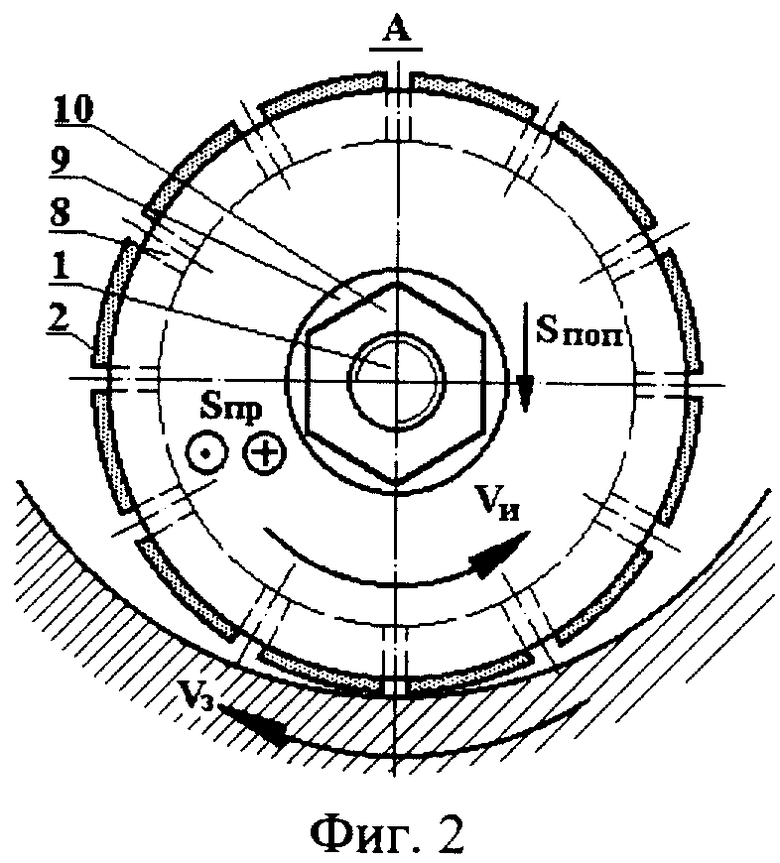
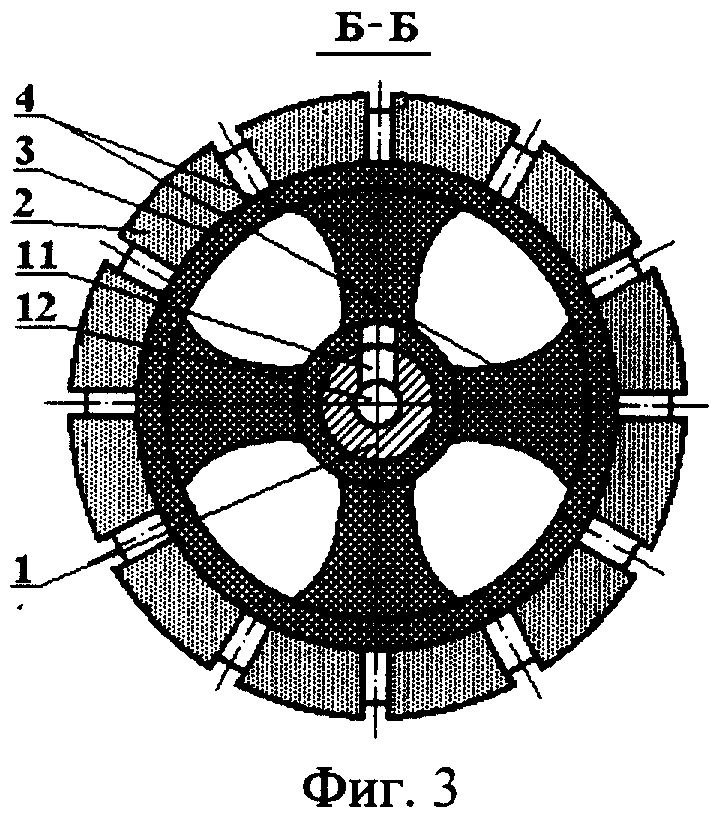
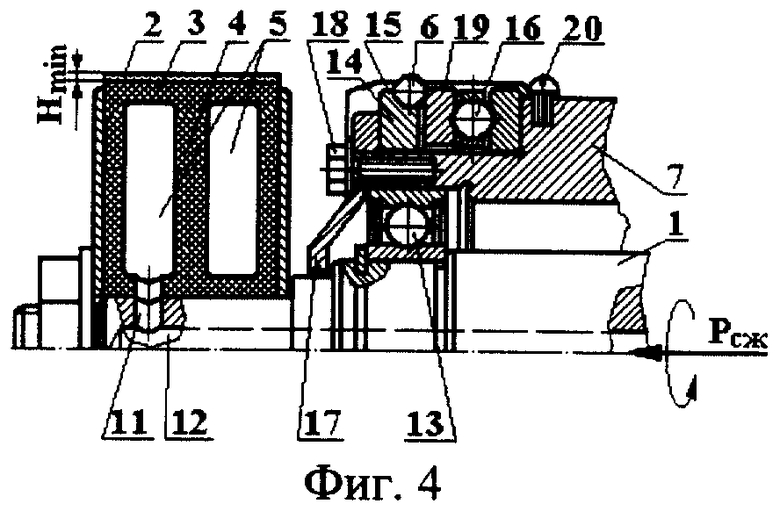
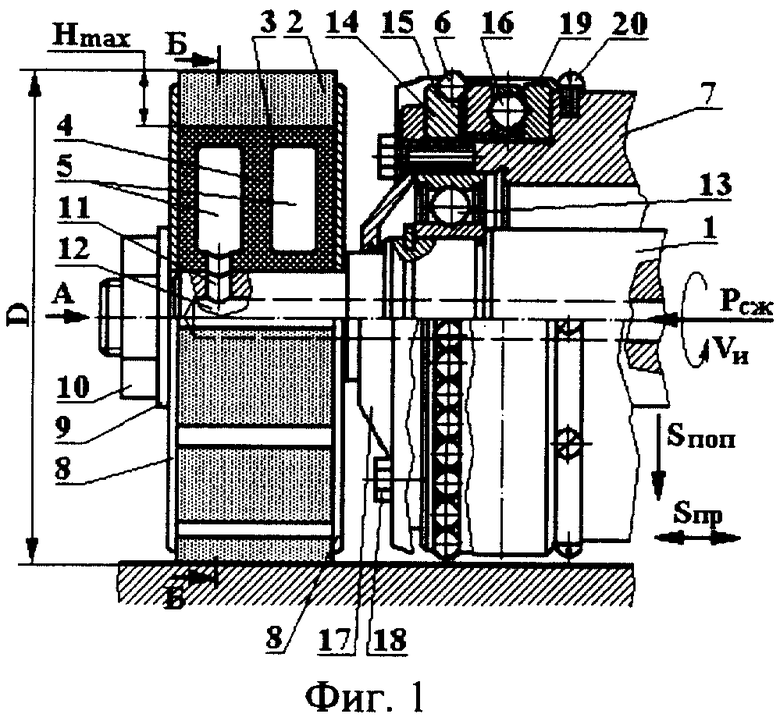
Сущность комбинированного способа и конструкции инструмента, для его реализации, поясняется чертежами. На фиг.1 изображена схема обработки по предлагаемому комбинированному способу и инструмент, частичный продольный разрез; на фиг.2 - вид слева по А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1; на фиг.4 - частичный продольный разрез инструмента с максимально изношенным кругом.
Предлагаемый способ комбинированной чистовой обработки и инструмент, для его реализации, предназначен для отделочной чистовой обработки внутренних поверхностей отверстий деталей машин абразивом и поверхностным пластическим деформированием. Способ осуществляется продольными рабочими ходами с продольной Sпр и поперечной Sпоп подачей и вращением Vи инструмента, а также вращением обрабатываемой заготовки Vз.
На оправке (шпинделе) 1 установлен шлифовальный круг 2, который является сборным и состоит из отдельных алмазно-абразивных брусков, закрепленных на наружной поверхности торообразной упругой оболочки 3. Для придания большей жесткости торообразной упругой оболочке 3 внутренняя поверхность ее разделена перегородкой 4 на отсеки 5, сообщающиеся между собой. Такое устройство крепления сборного шлифовального круга 2 позволяет быстро, на ходу восстанавливать изношенный наружный диаметр круга путем подачи сжатого воздуха Рсж в упругую оболочку 3, из условия расположения рабочей поверхности круга в одной касательной плоскости с деформирующими элементами 6. Деформирующие элементы 6 размещены рядом друг с другом в замкнутом ручье, который расположен на цилиндрическом корпусе 7, установленном соосно кругу 2.
Алмазно-абразивные бруски круга 2 берут на гибкой, например каучуковой, основе, а крепление их к торообразной упругой оболочке 3 выполняют одним из известных способов, например приклеиванием, путем вулканизации и др.
Торообразная упругая оболочка 3 установлена на оправке 1 с помощью ограничительных шайб 8, шайбы 9 и закреплена гайкой 10.
Приведение в рабочее состояние торообразной упругой оболочки 3 осуществляется путем подачи в оболочку через боковое 11 и центральное 12 отверстия, расположенные в оправке 1, штуцер и ниппель (не показаны) под давлением Рсж сжатого воздуха.
В неподвижном раскатнике, установленном соосно шлифовальному кругу и имеющим корпус 7 в виде полой трубы, размещен подшипник 13, служащий опорой оправки 1 шлифовального круга 2.
Многошариковый жесткий перемещаемый раскатник данного комбинированного инструмента состоит из шариков 6, расположенных рядом друг с другом в желобе диска 14, между буртиком 15 диска 14 и упорным подшипником 16, подшипник и диск закреплены на корпусе 7 с помощью крышки 17 болтами 18. В нерабочей зоне шарики закрыты кожухом 19, закрепленным на корпусе 7 винтами 20, в рабочей зоне шарики открыты.
Для предохранения от осевого смещения алмазно-абразивных брусков круга 2 и упругой оболочки 3 под действием сил резания и продольной подачи, а также от попадания охлаждающей жидкости и шлама в устройство крепления шлифовального круга торцы последнего закрыты ограничительными шайбами 8, наружный диаметр которых несколько меньше диаметра D инструмента.
Работа по предлагаемому способу комбинированной чистовой обработки осуществляется следующим образом.
Изделие зажимают в патроне внутришлифовального станка, а комбинированный инструмент: шлифовальный круг - в шпинделе шлифовальной бабки станка, раскатник - на корпусе шлифовальной бабки.
Шлифовальный круг 2, соприкасаясь периферийным прерывистым режущим слоем шлифовального круга с обрабатываемой поверхностью заготовки, снимает установленный припуск, а деформирующие элементы 6 за счет силы трения прокатываются между поверхностями детали и диском 14 и производят окончательное раскатывание обработанной поверхности.
Прерывистый режущий слой шлифовального круга 2 снижает вероятность образования прижогов на поверхности обработки, а близлежащие шарики, практически не менее двух участвующих в работе, обеспечивают непрерывность пластической деформации поверхности заготовки, что исключает колебания и вибрации алмазно-абразивного круга 2 и уменьшает шероховатость обработанной поверхности.
По мере износа шлифовального круга 2 его бруски, имевшие первоначальную высоту Нmах, благодаря постоянному давлению Рсж сжатого воздуха в упругой оболочке, будут располагаться на диаметре D, постоянно восстанавливая его первоначальный размер. Алмазно-абразивные бруски, обладая свойством самозатачивания, при таком креплении в сборном круге по мере износа последнего не требуют правки, что сокращает не производительные затраты вспомогательного времени.
Для увеличения периода стойкости алмазно-абразивных брусков в качестве абразивного материала используют эльбор, искусственные и природные алмазы на каучуковой связке.
Инструмент, его упругая алмазно-абразивная часть 2, под давлением Рсж сжатого воздуха прилегает к обрабатываемой поверхности с усилием пропорционально давлению Рсж, интенсифицируя обработку.
Крепление алмазно-абразивных брусков на упругой 3 оболочке позволяет не только исключить вибрации, свойственные традиционным прерывистым кругам, но и регулировать усилие прижатия брусков к обрабатываемой поверхности.
Упругая алмазно-абразивная часть инструмента автоматически принимает форму, соответствующей форме обрабатываемой поверхности в месте контакта [3], позволяет в процессе обработки осуществить радиальное перемещение алмазно-абразивных брусков, восстанавливая наружный диаметр инструмента, при этом, являясь демпфером, сглаживает удары и уменьшает вибрации.
Заявляемое техническое решение позволяет повысить качество и бесприжоговость обработки отверстий за счет периодического, совмещенного и последовательного воздействия на обрабатываемую поверхность прерывистого режущего алмазно-абразивного слоя и раскатки с деформирующим участком.
Экспериментально установлено, что при чистовой обработке отверстий на внутришлифовальном станке модели ЗК227В по предлагаемому способу комбинированной чистовой обработки данным инструментом при обычных режимах резания и поверхностного пластического деформирования необходимая точность и шероховатость поверхности были достигнуты в 2...2,5 раза быстрее, появление прижогов на обработанных поверхностях зафиксировано не было.
Таким образом, предлагаемый способ, основанный на комбинировании двух чистовых способов обработки - алмазно-абразивного шлифования и поверхностного пластического деформирования, позволяет использовать преимущества, свойственные этим технологическим процессам, восстанавливать наружный диаметр алмазно-абразивной части инструмента и регулировать усилия прижатия алмазно-абразивных брусков к обрабатываемой поверхности, что расширяет технологические возможности станков и сокращает основное время обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239545C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239546C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ ОТВЕРСТИЙ | 2003 |
|
RU2239536C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239547C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОШЛИФОВАНИЯ | 2003 |
|
RU2239538C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
Изобретение относится к области машиностроения и может быть использовано при чистовой обработке абразивом и поверхностным пластическим деформированием внутренних поверхностей отверстий деталей машин. На оправке закрепляют шлифовальный круг, состоящий из отдельных алмазно-абразивных брусков, закрепленных на наружной поверхности торообразной упругой оболочки. Соосно с ним устанавливают цилиндрический корпус, в замкнутом ручье которого размещены рядом друг с другом деформирующие элементы. Одновременно осуществляют прерывистую абразивную обработку и поверхностное пластическое деформирование. В инструменте предусмотрена возможность восстановления изношенного наружного диаметра круга за счет подачи сжатого воздуха в упругую оболочку из условия расположения рабочей поверхности круга в одной касательной плоскости с деформирующими элементами. В результате повышаются производительность и качество обработки с увеличением длительности работы инструмента без переналадок и восстановлением наружного диаметра абразивной его части без остановки процесса. 1 з.п. ф-лы, 4 ил.
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2100177C1 |
| Комбинированный инструмент | 1984 |
|
SU1404312A1 |
| Прерывистый абразивный круг | 1973 |
|
SU446408A1 |
| US 4367876 A, 11.01.1983. | |||

