Изобретение относится к области самолетостроения, а более конкретно к способу выполнения операций по сборке на раме крыла и/или обшивке крыла самолета и устройству для его осуществления.
Обычно крыло самолета изготавливают в виде конструкции из лонжеронов и нервюр, покрытых обшивкой крыла. Применяемый ниже термин “силовой набор” включает в себя и лонжероны, и нервюры. Обшивку крыла обычно крепят к силовому набору посредством винтов. Силовой набор, расположенный под обшивкой, формуют таким образом, чтобы придать крылу нужный профиль, и таким образом окончательный профиль крыла образуется при закреплении обшивки крыла на находящихся под ней элементах силового набора.
Элементы силового набора, поддерживающие обшивку крыла, изготавливают, например, из легкого металла, такого как алюминий или, что является обычным в настоящее время, композит. Эти элементы силового набора состоят из U-образных секций, имеющих как верхний, так и нижний фланцы, прилегающие соответственно к верхней и нижней обшивке крыла. Как упоминалось выше, фланцы следуют профилю поверхности крыла в вертикальной плоскости силового набора по всему крылу.
Поскольку обшивку крыла крепят к указанным фланцам элементов силового набора большим количеством винтов, для такой сборки требуются гайки определенного вида или наличие резьбы в поддержке, находящейся под обшивкой крыла, т.е. во фланцах элементов силового набора. При современной технике эту роль выполняют т.н. анкерные гайки, которые крепятся к фланцам элементов силового набора со стороны, противоположной той стороне, к которой прилегает обшивка крыла. Кроме того, при современной технике анкерные гайки снабжены проушинами, через которые их крепят заклепками к внутренней стороне фланцев. Таким образом, поставка рамы, т.е. силового набора с резьбой в каждой точке, где намечено крепление обшивки винтами к раме, делает покрытие крыла обшивкой довольно простой процедурой.
Сборка крыла включает в себя ряд операций. В ходе первоначальных операций раму сооружают с использованием стенда, т.е. весь силовой набор скрепляют между собой, чтобы получить указанную раму. Обшивку крыла временно крепят к раме, после чего, в ходе третьей операции, осуществляют совместное сверление оболочки крыла и силового набора. Такое сверление означает, что отверстия для установочных винтов обшивки просверливают в обшивке и фланцах элементов силового набора рамы в ходе одной и той же операции. Таким образом определяют точное положение анкерных гаек, которые в ходе последующей операции сборки должны быть закреплены на раме. В ходе этой операции сборки обшивку крыла снимают, так чтобы можно было выполнить операцию прикрепления анкерных гаек.
Работа по прикреплению анкерных гаек в заданном положении при ее выполнении вручную требует больших затрат времени. Вид гаек меняется, так что отверстия для крепления заклепок проушин гаек приходится делать и подгонять под вид гаек. Затем проушины гаек крепят заклепками к раме, то есть к фланцам силового набора.
Сверление отверстий под заклепки должно выполняться в нужном месте, так что отверстие гайки совмещалось с предварительно просверленным в раме отверстием по винт. Отверстия для заклепок имеют различный диаметр. Вид заклепок меняется в зависимости от вида гайки. Вся эта работа требует больших затрат времени, поскольку необходимо закрепить на месте тысячи анкерных гаек.
На рынке предлагаются решения по автоматизации сверления и крепления заклепками анкерных гаек. При массовом производстве крыльев самолетов по схеме, описанной выше, используют одно решение, согласно которому захват для применения инструмента обладает радиусом действия, при котором инструмент на конце обеих манипуляторов захвата может выдвигаться над крылом и достигать любой точки на нем, позволяя таким образом выполнять одновременно рабочие операции на верхней и нижней поверхностях крыла. Этот процесс автоматизирован и выполняется согласно программе. Такое решение, однако, является дорогостоящим и для обеспечения прибыльности требует работы над крупными партиями продукции.
Согласно другому способу применяется робот, перемещающийся вдоль крыла на тележке, который осуществляет поиск рабочих положений посредством своего манипулятора, на котором установлен автоматический инструментальный механизм. Автоматический инструментальный механизм захватывает фланец и удерживает изделие, которое должно быть подвергнуто механической обработке автоматическим инструментальным механизмом. Автоматический инструментальный механизм выполнен таким образом, что путем вращения может в нужном порядке выбирать инструмент для выполнения всех операций, необходимых для закрепления анкерной гайки в нужном положении. В этом случае головка содержит инструмент для выполнения отверстий под заклепки, устройство для транспортировки анкерных гаек и помещения их в нужное положение и клепальный инструмент для выбора заклепки нужного вида и выполнения клепальной операции. Автоматический инструментальный механизм указанного вида, предназначенный для выполнения всех операций, чрезмерно сложен и очень дорог. Кроме того, наличие в головке держателя инструмента означает, что оборудование является тяжелым и громоздким, уменьшая, таким образом, досягаемость инструмента.
Другой способ, применяемый в настоящее время, предусматривает использование шести обычных осевых роботов, установленных на полу или на тележке и обладающих широким диапазоном движения, позволяющим роботу достигать больших участков крыла. Согласно этому способу робот, в соответствии с программой, выбирает держатель инструмента, подает держатель инструмента с нужными инструментами, осуществляет поиск следующего рабочего положения, выполняет первую рабочую операцию, осуществляет поиск нового рабочего положения, вновь выполняет первую рабочую операцию и так далее в пределах заданного рабочего участка. После завершения выполнения первой рабочей операции во всех запрограммированных положениях робот выбирает и устанавливает следующий держатель инструмента с требующимися инструментами, после чего выполняет все элементы второй рабочей операции. Однако в ходе опытов по применению этого способа оказалось, что трудно добиться точности, требующейся для установки инструмента на элементах силового набора крыла.
Известен способ выполнения операций по сборке на раме крыла и/или обшивке крыла самолета, включающий в себя по меньшей мере две операции из операций сверления, клепки и установки анкерных гаек, при котором робот перемещают по существу параллельно крылу, причем робот снабжен манипулятором, предназначенным для использования держателя инструментов (патент US 4310964 А, 19.01.1982).
Известно также устройство для реализации способа выполнения операций по сборке на раме крыла и/или обшивке крыла самолета, причем этот способ включает в себя по меньшей мере две операции, таких как сверление для анкерных гаек и клепка анкерных гаек (книга Белянина П.Н. Робототехнические системы для машиностроения. М., 1986, с.144-147).
Однако устройство такого типа с длинными манипуляторами и большой площадью маневрирования не обладает необходимой стабильностью, поскольку в ходе определенных рабочих операций между установленным инструментом и профилем крыла возникают большие усилия.
Технической задачей изобретения является создание способа выполнения операций по сборке на раме крыла и/или обшивке крыла самолета, который устраняет перечисленные выше недостатки, а также позволяет добиться экономически эффективного уровня автоматизации процесса сборки крыла, а также создание устройства для его осуществления.
Таким образом, существо изобретения представляет собой способ и устройство, предназначенные для сборки крыла самолета. В ходе указанной сборки обшивку крыла крепят к раме крыла посредством крепежных изделий. Рама крыла состоит из ряда элементов силового набора с фланцами, к которым крепится обшивка крыла. Крепежными изделиями обычно являются винты, хотя возможно также использование и других видов крепежных изделий. Крепление обшивки крыла крепежными изделиями требует выполнения на раме различных операций. Примерами таких операций в случае, если крепежные изделия представлены винтами, которые ввинчиваются в анкерные гайки на раме, является сверление отверстий под заклепки, установка анкерных гаек и клепка. Одновременное сверление обшивки крыла и рамы для получения отверстий под винты является другим примером операции, которая может быть выполнена согласно этому аспекту изобретения.
Поставленная задача достигается за счет того, что способ выполнения операций по сборке на раме крыла и/или обшивке крыла самолета, включающий в себя по меньшей мере две операции из операций сверления, клепки и установки анкерных гаек, при котором робот перемещают по существу параллельно крылу, причем робот снабжен манипулятором, предназначенным для использования держателя инструментов, дополнительно включает в себя следующие операции:
а) - установка на манипуляторе робота держателя инструмента с инструментом для выполнения первой рабочей операции;
б) - установка манипулятора робота в первое рабочее положение на крыле самолета;
c) - выполнение роботом первой рабочей операции в указанном первом рабочем положении;
d) - перемещение манипулятора робота в новые рабочие положения на крыле самолета в пределах рабочего участка, достижимого манипулятором робота, и выполнение первой рабочей операции в каждом новом рабочем положении;
e) - перемещение робота относительно крыла к новым рабочим участкам и выполнение операций b) - d) на заданном количестве рабочих участков;
f) - установка на манипуляторе робота держателя инструментов (15) с инструментом для выполнения второй рабочей операции;
g) - выполнение роботом второй рабочей операции путем прохождения этапов b) - е).
Другим вариантом осуществления изобретения является способ выполнения операций по сборке на раме крыла и/или обшивке крыла самолета, включающий в себя по меньше мере две операции из операций сверления, клепки и установки анкерных гаек, при котором робот перемещают по существу параллельно крылу, причем робот снабжен манипулятором, предназначенным для использования держателя инструментов, при этом способ включает в себя следующие операции:
a) - установка на манипуляторе робота держателя инструментов с инструментами для выполнения первой рабочей операции;
b) - установка манипулятора робота в первое рабочее положение на крыле самолета;
c) - выполнение роботом первой рабочей операции в указанном первом рабочем положении;
d) - перемещение манипулятора робота в новые рабочие положения на крыле самолета в пределах рабочего участка, достижимого манипулятором робота, и осуществление первой рабочей операции в каждом новом рабочем положении;
e) - установка на манипуляторе робота держателя инструмента с инструментом для выполнения второй рабочей операции;
f) - выполнение роботом второй рабочей операции путем прохождения этапов b) - d);
g) - перемещение робота относительно крыла к новым рабочим участкам и выполнение операций а) - f) на заданном количестве рабочих участков.
Манипулятор робота можно переводить к новым рабочим участкам путем перемещения робота вдоль крыла по первому рельсу и по вертикали по второму рельсу, занимая, таким образом, новые рабочие участки для манипулятора робота.
Кроме того, считывая информацию из памяти центрального блока, автоматический механизм может получать информацию об анкерной гайке для выдачи на робот команды на выполнение различных рабочих операций и выполнять таким образом программу согласно информации по каждой конкретной анкерной гайке, считываемой из памяти.
Возможно также сохранение в памяти информации об анкерных гайках, такой как их соответствующие положения на крыле, размеры центрального отверстия, вид анкерной гайки и положение отверстий под заклепки относительно анкерной гайки, вид заклепки и размеры отверстия под заклепки.
Поставленная задача достигается также тем, что в устройстве для реализации способа выполнения операций по сборке на раме крыла и/или обшивке крыла самолета, включающего в себя по меньше мере две операции, таких как сверление для анкерных гаек и клепка анкерных гаек, робот выполнен с возможностью перемещения по существу параллельно крылу с использованием первого рельса, расположенного вдоль крыла, причем тележка со смонтированной на тележке колонной выполнена с возможностью перемещения вдоль первого рельса, при этом робот также выполнен с возможностью дополнительного перемещения вдоль второго рельса, расположенного с одной стороны колонны, и оборудован манипулятором, предназначенным для использования держателя инструментов, при этом держатель инструментов выполнен с возможностью его замены после выполнения различных рабочих операций, поскольку держатель инструментов предназначен для использования таких инструментов, которые выполняют только одну из указанных рабочих операций, причем датчик размещен на держателе инструментов так, что точное положение центральных отверстий для анкерных гаек может быть определено манипулятором робота.
Возможным является выполнение манипулятора робота с возможностью управления приводом с шариковой винтовой парой.
Кроме того, манипулятор робота может достигать только определенного рабочего участка, образующего часть поверхности крыла.
Целесообразно держатели инструмента для выполнения различных рабочих операций хранить в магазине, расположенном в пределах досягаемости манипулятора робота.
Преимущество использования способов или устройства, являющихся предметом настоящего изобретения, заключается в возможности использования робота с относительно ограниченным радиусом перемещения. Так, например, возможно использование робота с манипулятором, снабженным приводом с шариковой винтовой парой. Робот этого типа обладает высокой точностью при определении рабочих положений и может, кроме того, противостоять большим усилиям, развиваемым инструментом, что обеспечивает стабильность при выполнении различных операций.
Дополнительным преимуществом является использование при различных операциях различных держателей инструмента. Такие держатели инструмента являются относительно недорогими и несложными.
Другие преимущества и особенности изобретения изложены в последующем описании различных вариантов осуществления изобретения, приведенных только в качестве неограничивающих примеров и представленных на прилагаемых чертежах, на которых изображено:
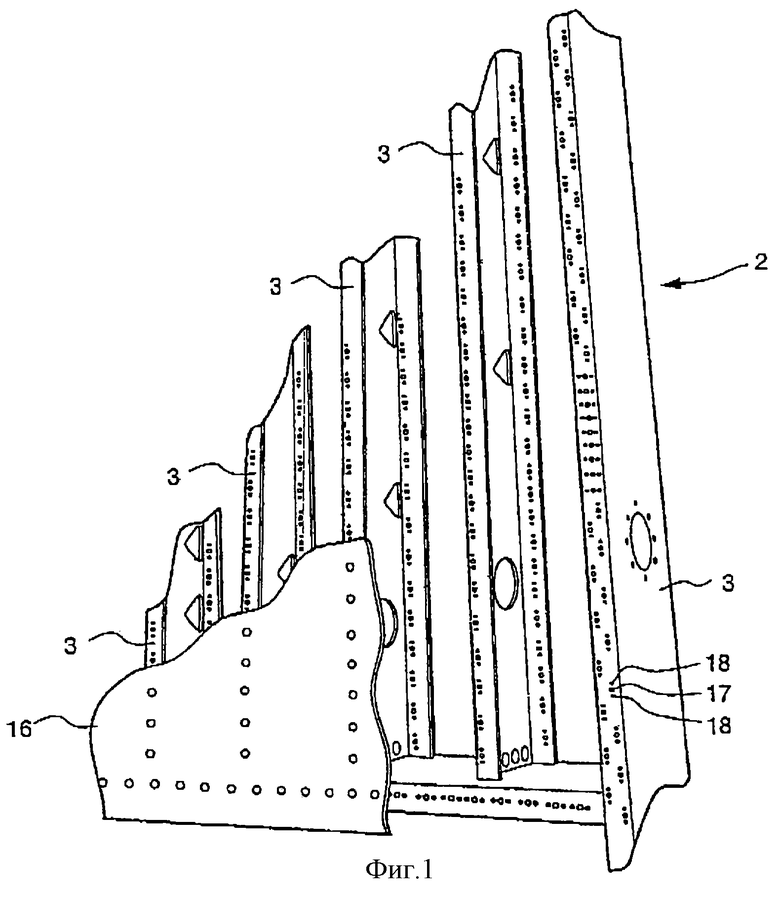
На фиг.1 показан разрез рамы крыла с силовым набором согласно настоящему изобретению;
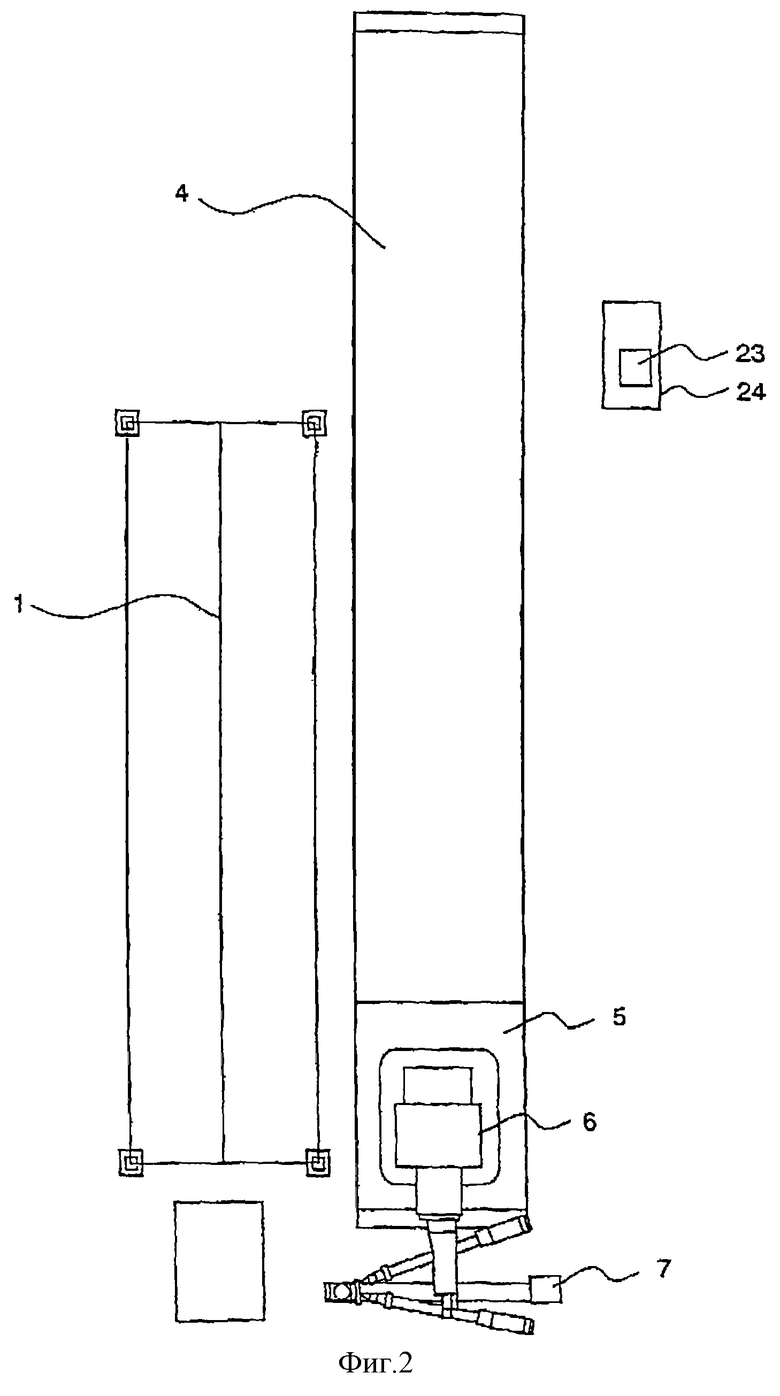
на фиг.2 схематически показан вид автоматического сборочного механизма, описанного выше;
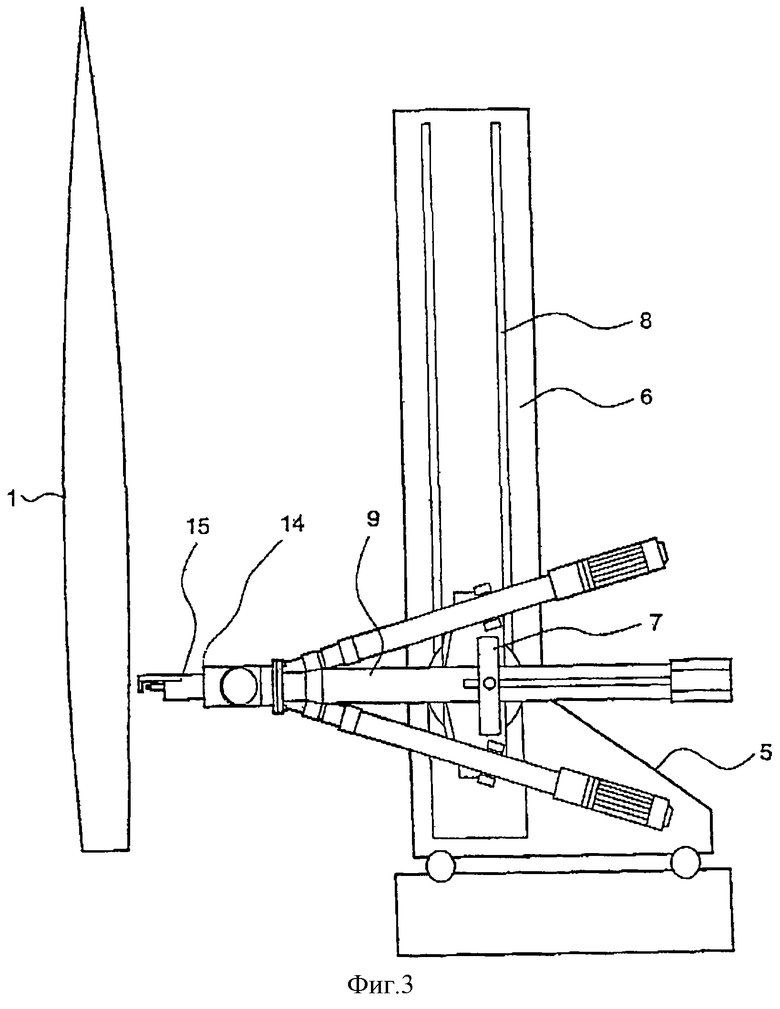
на фиг.3 схематически показа вид сбоку автоматического сборочного механизма согласно описанию, причем робот показан сбоку смонтированным на передвижной колонне;
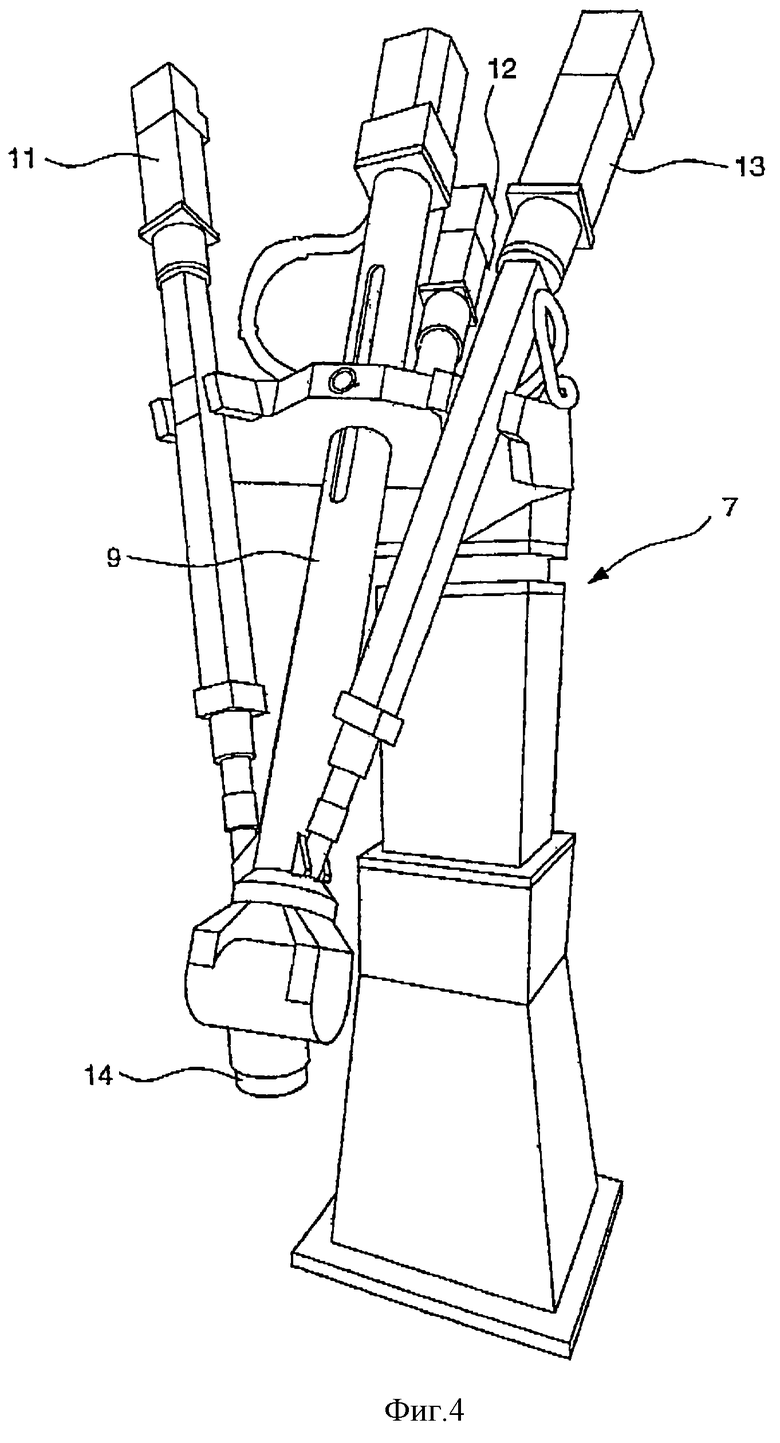
на фиг.4 показан робот с приводом с шариковой винтовой парой, который, согласно варианту реализации изобретения, применяется в автоматическом сборочном механизме;
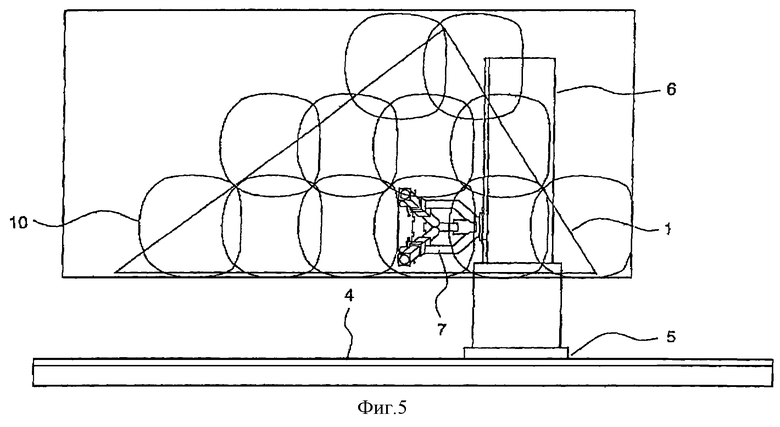
на фиг.5 показано разделение крыла на ряд рабочих участков для робота, причем рабочие участки расположены таким образом, что покрывают практически все крыло;
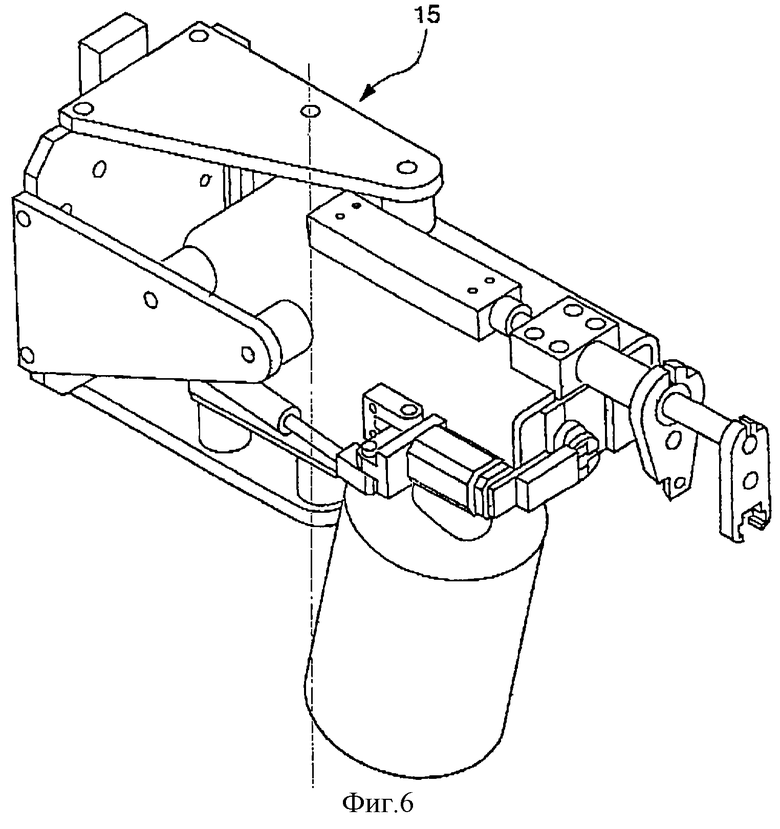
на фиг.6 проиллюстрирован пример держателя инструмента робота в автоматическом сборочном механизме, в данном случае держателя инструмента для крепления настоящих анкерных гаек;
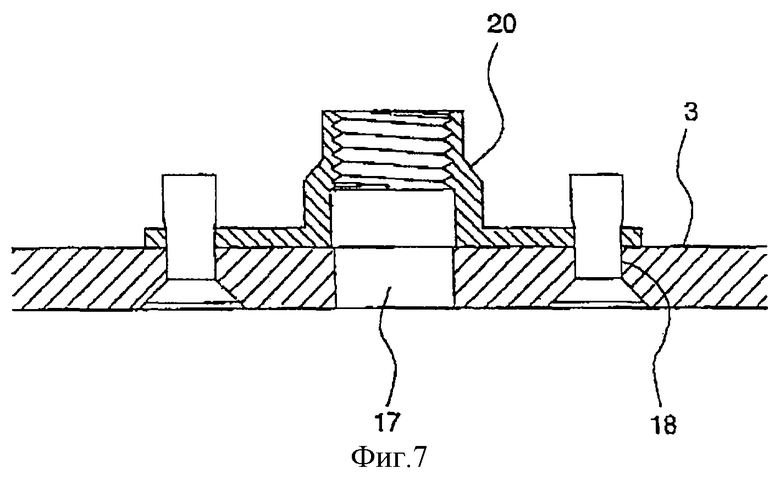
на фиг.7 схематически показан пример анкерной гайки, прикрепленной заклепкой к фланцу элемента силового набора крыла;
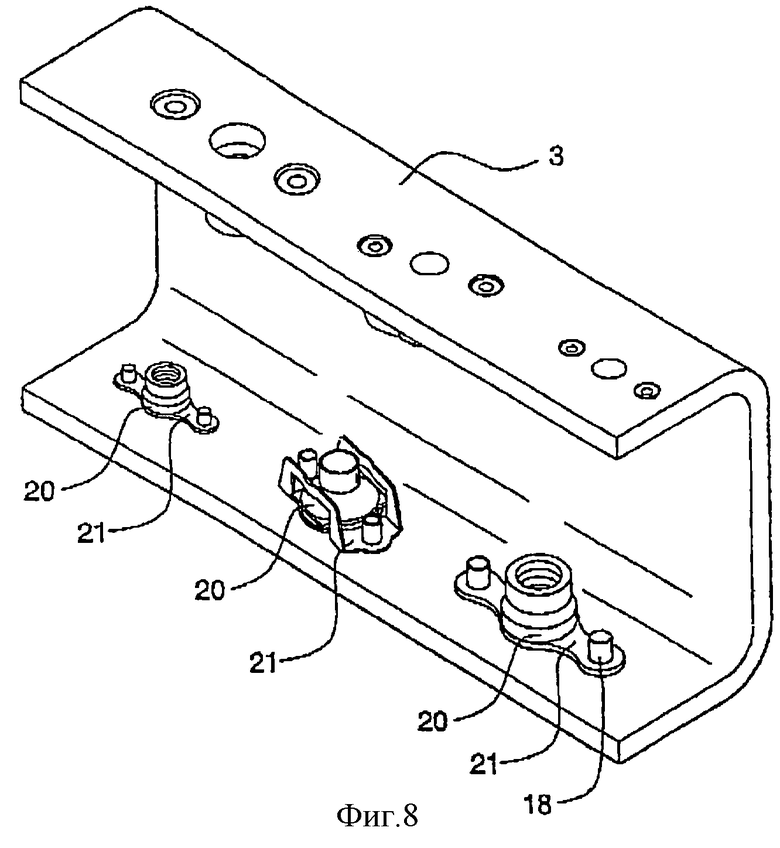
на фиг.8 показана часть силового набора крыла, на котором размещены несколько анкерных гаек различного вида.
Ниже со ссылкой на чертежи описан ряд предпочтительных вариантов реализации настоящего изобретения.
Как упоминалось выше, настоящее изобретение предназначено для автоматизации некоторых операций по сборке крыла 1, причем сборка элементов силового набора 3, образующих раму 2 крыла, уже завершена. Рама крыла в этом примере установлена на передвижном стенде, что позволяет перемещать стенд между различными рабочими позициями, на которых выполняются различные операции сборки. Крыло устанавливают вертикально на стенде, что означает, что плоскость крыла расположена более или менее вертикально. Рядом с крылом 1 и по существу параллельно ему расположен рельс 4. По рельсу 4 вдоль крыла 1 может механически перемещаться взад и вперед тележка 5. Тележка 5 снабжена колонной 6. На одной стороне колонны установлен перемещающийся по вертикали робот 7. Робот 7 движется по вертикали по второму рельсу 8, закрепленному сбоку колонны 6. Благодаря перемещению тележки 5 вдоль крыла 1 по первому рельсу 4 и перемещению робота 7 по вертикали по второму рельсу манипулятор 9 робота может достичь любой точки на поверхности крыла. Однако обычно робот 7 перемещается ступенчато, так что после перемещения он может достичь всех позиций на рабочем участке 10, полностью или частично покрывающем отдельную зону крыла. Робот 7, применяемый согласно данному варианту реализации изобретения, имеет относительно ограниченный диапазон перемещения. Это не является недостатком, поскольку описанный выше робот 7 может передвигаться между различными рабочими участками 10. С другой стороны, это позволяет выбрать очень стабильный тип робота. Согласно примеру выбран такой робот 7, у которого манипулятор 9 робота управляется тремя шариковыми винтовыми парами 11, 12, 13. Это обеспечивает очень хорошую стабильность и способность справляться с большими усилиями отдачи инструмента при использовании различных инструментов, позволяя одновременно манипулятору робота перемещаться в новые рабочие положения с достаточной скоростью.
Конец манипулятора 9 робота снабжен перезарядной пластиной 14, принимающей различные виды держателя инструмента 15.
Операциями, для выполнения которых наиболее пригоден робот 7, являются одновременное сверление обшивки крыла 16 и рамы, выполнение отверстий, предназначенных для винтов, крепящих обшивку крыла 16 к раме 2, измерение положения уже просверленных отверстий 17, где анкерные гайки должны быть закреплены непосредственно перед указанными отверстиями 17, сверление во фланцах элементов силового набора отверстий под заклепки 18 для проушин 21 анкерных гаек 20, прикрепление при клепке анкерных гаек 20 с заклепками, соединяющими проушины 21 с фланцами элементов силового набора в отверстиях 17 под заклепки, завинчивание установочных винтов для закрепления обшивки крыла 16 на раме. По меньшей мере для одной из этих операций требуется отдельный держатель инструмента 15. Подразумевается, что держатель инструмента должен заменяться после выполнения тех операций, для которых он предназначен, и может заменяться автоматически самим роботом за счет наличия держателей инструмента 15, хранящихся в магазине для держателей инструмента рядом с крылом. Держатели инструмента 15 установлены на перезарядной пластине 14 робота 7. Очевидное преимущество описанной компоновки заключается в несложности держателей инструмента и в том, что они предназначены главным образом для выполнения одной задачи, что означает их простоту и дешевизну, делая полностью автоматизированный процесс привлекательным с производственной точки зрения.
Ниже приведено описание процесса автоматического выполнения последовательных операций сборки крыла согласно примеру варианта реализации изобретения.
В памяти центрального блока 24 расположена матрица памяти, в которой хранится информация о каждой анкерной гайке, ее положении, размерах центральных отверстий, виде анкерной гайки, положении отверстия под заклепку относительно центрального отверстия, виде заклепки, размерах отверстий под заклепки, толщине материала в соответствующих отверстиях, толщине обшивки крыла у каждой анкерной гайки и так далее. Крыло делится на рабочие участки 10. Хранящаяся в указанной памяти информация делится в одной матрице на предназначенную для каждой стороны крыла.
Здесь не рассматривается операция, связанная со сверлением центральных отверстий 17 под анкерные гайки, что, однако, не означает, что эту операцию нельзя выполнить с помощью автоматического сборочного механизма, являющегося предметом настоящего изобретения. Предполагается, что центральные отверстия 17 в раме 2 уже просверлены.
Согласно программе, помещенной в центральный блок 24 автоматического сборочного механизма, новая операция начинается тогда, когда тележка 5 и робот 7 движутся по направляющим 4 и 8 к магазину, в котором хранится держатель инструмента 15. Здесь робот 7 производит замену держателя инструмента, снимая имеющийся держатель инструмента 15 с перезарядной пластины 14, поместив прежний держатель инструмента в магазин и присоединив держатель инструмента 15 для новой операции к перезарядной пластине 14. После этого программа выдает роботу команду на его установку в пределах первого рабочего участка 10.
Для операции, предусматривающей сверление отверстий 18 под заклепки в позиции первой анкерной гайки в пределах рабочего участка, держатель инструмента 15 оборудуется сверлом, размеры которого соответствуют хранящейся в памяти информации относительно позиции первой анкерной гайки. Пользуясь датчиком, находящимся на данном держателе инструмента, манипулятор робота осуществляет поиск точного положения центрального отверстия 17 для первой анкерной гайки 20. Путем считывания находящейся в матрице памяти информации сверло устанавливают в положение сверления каждого отверстия под заклепку 18, связанного с первым видом анкерной гайки. Сверлят отверстия 18 под заклепки. Сверление отверстий под заклепки 18 продолжают аналогичным образом согласно программе для всех отверстий под заклепки на первом рабочем участке 10.
На этой стадии существует выбор между двумя вариантами. Происходит или повторение той же операции 10, то есть сверление отверстий под заклепки 18 на всех рабочих участках, или происходит завершение всех операций в пределах рабочего участка до того, как роботу отдается команда перейти к новому рабочему участку 10. Выбор способа не имеет значения. Тритий вариант представляет собой комбинацию этих двух способов. Иными словами, автоматический сборочный механизм можно по желанию запрограммировать на выполнение определенной последовательности работ.
В данном случае предполагается, что робот 7 продолжает работать в пределах рабочего участка, после чего следует следующая операция. Затем на робот 7 подается команда переместиться к магазину, чтобы поместить в него держатель инструмента 15 для сверления и установить держатель для выполнения следующей операции, которая в этом примере заключается в установке самой анкерной гайки 20. Теперь держатель инструмента 15 снабжен инструментом в форме захвата для установки и удерживания анкерной гайки в нужном положении во время операции клепки, а также инструмент для приклепывания анкерной гайки на отверстиях 18 под заклепки, сделанных в ходе предыдущей операции. Считывая информацию в матрице памяти, автоматический механизм получает информацию о виде анкерных гаек 20 и виде заклепок для них. Робот 7 обладает доступом и может достичь точки набора, где держатель инструмента 15 собирает анкерные гайки 20 и крепежные заклепки. Держатель инструмента 15 центрирует анкерную гайку 20 на центральном отверстии 17 и с внутренней стороны фланца элемента силового набора, поворачивая, в случае необходимости, анкерную гайку на угловое расстояние, считанное из памяти, чтобы разместить проушины анкерной гайки в точности перед соответствующими отверстиями 18 под заклепки. На этой стадии выдвигают вперед заклепку вместе с инструментом в держателе инструмента, предназначенном для заклепывания. Выполняется операция клепки. Манипулятор робота 9 перемещается в нужное положение, считывает из памяти информацию о втором отверстии 18 под заклепки для той же анкерной гайки 20, так чтобы можно было выполнить клепку второй заклепки анкерной гайки. Аналогичным образом продолжается крепление анкерных гаек в других позициях в пределах рабочего участка. После завершения крепления анкерных гаек 20 в пределах данного рабочего участка 10 описанная в данном примере процедура повторяется на остальных рабочих участках 10 до закрепления всех анкерных гаек на той стороне крыла, на которой согласно описанию происходит выполнение работы. После этого крыло можно повернуть, так чтобы та же работа по сборке могла быть выполнена на другой стороне крыла. Альтернативой могло бы служить использование двух автоматических сборочных механизмов, по одной с каждой стороны крыла.
После завершения описанных выше операций работа продолжается в виде закрепления обшивки крыла на раме cпосредством винтов, которые крепят обшивку крыла к раме, причем винты ввинчивают в соответствующие гайки. Эту операцию также может выполнять автоматический сборочный механизм, являющийся предметом настоящего изобретения. В программу работы автоматического механизма могут быть включены, кроме перечисленных выше, и иные операции, такие, например, как торцовое фрезерование или подравнивание кромок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ КОНСОЛИ КРЫЛА САМОЛЕТА | 2007 |
|
RU2329183C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ НЕРАЗЪЕМНЫМ ЗАКЛЕПОЧНЫМ ШВОМ | 2006 |
|
RU2288380C1 |
| УСТРОЙСТВО, СИСТЕМЫ И СПОСОБЫ ДЛЯ СУХОЙ ИЗОТЕРМИЧЕСКОЙ ОБРАБОТКИ И СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАГОТОВОК | 2007 |
|
RU2417871C2 |
| РАБОЧИЙ ОРГАН ДЛЯ КЛЕПАЛЬНОГО УСТРОЙСТВА | 2016 |
|
RU2696911C1 |
| Крыло самолёта, кессон крыла самолета, центроплан, лонжерон (варианты) | 2019 |
|
RU2709976C1 |
| КРЫЛО САМОЛЕТА | 2014 |
|
RU2557638C1 |
| СВЕРХЛЕГКИЙ САМОЛЕТ | 2005 |
|
RU2336200C2 |
| УСТРОЙСТВО УЗЛА КРЫШКИ ЛЮКА-ЛАЗА В КЕССОНЕ КРЫЛА САМОЛЕТА | 2024 |
|
RU2834108C1 |
| Сверлильно-клепальный автомат | 1989 |
|
SU1660828A1 |
| УЗЕЛ ДЛЯ ВЫДАЧИ УПЛОТНИТЕЛЬНОЙ МАССЫ | 1993 |
|
RU2106927C1 |
Изобретение относится к самолетостроению. Способ выполнения операций по сборке на раме крыла и/или обшивке крыла самолета включает установку манипулятора робота с инструментом для выполнения первой рабочей операции в рабочее положение на крыле самолета, выполнение роботом 7 первой рабочей операции, перемещение манипулятора 9 робота в новые рабочие положения на крыле самолета в пределах рабочего участка для выполнения первой рабочей операции в каждом рабочем положении, перемещение робота 7 к новым рабочим участкам для выполнения операций на заданном количестве рабочих участков, установку на манипуляторе робота инструмента для выполнения второй рабочей операции и выполнение роботом второй рабочей операции в рабочих положениях и на рабочих участках. Способ может включать последовательное выполнение первой и второй операций на каждом рабочем участке с последующим переходом на новый рабочий участок для выполнения указанных операций. Устройство для реализации способа включает робот, выполненный с возможностью перемещения параллельно крылу на тележке с колонной и вдоль рельса, расположенного с одной стороны колонны, и используемый с держателем инструментов, на котором размещен датчик для определения точного положения отверстий для анкерных гаек. Изобретение повышает эффективность сборки. 3 с. и 6 з.п. ф-лы, 8 ил.
| US 4310964 А, 19.01.1982 | |||
| БЕЛЯНИНА П.Н | |||
| Робототехнические системы для машиностроения | |||
| - М., 1986, с.144-147 | |||
| Манипулятор | 1983 |
|
SU1096096A1 |
| Устройство автоматической смены инструмента | 1982 |
|
SU1085752A1 |

