Изобретение относится к строительной индустрии, а именно к устройствам для формования изделий из бетонных смесей.
Известны устройства для формования изделий из бетонных смесей, содержащие пуансон, матрицу, вибростол с поддоном, смонтированные на станине с возможностью взаимного перемещения (см. АС СССР №10004097, В 28 В 1/08, БИ 10-83; АС 1269997, В 28 В 1/08, БИ 42-86; патент РФ №2038210, В 28 В 5/04, БИ 18-95).
Однако при применении таких устройств получается продукция недостаточно высокого качества.
Наиболее близким к предлагаемому устройству является устройство для прессования изделий из строительных смесей по патенту РФ №2112643, В 28 В 3/04; 1/08, БИ №16-98.
Установка содержит подвижную раму с дебалансными вибраторами, установленную посредством упругих опор на станине. Направляющие колонны расположены на станине и вверху соединены поперечиной. Подвижные пуансон и матрица соосны друг другу. Цилиндр перемещения пуансона расположен на верхней поперечине, а привод перемещения матрицы закреплен на станине. Матрица через сменный поддон контактирует с рамой.
К недостаткам известного устройства можно отнести недостаточную плотность укладки смеси, шум и вибрации станины вследствие наличия дополнительных связей (привод перемещения матрицы).
Задачей, на решение которой направлено предлагаемое изобретение, является повышение качества формуемых изделий (повышение их прочности и товарного вида) и уменьшение вибраций, передаваемых на станину при работе.
Поставленная задача решается тем, что в устройстве для прессования изделий из строительных смесей, включающем неподвижную станину, подвижный стол с вибраторами, направляющие колонны, охватывающую обоймами направляющие колонны траверсу с пуансоном и размещенную под ним замкнутую по периметру бездонную матрицу, закрепленную на кронштейнах и контактирующую через поддон с поверхностью стола, цилиндры вертикальных перемещений матрицы и пуансона, станина снабжена неподвижными опорами стола и упругими, снабженными направляющими втулками виброизолирующими опорами колонн, расположенными в верхней части станины, а колонны, имеющие сверху упоры, своей нижней частью неподвижно закреплены на кронштейнах матрицы, кроме того, матрица и пуансон связаны непосредственно со столом цилиндрами вертикальных перемещений, установленными на столе.
Связи цилиндров вертикальных перемещений с пуансоном могут быть выполнены упругими, также и пуансон соединен с траверсой посредством упругих элементов.
Заявляемая конструкция отличается от ближайшего аналога тем, что колонны неподвижно закреплены на кронштейнах матрицы, а цилиндры вертикального перемещения матрицы и пуансона - на столе. Кроме того, колонны снабжены упорами и имеют возможность перемещаться относительно втулок виброизолирующих опор, которые расположены в верхней части станины.
В предлагаемом устройстве для повышения прочности и улучшения товарного вида формуемых изделий за счет исключения отрыва от их поверхностей пуансона и поддона последний прижат к матрице постоянным усилием, а стол, поддон, матрица и пуансон при вибрационных воздействиях колеблются синхронно. Предлагаемое устройство позволяет повысить плотность укладки смеси и улучшить качество формуемых изделий.
Конструкция исключает передачу вибраций на станину в процессе работы.
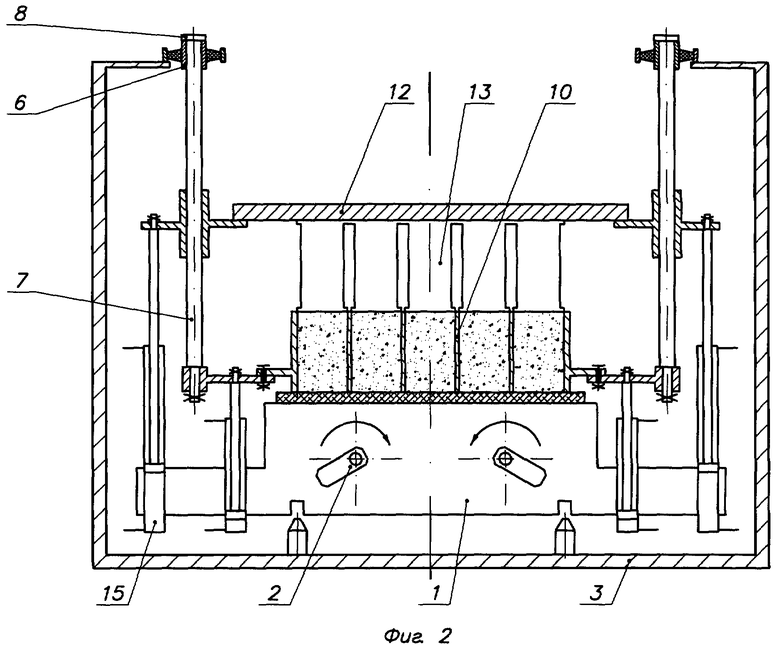
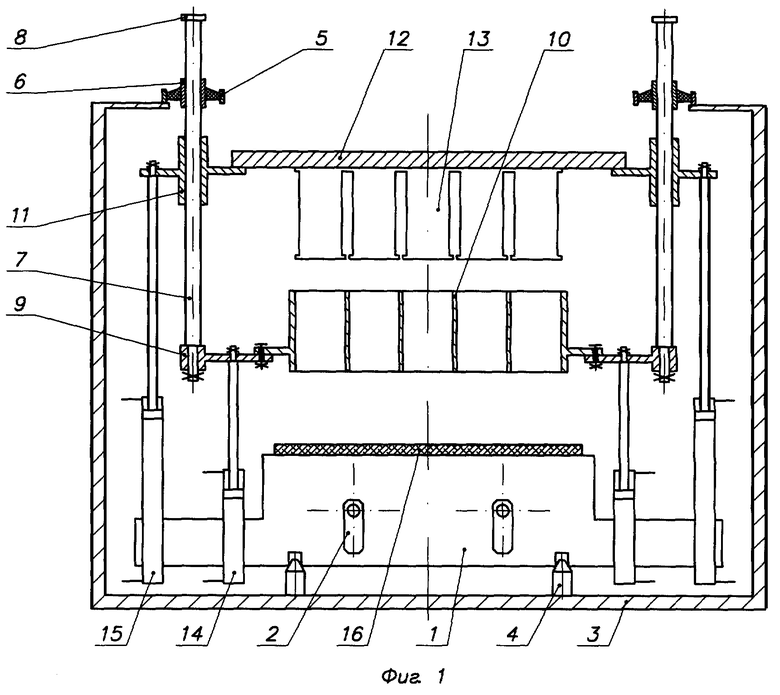
Сущность изобретения иллюстрируется чертежом, где на фиг.1 схематически изображено предлагаемое устройство в положении смены поддонов, а на фиг.2 - в положении формования при приложении вибрационных воздействий.
Устройство для формования изделий включает подвижный стол 1, снабженный возбудителями колебаний в виде дебалансных валов 2. Стол 1 смонтирован на неподвижной станине 3 и опирается на неподвижные центрирующие опоры 4. Опоры 4 представляют собой регулируемые по высоте конические пальцы, расположенные в нижней части станины под соответствующими отверстиями стола 1.
В верхней части станины 3 расположены центрирующие упругие виброизолирующие опоры 5, выполненные в виде резиновых дисков с направляющими втулками 6, внутри которых могут перемещаться колонны 7. В верхней части колонн 7 имеются упоры 8.
Четыре колонны 7 установлены неподвижно на кронштейнах 9, с которыми жестко связана замкнутая по периметру бездонная матрица 10.
Каждую колонну 7 охватывает направляющая обойма 11, расположенная по периферии траверсы 12, на которой закреплен сменный пуансон 13. Таким образом, пуансон 13 и расположенная под ним матрица 10 взаимно центрируются посредством колонн 7.
Возможно конструктивное выполнение устройства, в котором пуансон 13 соединен с траверсой 12 через упругие амортизаторы.
На вибростоле 1 закреплены два гидроцилиндра 14 вертикального перемещения матрицы 10 и два гидроцилиндра 15 вертикального перемещения пуансона 13.
На штоках гидроцилиндров 14 закреплены кронштейны 9 матрицы 10, а на штоках гидроцилиндров 15 закреплена траверса 12 пуансона 13.
Возможно соединение штоков гидроцилиндров 15 с траверсой 12 через упругие амортизаторы.
Сменная матрица 10 контактирует с поверхностью стола 1 через сменный поддон 16.
Оси вертикальных гидроцилиндров 14 и 15 параллельны.
Таким образом, стол 1, поддон 16, матрица 10, траверса 12 с пуансоном 13 объединены колоннами 7 и цилиндрами 14,15 в единую систему.
Система может опираться либо столом 1 на неподвижные опоры 4 станины 3 в положении смены поддонов 16 (при выдвинутых штоках цилиндров 14 вертикального перемещения матрицы 10), либо на упругие виброизолирующие опоры 5 упорами 8 колонн 7, если штоки цилиндров 14 втянуты и стол 1 подтянут через поддон 16 к матрице 10 (в положении загрузки смеси в матрицу при поднятом пуансоне 13 и во время формирования изделия при опущенном на смесь пуансоне 13).
Устройство работает следующим образом.
Поддон 16 устанавливается на стол 1 и в штоковые полости гидроцилиндров 14 подается давление, которое поддерживается в течение всего цикла загрузки смеси в матрицу 10 и формования изделия при воздействии вибрации и пригруза пуансона.
Под воздействием давления в штоковых полостях цилиндров 14 матрица 10 опускается вместе с закрепленными на ее кронштейнах колоннами 7 до упора колонн 7 упорами 8 в центрирующие втулки 6 виброизолирующих опор 5, после чего колонны 7 останавливаются, поднимается стол 1 (за счет втягивания штоков в гидроцилиндры 14) с поддоном 16 до упора в нижний обрез матрицы 10 и остается в этом положении.
Пуансон 13 находится в верхнем положении и в матрицу 10 загружается смесь.
В этом положении частей устройства возможно кратковременное включение вращения дебалансных валов 2 с целью предварительной укладки смеси и досыпки ее в матрицу 10.
После загрузки смеси опускают пуансон 13, включается вращение валов 3 и происходит укладка смеси в матрице 10 под воздействием вибрации и пригруза пуансоном 13, регулируемого величиной перепада давления в штоковой и поршневой полостях цилиндров 15.
При достижении требуемой высоты изделия, определяемой по величине опускания пуансона 13 в матрицу 10, отключают вращение дебалансных валов 2.
После остановки дебалансных валов 2 подают давление в поршневые полости цилиндров 14, в результате чего стол 1 с поддоном 16, изделием и пуансоном 13 перемещаются вниз до момента установки стола 1 на неподвижные опоры 4 станины 3. После чего начинается движение вверх матрицы 10 с закрепленными на ней колоннами 7 до момента выпрессовки изделия из матрицы. Опорные поверхности колонн 7 отходят от втулок 6 упругих опор 5.
Поднимают траверсу 12 с пуансоном 13 и снимают со стола 1 поддон 16 с отформованным изделием.
Т.о., колебания стола 1, пуансона 13 и матрицы 10 с поддоном 16 происходят синхронно, а это дает качественную без трещин укладку смеси за счет отсутствия отрыва друг от друга колеблющихся частей.
Вследствие того, что масса колеблющихся частей изменяется незначительно при изменении массы формуемых изделий, параметры вибрации меняются также незначительно, поэтому устройство не требует дополнительных поднастроек при переходе на другой вид изделия.
Пониженный в сравнении с прототипом и аналогами шум при формовании изделий достигается за счет того, что вибрирующие части устройства контактируют со станиной только через виброизолирующие элементы упругих опор.
Изобретение относится к области изготовления строительных изделий методом полусухого вибропрессования. Технический результат – повышение качества получаемых изделий за счет повышения плотности укладки смеси. Устройство включает неподвижную станину, подвижный стол с вибраторами, направляющие колонны. Охватывающую обоймами направляющие колонны траверсу с пуансоном и размещенную под ним замкнутую по периметру бездонную матрицу, закрепленную на кронштейнах и контактирующую через поддон с поверхностью стола, цилиндры вертикальных перемещений матрицы и пуансона. Станина снабжена неподвижными опорами стола и упругими, снабженными направляющими втулками виброизолирующими опорами колонн, расположенными в верхней части станины. Колонны имеют сверху упоры, своей нижней частью неподвижно закрепленные на кронштейнах матрицы, кроме того, матрица и пуансон связаны непосредственно со столом цилиндрами вертикальных перемещений, установленными на столе. 2 з.п. ф-лы, 2 ил.
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ Д.К.СЕМЕНОВА | 1996 |
|
RU2112643C1 |
| Устройство для формования | 1986 |
|
SU1399121A2 |
| Пресс для формования бетонных изделий | 1988 |
|
SU1708625A1 |
| US 5277853 А, 11.01.1994. | |||

