В настоящее время в затяжной группе операций пошива обуви существует операция перетяжки висков обуви, причем обычно установлен следующий порядок операций.
До затяжных операций производится вставка жесткого задника в заготовку и подготовка подноска (обычно намазка гранитолевого подноска стабилином).
Параллельно к колодке прибивается стелька, и затем заготовка поступает на затяжные операции, в которые входят обтяжка носка, перетяжка висков и собственно затяжка.
Первые две операции - обтяжка и перетяжка или оправка висков являются центрирующими операциями, т. е. обеспечивают правильное расположение заготовки на колодке, а третья операция - затяжка осуществляет скрепление заготовки со стелькой.
Обтяжка носка производится на обтяжных машинах, которые при помощи трех клещей устанавливают носочную часть заготовки по колодке и фиксируют эту установку одновременной забивкой пяти гвоздей в носке.
Затем следует ручная операция оправки висков. Ее назначение состоит в
том, чтобы обеспечить правильное расположение задней части заготовки по колодке. Сюда входит правильная установка заднего ремня, установка по высоте задников, фиксация и прижим к колодке жесткого задника, расправление складок и загибов подкладки, причем все это делается вручную при помощи специальных сапожных клещей, и после всего этого также вручную, при помощи тех же клещей, используемых в качестве молотка, производится забивка 3-5 тексов для фиксации уже достигнутой установки в пяточной части ботинка.
После обтяжки и оправки висков производится собственно затяжка.
Существующий порядок производства затяжных операций и выполнение оправки висков вручную имеет, однако, следующие недостатки.
Оправка висков является ручной трудоемкой операцией, требует высокой квалификации и, следовательно, дорого оплачивается.
Первоначальная установка носочной части на обтяжке, при неодинаковой тягучести материала или неправильно собранной заготовке, затрудняет правильную установку заднего ремня и
;i ecTKoro задника и приводит к плохому качеству, перекосам заготовки, очень трудно устраняемым на ручной перетяжке висков.
При ручной работе не удается достигнуть достаточного натяжения для обеспечения плотного прижима жесткого формованного задника к колодке, и поэтому при околачнвании может иметь место деформация жесткого задника и отставание каблука. Кроме того, получаются неправильности в,забивке текса и образование морщин, получающихся при расправлении заготовки на колодке рукоятью клещей.
Устранение вышеуказанных недостатков, являющееся целью настоящего изобретения, достигается путем механизации операции оправки или так называемой перетяжки висков и некоторого изменения технологического процесса этой операции, первой из центрирующих операций перед обтяжкой носочной части.
Так как при этом заготовка еще не скреплена с колодкой, то можно полностью обеспечить точное положение заднего ремня, жесткого задника и других элементов задней части заготовки.
Одновременно пневматический зажим обеспечивает хорощее прижатие жесткого задника к колодке и, следовательно, хорошее формование заготовки по колодке.
После прикрепления задней части следа заготовки к стельке 3-5 тексами начинаются операции обтяжки и затяжки заготовки.
При этом, поскольку носочная часть имеет при таком способе больший диапазон перемещения при закрепленной пяточной части, чем пяточная часть при существующем методе первоначального закрепления носочной части, то на обтяжной машине, снабженной специальными педалями для устранения перекосов, гораздо легче полностью обеспечить правильную установку носочной части.
Таким образом, после обтяжки при помощи предлагаемого приспособления полуфабрикат поступает на собственно затяжную операцию, н в дальнейшем выполняется технологический
процесс пошива обуви уже без изменений.
Согласно изобретению, это достигается применением в машине «Мультиплекс подпружиненной стойки, снабженной штуцером для надевания колодки с заготовкой и получающей продольное перемещение от кулачного привода с целью забивки текса в обжимаемые виски. При этом для возможности отклонения штуцера, с целью забивки текса в различных частях заготовки, стойка эта выполнена на шаровом шарнире, а для затяжки висков до фиксирования их тексом применен пневматический обжим.
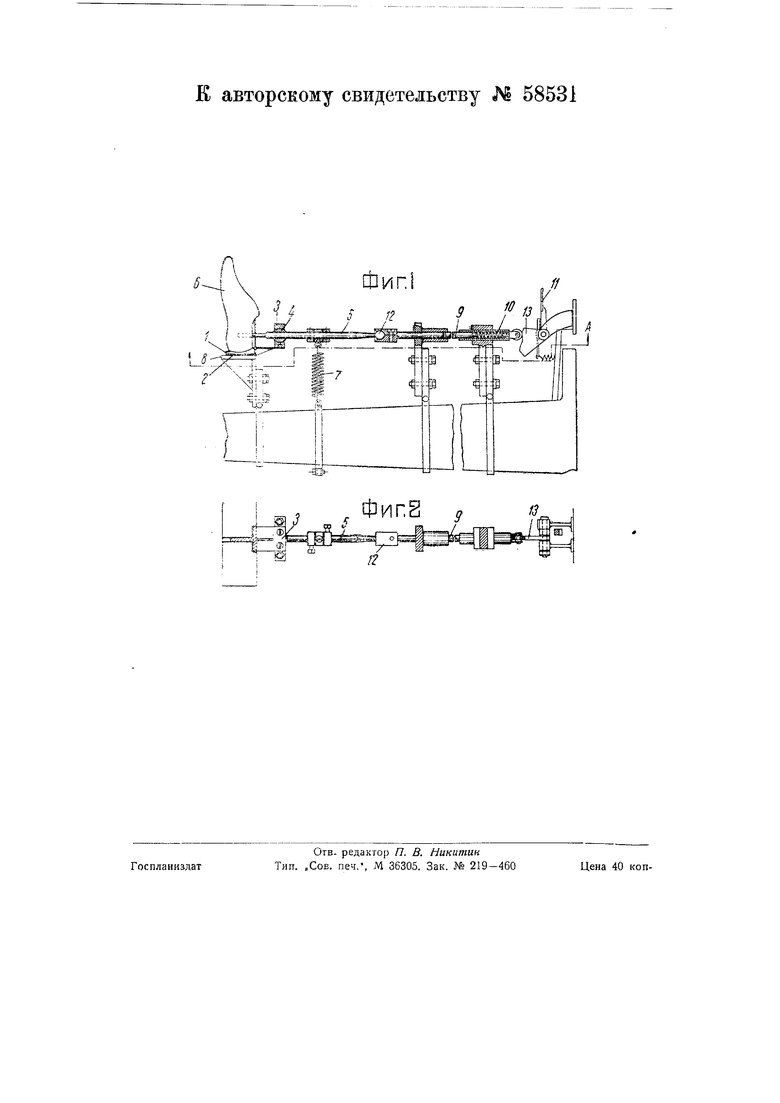
На чертеже на фиг. 1 показан продольный разрез такого приспособления и на фиг. 2 - вид его сбоку.
Приспособление прикрепляется к станине простилочной машины типа «My льтип леке.
Рабочая часть приспособления состоит из подковообразного хомута , внутри которого находится резиновая камера 2, соединенная с компрессором. С этим хомутом 1 соединена жестко пластина 3, которая вместе с деталью 4 образует шаровой шарнир, связанный со стойкой 5 штуцера для колодки 6.
Шаровой шарнир обеспечивает свободу перемещения штуцера по отношению 1К подковообразной колодкехомуту 1, в связи с изменением размеров пяточной части колодки с заготовкой по ростам и для обеспечения сво:боды надевания и снятия полуфабриката на штуцер.
Прзжина 7 фиксирует всегда рабочий узел, состоящий из пневматического обжима 1-2 н колодки 6 со штуцером у упора 8.
Стойка 5 штуцера и пневматический обжим -2 при помощи шарового шарнира 12 связаны с тягой 9, опирающейся на пружину-амортизатор 10.
Педаль 11 расположена над педалью включения машины «Мультиплекс.
Действие приспособления происходит следующим образом.
Перетяжчик снимает с конвейера полупару и, проверив правильность расположения пяточной части заготовки
по отношению к колодке, надевает ее на штуцер следом кверху.
Надевание на штуцер производится легко, без всяких смешений заготовки по колодке, так как в этот момент пневматическая камера 2 не находится под давлением и между ней и заготовкой имеется большой зазор.
Легкости надевания на штуцер помогает также шаровой шарнир 3, 4.
Затем рабочий коленной вилкой включает компрессор, и сжатый воздух поступает в камеру 2 под давлением в 3-4 атм., вследствие чего за- . полняется зазор между ней и заготов- ,; кой, и заготовка вместе с жестким i задником плотно прижимается к ко- лодке 6. Благодаря пневматическому обжиму осупдествляется хорошее формование пяточной части по колодке для любого размера обуви.
После бокового обжатия пневматическим обжимом 1-2 затяжная кромка заготовки еще расположена почти в вертикальной плоскости и, следовательно, колодка со стелькой находится на уровне верхней грани стенок обжима.i
Нажимом на педаль 11 рабочий при- ; подымает при помощи кулака 13 си- ; стему 10, 9, 4, 5, 12, 3, 6 кверху до упора на головке машины «Мультиплекс (па чертеже не показано). Упор этот на машине должен быть видоизменен по сравнению с существующим и заменен упором, аналогичным заднему упору затяжной машины и не закрывающим снизу тексоносителя.
При дальнейшем нажиме на недаль 11 отжимается книзу самая педаль включения машины «Мультиплекс, благодаря чему последняя включается.
Патрон-тексоноситель приглаживает и гфипрессовывает затяжную кромку и укладывает ее в горизонтальное положение, после чего автоматически забивается текс.
Затем слегка отпускают педаль и, сохраняя пневматическую камеру 2 под давлением, поворачивают все устройство 1, 6, 3, 4 вокруг оси примерно на 90° в одну и в другую сторону и закрепляют затяжную кромку пяточной части еще двумя тексами (з крыльях жесткого задника). Этим центрирование задней части, т. е. операция оправки висков заканчивается, рабочий отпускает педаль И, выключает давление в пневматическом обжиме и снимает со штуцера обработанную но лупару.
Предмет изобретения.
1.Приспособление для оправки висков обуви к машине «Мультиплекс, отличающееся применением подпружиненной стойки, снабженной штуцером для надевания колодки с заготовкой и получающей продольное псремен1,ение от кулачного привода с целью забивки текса в обжимаемые виски.
2.Форма выполнения приспособления по п. 1, отличающаяся тем, что для возможностк отклонен я штуцера, с целью забивки текса в различных частях заготовки, стойка выполнена составной на шаровом шарнире.
3.Форма выполнения приспособления по пп. 1 и 2, о т л и ч а ю щ а я с я тем, что, с целью затяжки висков до фиксирования тексом. применен пневматический обжим.
N 4
/ Л ж
1-
Шип
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| Машина для шнуровой затяжки заготовки верха обуви на колодке | 1983 |
|
SU1158155A1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАДНИКА ЗАГОТОВКИ ВЕРХА ОБУВИ | 1989 |
|
RU2014791C1 |
| Затяжная машина | 1970 |
|
SU469278A1 |
| Способ изготовления обуви строчечно-клеевого метода крепления | 1987 |
|
SU1517926A1 |
| Супинатор | 1940 |
|
SU60025A1 |
| Способ изготовления обуви и колодка для изготовления узла низа обуви | 1985 |
|
SU1431723A1 |
| Задник для рантового способа крепления низа обуви | 1956 |
|
SU105060A1 |
| Способ изготовления обуви | 1990 |
|
SU1757597A1 |
| Машина для обтяжки геленочной части заготовки верха обуви | 1985 |
|
SU1429925A3 |
Фиг,2
