Изобретение относится к деревообрабатывающей промышленности, в частности к производству строганого шпона.
Известен способ изготовления строганого шпона (В.Н.Плахов. «Производство строганого шпона», М.: «Лесная промышленность», 1975, с.11), включающий поперечный раскрой бревен на кряжи, продольный раскрой кряжей на брусья (заготовки), тепловую обработку заготовок для строгания на шпонострогальном станке, окорку заготовок, строгание заготовок на шпон, сушку и сортировку шпона.
Недостатком этого способа является низкий выход радиального шпона, который по своим технологическим показателям (шероховатость, подверженность к растрескиванию, отслаивание поздней древесины годичных слоев и др.) превосходит тангенциальный шпон. Кроме этого, изготовление строганого шпона с использованием данного способа сопровождается переустановкой заготовок, что увеличивает трудозатраты.
Известен способ раскроя бревен или брусьев параллельно образующей, т.е. по сбегу (Алексеев А.Е. «Базирование лесоматериалов в лесопилении», Обзорн. информ. - М.: «ВНИПИЭИлеспром», 1990, с.4…5 - (Деревообработка; Вып.3)).
Однако способ известен и применяется только для раскроя бревен или брусьев на пиломатериалы. При этом отмечается, что при раскрое бревна или бруса параллельно образующим выход пиломатериалов увеличивается на 1,5…2%.
Техническая задача, на решение которой направлено изобретение, заключается в увеличении объемного выхода радиального строганого шпона и снижении отходов, а также снижение трудозатрат за счет исключения необходимости переустановки заготовок.
Указанная задача решается тем, что в способе изготовления строганого шпона, включающем поперечный раскрой бревен на кряжи, продольный раскрой кряжей на брусья (заготовки), тепловую обработку заготовок для строгания на шпонострогальном станке, окорку заготовок, строгание заготовок на шпон, сушку и сортировку шпона, согласно изобретению при раскрое кряжа на брусья для строгания плоскости первых двух наружных противоположных пропилов ориентируют параллельно между собой и оси бревна, а последующие плоскости пропилов ориентируют параллельно образующей поверхности бревна, при этом плоскости наружного и внутреннего пропилов каждого бруса попарно параллельны между собой и перпендикулярны к плоскостям двух первых пропилов.
Предложенная совокупность признаков обеспечивает объекту (способу) новые свойства: использование сбеговой зоны кряжа способствует увеличению объемного выхода строганого радиального шпона, поскольку годовые слои в получаемой заготовке (брусе) расположены параллельно ее боковым плоскостям, раскрой кряжа с получением двух параллельных плоскостей заготовки (бруса) для строгания позволяет предварительно сформировать технологические базы, обеспечивающие возможность ее переработки в строганый шпон за одну установку на станке. Кроме того, ориентация пропилов по сбегу позволяет уменьшить количество отходов в виде горбылей параболической зоны кряжа.
Сущность изобретения поясняется чертежом, на котором представлена схема технологического процесса изготовления радиального строганного шпона.
Способ включает: доставку и сортировку бревен по диаметрам 1; поперечный раскрой бревен на кряжи 2; формирование первых двух наружных противоположных пропилов 3, сориентированных параллельно между собой и оси кряжа; переворот опиленного кряжа на 90° и формирование последующих пропилов параллельно образующей поверхности кряжа и перпендикулярно к плоскостям первых двух пропилов 4, при этом вырезается сердцевидная клинообразная доска 5, отделяемая в перерабатываемые отходы; тепловую обработку заготовок для строгания 6, строгание заготовок на шпон 7, сушку 8 и сортировку шпона 9.
Способ осуществляют следующим образом.
После сортировки и поперечного раскроя бревен на кряжи по известному способу кряж поступает, например, на стол однопильного ленточно-пильного станка Wood-Mizer, где поочередно выполняют продольные пропилы, из которых два наружных пропила выполняют параллельно между собой и оси кряжа, затем выполняют переворот опиленного кряжа на 90° и последующие пропилы осуществляют параллельно образующей кряжа (по сбегу от вершинного диаметра кряжа к комлевому), выпиливая заготовки (брусья) для строгания шпона, при этом плоскости наружного и внутреннего пропилов каждой заготовки (бруса) ориентируют попарно параллельно между собой и перпендикулярно к плоскостям двух первых пропилов.
Полученные из кряжа заготовки (брусья) укладывают в штабель и направляют в автоклав для тепловой обработки. Далее заготовки (брусья) для строгания, прошедшие тепловую обработку, перерабатывают на строганый шпон по известной технологии.
Использование заявляемого способа позволяет повысить выход радиального строганого шпона за счет использования сбеговой зоны кряжа при его раскрое на заготовки для строгания, в которых годовые слои расположены параллельно боковым плоскостям заготовки, снизить количество отходов и величину трудозатрат при строгании заготовок на шпон.
Заявленный способ актуален также тем, что стоимость радиального строганого шпона превышает стоимость тангенциального строганого шпона, в среднем на 20…30%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 2006 |
|
RU2310556C1 |
| СПОСОБ РАСПИЛОВКИ БРЕВЕН | 2006 |
|
RU2329137C2 |
| СПОСОБ РАСКРОЯ БРЕВЕН | 2012 |
|
RU2524187C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 2002 |
|
RU2194612C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 1999 |
|
RU2159175C1 |
| Способ получения клееных пиломатериалов | 1990 |
|
SU1794007A3 |
| СПОСОБ ПРОДОЛЬНОГО РАСКРОЯ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ | 2012 |
|
RU2492042C1 |
| Способ распиловки лесоматериалов на однородные пиломатериалы | 2023 |
|
RU2827159C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ПИЛОВОЧНИКА | 2013 |
|
RU2530997C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ПИЛОВОЧНИКА БОЛЬШИХ И КРУПНЫХ РАЗМЕРОВ | 2014 |
|
RU2592102C1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к производству строганого шпона. Способ позволяет увеличить объемный выход радиального строганого шпона, снизить отходы, а также трудозатраты за счет исключения необходимости переустановки заготовок. Способ изготовления строганого шпона включает поперечный раскрой бревен на кряжи, продольный раскрой кряжей на брусья - заготовки, тепловую обработку заготовок для строгания на шпонострогальном станке, окорку заготовок, строгание заготовок на шпон, сушку и сортировку шпона. При раскрое кряжа на брусья для строгания плоскости первых двух наружных противоположных пропилов ориентируют параллельно между собой и оси кряжа. Последующие плоскости пропилов ориентируют параллельно образующей поверхности кряжа. Плоскости наружного и внутреннего пропилов каждого бруса ориентируют попарно параллельно между собой и перпендикулярно к плоскостям двух первых пропилов. 1 ил.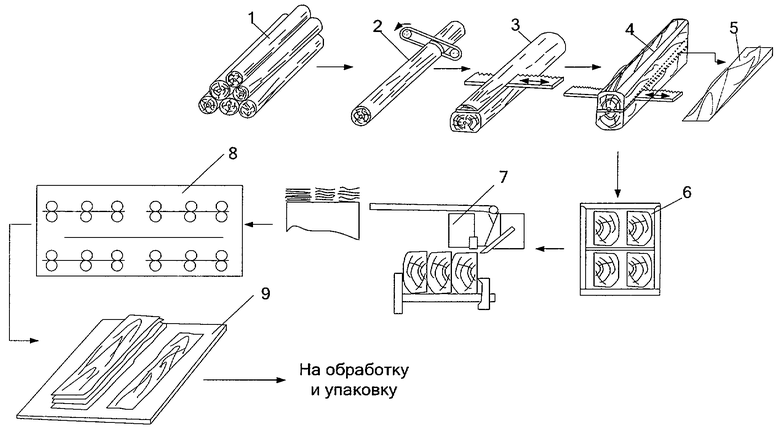
Способ изготовления строганого шпона, включающий поперечный раскрой бревен на кряжи, продольный раскрой кряжей на брусья - заготовки, тепловую обработку заготовок для строгания на шпонострогальном станке, окорку заготовок, строгание заготовок на шпон, сушку и сортировку шпона, отличающийся тем, что при раскрое кряжа на брусья для строгания плоскости первых двух наружных противоположных пропилов ориентируют параллельно между собой и оси кряжа, а последующие плоскости пропилов ориентируют параллельно образующей поверхности кряжа, при этом плоскости наружного и внутреннего пропилов каждого бруса ориентируют попарно параллельно между собой и перпендикулярно к плоскостям двух первых пропилов.
| JP 1055203 А, 02.03.1989 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПОНА | 2005 |
|
RU2361730C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОГАНОГО ШПОНА И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2090358C1 |
| Устройство для съема и укладки строганого шпона | 1984 |
|
SU1253796A1 |

