Предлагаемое изобретение относится к лесной и деревообрабатывающей промышленности, в частности к производству радиальных пиломатериалов.
Известен способ изготовления радиальных пиломатериалов, заключающийся в том, что круглые лесоматериалы сначала распиливают на лесопильной раме на сердцевинные доски и сегменты. После этого распиливают сегменты, получая из срединной части радиальные пиломатериалы, а из боковых зон - сектора. Сектора распиливают, разместив их в лесопильном станке наружной поверхностью вниз таким образом, чтобы плоскости пропилов были параллельны радиальной. У полученных заготовок обрезают кромки на круглопильном станке (см. Межов И.С., Осипова Л.К. Производство радиальных пиломатериалов и заготовок. - М.: Деревообрабатывающая промышленность, 1966, № 3, с.8...10).
Недостатком этого способа является его высокая трудоемкость из-за необходимости выполнения несколько последовательных операций на различных станках, а также недостаточный выход продукции из-за использования универсального, не приспособленного для производства специальных пиломатериалов оборудования.
Известен способ изготовления радиальных пиломатериалов, который позволяет увеличить выход пилопродукции (см. патент РФ № 2045387, кл. В 27 В 1/00, 1991).
Данный способ заключается в выполнении в кряже радиальных пропилов, в делении кряжа на секторы для распиловки их на заготовки трапециевидного сечения, одну из пластей каждой из которых образуют при отделении от центральной зоны кряжа, в соединении заготовок в полуфабрикаты по граням, образованным радиальными пропилами, и при повороте каждой второй заготовки вокруг продольной оси на 180 градусов при совмещении одноименных концов трапециевидных заготовок.
Недостатком этого способа является высокая трудоемкость изготовления продукции ввиду усложненности технологического процесса и необходимости выполнения большого числа операций при значительном объеме механизированного труда, имеет место снижение выхода продукции за счет потерь древесины при формировании пиломатериалов прямоугольной формы путем удаления периферийных и центральных зон заготовок после склеивания.
Техническая задача, на решение которой направлено предлагаемое изобретение, заключается в повышении производительности труда и упрощении процесса изготовления продукции.
Для решения поставленной технической задачи предлагается способ изготовления радиальных пиломатериалов, при котором перед делением кряжа на секторы его распиливают на две сегментные пластины для последующего деления их на секторы для получения из каждого сектора одной заготовки трапециевидного сечения, при выпиловке трапециевидной заготовки одновременно осуществляют отделение центральной зоны кряжа и сбеговой зоны параллельными тангенциальными пропилами, перпендикулярными к одной из радиальных пластей сектора, а соединение заготовок в полуфабрикаты производят попарно, совмещая их радиальными пластями, не перпендикулярными тангенциальным пропилам.
При реализации заявляемого способа обеспечивается:
раскрой кряжа на две сегментные пластины, что позволяет при радиальном его делении осуществлять более технологичные сквозные пропилы;
одновременное формирование параллельных граней трапециевидных заготовок и изготовление из каждого сектора по одной заготовке, что упрощает процесс производства продукции, облегчает выполнение операций по транспортировке и передаче заготовок к следующему технологическому оборудованию.
При анализе известного уровня техники не выявлено технических решений с совокупностью признаков, соответствующих заявляемому способу изготовления радиальных пиломатериалов, что свидетельствует о наличии в заявляемом способе новизны и изобретательского уровня, соответствующих критериям изобретения.
Способ промышленно реализуем при использовании известного деревообрабатывающего оборудования и может быть использован при производстве радиальных пиломатериалов, применяемых для изготовления высококачественной пилопродукции.
Выполнение операций осуществляется при использовании известных деревообрабатывающих станков и околостаночных механизмов. Предлагаемое соединение двух заготовок в пиломатериал прямоугольного сечения позволяет получить сразу требуемую продукцию, отпадает необходимость в выполнении дополнительных операций по отделению периферийных и центральных зон.
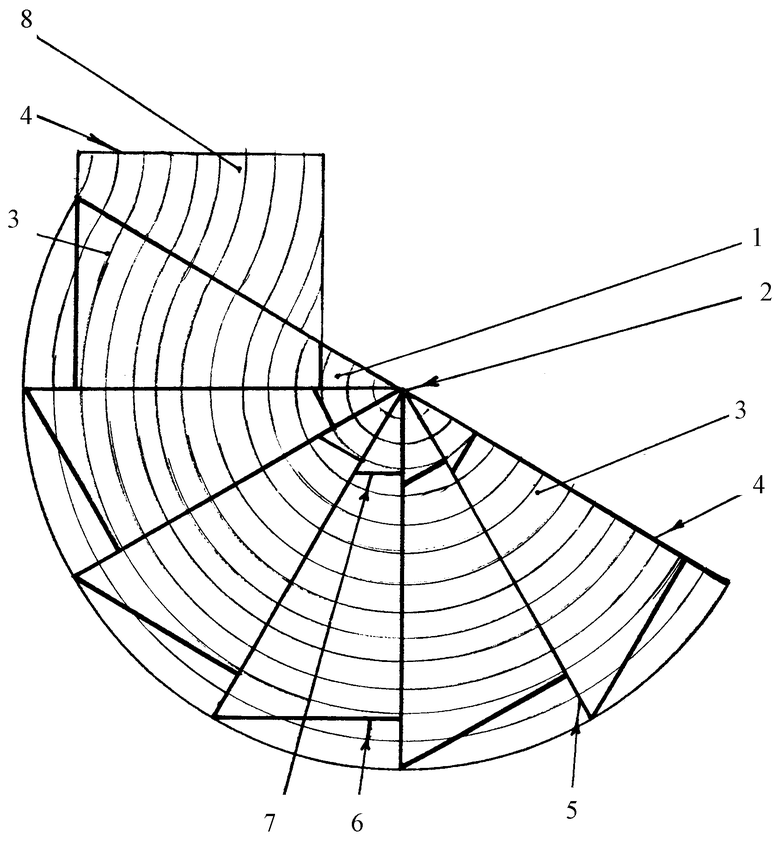
Предлагаемый способ поясняется чертежом, на котором показаны: 1 - сегментная пластина, полученная продольным делением кряжа на две части; 2 - продольная ось пластины (кряжа); 3 - заготовки трапециевидного сечения; 4 и 5 - радиальные пропилы; 6 и 7 - тангенциальные пропилы; 8 - заготовка трапециевидного сечения, которая повернута на 180 градусов вокруг своей продольной оси и совмещена с заготовкой 3 по граням 5 (образованным радиальными пропилами), которые противолежат граням 4, перпендикулярным взаимно параллельным граням, образованным тангенциальными пропилами 6 и 7.
Способ может быть осуществлен с использованием универсального горизонтального ленточнопильного оборудования в сочетании с обрезным круглопильным станком. Кряж делят на две пластины 1. Каждую пластину, поворачивая относительно продольной оси 2, делят на сектора 3 радиальными пропилами 4 (5). Затем из каждого сектора 3 на обрезном двухпильном станке тангенциальными пропилами 6 и 7 выделяют трапециевидные заготовки. Эти заготовки соединяют попарно, разворачивая каждую вторую заготовку вокруг продольной оси на 180 градусов. Полученные пиломатериалы прямоугольного сечения могут сразу использоваться в качестве заготовок оконных и дверных брусьев или распилены на тонкие дощечки (ламели) для производства других клееных пиломатериалов.
Согласно существующей технологии изготовления заготовок для использования их в производстве окон, дверей, мебельных изделий и т.д. эти заготовки перед склеиванием подвергают сушке. Сформированные попарно указанным выше образом заготовки склеивают, например, в ваймах и струбцинах, обеспечивая их фиксацию в горизонтальной и вертикальной плоскостях.
Использование заявляемого способа позволяет значительно упростить процесс производства радиальных пиломатериалов, механизировать трудоемкие операции, повысить выход продукции за счет исключения операции по приданию пиломатериалам прямоугольной формы, что по известным технологическим процессам обеспечивается путем удаления периферийных и центральных зон заготовок после склеивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления радиальных пиленых заготовок | 2018 |
|
RU2692633C1 |
| СПОСОБ ПРОДОЛЬНОГО РАСКРОЯ БРЕВНА ПО СПИРАЛИ АРХИМЕДА И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2664312C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 2002 |
|
RU2194612C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 1999 |
|
RU2159175C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПИЛОПРОДУКЦИИ ИЗ БРЕВЕН | 2008 |
|
RU2374067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ПИЛОВОЧНИКА | 2013 |
|
RU2530997C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОГАНОГО ШПОНА | 2009 |
|
RU2414348C1 |
| СПОСОБ РАСКРОЯ КРЯЖА ЛИСТВЕННЫХ ПОРОД | 1991 |
|
RU2045387C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 2006 |
|
RU2310556C1 |
| Способ распиловки лесоматериалов на однородные пиломатериалы | 2023 |
|
RU2827159C1 |
Изобретение относится к лесной и деревообрабатывающей промышленности. Способ изготовления радиальных пиломатериалов заключается в том, что перед делением кряжа на секторы его распиливают на две сегментные пластины для последующего деления их на секторы, из каждого сектора получают одну заготовку трапециевидного сечения, при выпиловке трапециевидной заготовки из сектора отделение центральной зоны кряжа осуществляют одновременно с отделением сбеговой зоны параллельными тангенциальными пропилами, перпендикулярными к одной из радиальных пластей сектора. Соединение заготовок в полуфабрикаты осуществляют попарно, совмещая их радиальными пластями, не перпендикулярными тангенциальным пропилам. Способ направлен на повышение производительности труда и упрощение процесса производства. 1 ил.
Способ изготовления радиальных пиломатериалов, заключающийся в выполнении радиальных пропилов в кряже, в делении на секторы для распиловки на заготовки трапециевидного сечения, одна из пластей каждой из которых образована при отделении от центральной зоны кряжа, в соединении заготовок в полуфабрикаты по граням, образованным радиальными пропилами при повороте каждой второй заготовки вокруг продольной оси на 180°, и совмещении одноименных концов трапециевидных заготовок, отличающийся тем, что перед делением кряжа на секторы его распиливают на две сегментные пластины для последующего деления их на секторы для получения из каждого сектора одной заготовки трапециевидного сечения, при выпиловке трапециевидной заготовки одновременно осуществляют отделение центральной зоны кряжа и сбеговой зоны параллельными тангенциальными пропилами, перпендикулярными к одной из радиальных пластей сектора, а соединение заготовок в полуфабрикаты производят попарно, совмещая их радиальными пластями, не перпендикулярными тангенциальным пропилам.
| СПОСОБ РАСКРОЯ КРЯЖА ЛИСТВЕННЫХ ПОРОД | 1991 |
|
RU2045387C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 1999 |
|
RU2159175C1 |
| Способ переработки бревен | 1977 |
|
SU628806A3 |
| Способ переработки круглых лесоматериалов | 1976 |
|
SU666075A1 |
| МЕЖОВ И.С | |||
| и др | |||
| Производство радиальных пиломатериалов и заготовок | |||
| - М.: Деревообрабатывающая промышленность, 1966, №3, с.8-10. | |||

