Изобретение относится к нефтегазодобывающей промышленности, к производству и применению перфораторов для восстановления малодебитных скважин.
Известно применение облицовок для кумулятивных зарядов (КЗ) из порошковых материалов и сравнение их эффективности со штампованными медными облицовками [1]. Использование медных штампованных облицовок приводит к частичному или полному закупориванию от 20 до 40% от общего числа пробиваемых каналов пестами, представляющими монолитную часть из их обжатой медной облицовки.
Наиболее близким к предлагаемому способу является способ изготовления усиленного вольфрамом патрона для кумулятивного заряда, заключающийся в приготовлении смеси из порошков, смешении и прессовании. Смесь содержит порошковый вольфрам с порошковым металлическим связующим и технологическую смазку в виде порошкового графита [2]. К недостаткам можно отнести недостаточную плотность облицовки.
Задачей, на решение которой направлено предлагаемое изобретение, является увеличение плотности облицовки КЗ при сохранении прессуемости композиционного состава.
Использование изобретения позволит получить следующий технический результат: плотность облицовки КЗ повышена до 9,88 кг/см3.
Для решения поставленной задачи, в известном способе изготовления облицовок КЗ, заключающемся в приготовлении смеси из порошков, включающей вольфрам, металлическое связующее и смазку, предлагается смешение порошков производить с дополнительными измельчением и активацией поверхности частиц в шаровой мельнице (ШМ) со стальными шарами. Массу шаров предлагается взять превышающей массу смеси порошков примерно в 30 раз, а смешение порошков осуществлять в течение не менее 4 ч, при этом прессование производить при удельном давлении, превышающем 500 МПа/см2. В качестве технологической смазки предлагается ввести дисульфид молибдена, а прессование проводить с подогревом до температуры плавления связующего.
Выбранная смесь порошковых материалов обрабатывается стальными шарами в шаровой мельнице не только для перемешивания компонентов, но и для их дополнительного измельчения и активации поверхности частиц с одновременным внедрением более твердого материала (вольфрама) в мягкие частицы меди и олова, и обволакиванием полученных конгломератов смазывающим материалом (MoS2).
Применение стальных шаров с массой, существенно превышающей массу смеси (в ~30 и более раз, что подтверждено опытным путем), обеспечивает дополнительное измельчение частиц и активацию их поверхности. Производя прессование при давлении не менее 500 МПа/см2,обеспечивается максимальная плотность облицовки. Применение в качестве технологической смазки дисульфида молибдена дает возможность повысить плотность смеси за счет высокой плотности (по сравнению с графитом) дисульфида молибдена.
Производя смешивание в течение не менее 4 ч, достигается наилучшая однородность перемешивания смеси и механическая активация поверхности частиц смеси порошков.
Производя подогрев при прессовании до температуры плавления связующего, плотность облицовки повышается на ~5% за счет изменения структуры смеси.
Реализация способа изготовления облицовок для кумулятивных зарядов была проведена на смеси порошков вольфрама, меди, олова либо графита, либо дисульфида молибдена.
Стабильность основных размеров поясняется таблицей, ниже приведены среднеквадратические отклонения плотности облицовки.
Облицовки изготовлены из композиционных составов с содержанием, вес.%:
W 45
Сu 43
Sn 10
С 2
и
W 44
Сu 44
Sn 10
МоS2 2
Порошки W марки ПВТ ТУ 48-19-72-92 имели размеры <40 мкм, 50% частиц имели размер <13,4 мкм, порошок Сu марки ПМС-1 ГОСТ 4960-75 имели размеры от 10 до 100 мкм, 50% частиц меди имели размер ≤36,2 мкм.
Для порошка олова (Sn) величина размера частиц колебалась от 2 до 80 мкм, 50% частиц были размером <8,3 мкм и, наконец, графит марки П ГОСТ 8295 - 73,50% частиц были размером <60 мкм, а 50% частиц дисульфида молибдена марки ДМ-1 по ТУ 48-19.133-90 имела размер <7,3 мкм.
Смесь порошков весом 400 г перемешивалась в ШМ с массой стальных шаров 12,7 кг, в объеме ШМ 5,7 л, число оборотов - 75 об/мин, время перемешивания - ≥4 ч. После выгрузки готовой смеси из ШМ навеска массой 25 г засыпалась в пресс-форму, которая ставилась на пресс либо холодной (t≈20°С), либо подогретой до 240°С (время выхода на режим 240°С - 40 мин), и усилием от 50 до 100 т производилось прессование облицовки. После остывания или сразу же после прессования производилась разборка пресс-инструмента и выпрессовка облицовки из матрицы пресс-формы.
Далее деталь взвешивалась, определялись гидростатическим способом ее плотность и разнотолщинность в трех сечениях облицовки. В таблице приведены результаты измерения 10 облицовок.
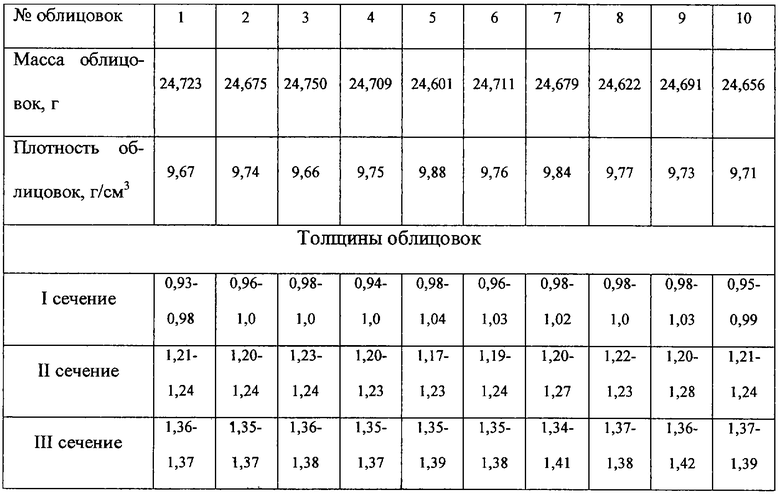
Облицовки как внутри, так и снаружи имеют зеркальную поверхность, отвечающую чистоте обработанной поверхности матрицы и пуансона. Плотность облицовки колеблется в пределах среднеквадратического отклонения S=0,067 г/см3, толщина облицовок колеблется: в первом сечении от 0,02 до 0,06 мм (среднее значение 0,044 мм), во втором от 0,01 до 0,08 мм (среднее значение - 0,041 мм), в третьем сечении от 0,01 до 0,07 мм (среднее значение 0,029 мм).
Способ изготовления облицовок для кумулятивных зарядов реализуется в инструменте, схема которого приведена на чертеже.
Изготовление облицовки начинается с установки пресс-инструмента на поверхность А, затем, отвернув винты (8), снимаются поддон (6) с вкладышем (4). Через отверстие Б заполняется объем между матрицей и пуансоном предварительно взвешенной смесью порошков.
После засыпки материала облицовки отверстие Б закрывается вкладышем (4), устанавливается поддон (6) и пресс-форма переворачивается, устанавливается на поверхность В. Вынимается вкладыш (7) и легким вращением пуансона смесь разравнивается и устанавливается либо на пресс (холодное прессование), либо в печку (горячее прессование), а затем на пресс.
Выбранным усилием F материал облицовки спрессовывается с выдержкой под давлением около 2 мин. Затем инструмент снимается с пресса, устанавливается на поддон. Отвернув винт (9), снимается обойма (5) и съемником вынимается пуансон (3), пресс-форма переворачивается, снимается поддон (6) и съемником снимается вкладыш (4). Пуансон ставится на ручной пресс и небольшим усилием цилиндрическим вкладышем через отверстие Б выпрессовывается готовая облицовка.
Описанная технология изготовления облицовок позволила произвести около 100 качественных облицовок массой от 25 до 46 г как с составом, в котором в качестве смазки использовался графит марки П ГОСТ 8295-73, так и со смазкой в виде дисульфида молибдена (МоS2) марки ДМ-1 по ТУ 48-19.133-90.
Таким образом, представленный выше материал убедительно свидетельствует о высокотехнологичном способе изготовления облицовок для кумулятивных зарядов, которые можно отнести к элементам конструкции КЗ повышенной точности.
Облицовки прессуются с нужными размерами и используются без какой-либо доработки в КЗ. Отсутствие описания технологии изготовления облицовок для КЗ, используемых в нефтегазовой промышленности, свидетельствует о новизне заявляемого способа изготовления облицовок КЗ.
Источники информации
1. Т.А.Епифанова, Л.И.Державец, Г.Г.Сердюк. Применение порошкового материала для перфорации нефтяных и газовых скважин. Порошковая металлургия, 1990, №4, с.95-98.
2. Дж.В.Риз, Т.Л.Слэгл, Н.А.Матвеева, С.В.Дудушкин. Усиление вольфрамом патрона для кумулятивных зарядов. Заявка на изобретение RU №96112764 с приоритетом от 30.06.95 г., Вестерн Атлас Интернешнл, Инк. (США), опуб. 10.09.98.
| название | год | авторы | номер документа |
|---|---|---|---|
| КУМУЛЯТИВНЫЙ ЗАРЯД ПЕРФОРАТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2315857C2 |
| КУМУЛЯТИВНЫЙ ЗАРЯД С БИМЕТАЛЛИЧЕСКОЙ ОБЛИЦОВКОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2151362C1 |
| Состав смеси для изготовления наружной облицовки кумулятивных зарядов | 2022 |
|
RU2817239C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЛИЦОВКИ ДЛЯ КУМУЛЯТИВНОГО ЗАРЯДА ИЗ КОМПОЗИЦИОННОГО ПСЕВДОСПЛАВА Mo-Cu | 2006 |
|
RU2337308C2 |
| ОБЛИЦОВКА ДЛЯ КУМУЛЯТИВНОГО ЗАРЯДА | 2006 |
|
RU2337307C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО АНТИФРИКЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2542039C1 |
| ОБЛИЦОВКА КУМУЛЯТИВНОГО ЗАРЯДА | 2002 |
|
RU2258195C1 |
| Способ изготовления кумулятивной облицовки заряда перфоратора | 1990 |
|
SU1789320A1 |
| Способ изготовления облицовки кумулятивного заряда | 2021 |
|
RU2771470C1 |
| КУМУЛЯТИВНЫЙ ЗАРЯД, ОБЛИЦОВКА КУМУЛЯТИВНОГО ЗАРЯДА (ВАРИАНТЫ) И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2001 |
|
RU2253831C2 |
Изобретение относится к кумулятивным зарядам, в частности, к способам их изготовления. Сущность изобретения заключается в том, что приготавливают смесь из порошков, включающую вольфрам, металлическое связующее и смазку. Смешивание порошков производят с дополнительным измельчением и активацией поверхности частиц в шаровой мельнице со стальными шарами массой, превышающей массу смеси порошков примерно в 30 и более раз в течение времени не менее 4 ч. Прессование производят с удельным давлением, превышающим 500 МПа/см2. Реализация изобретения позволяет увеличить плотность облицовки кумулятивного заряда при сохранении прессуемости композиционного состава. 2 з.п. ф-лы, 1 ил., 1 табл.

| КУМУЛЯТИВНЫЙ ЗАРЯД С БИМЕТАЛЛИЧЕСКОЙ ОБЛИЦОВКОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2151362C1 |
| СПОСОБ ЛЕЧЕНИЯ ОНКОЛОГИЧЕСКИХ ЗАБОЛЕВАНИЙ | 2004 |
|
RU2271831C1 |
| US 4766813, 30.08.1988 | |||
| ОБНАРУЖЕНИЕ МЕСТОПОЛОЖЕНИЙ ГРАНИЦ ПЛАСТА НА ОСНОВАНИИ ИЗМЕРЕНИЙ НА НЕСКОЛЬКИХ ГЛУБИНАХ РАЗМЕЩЕНИЯ ИНСТРУМЕНТА В СТВОЛЕ СКВАЖИНЫ | 2013 |
|
RU2599648C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ ЭЛЕКТРОРАДИОИЗДЕЛИЙ | 2012 |
|
RU2516549C2 |

