Изобретение относится к области машиностроения и металлургии и может быть использовано в авиационном и энергетическом машиностроении при изготовлении литых лопаток газовых турбин из жаропрочных никелевых сплавов и других деталей горячего тракта газотурбинных двигателей.
Известны способы упрочнения изделий из литейных сплавов на никелевой основе с упрочняющей γ'-фазой с помощью легирования сплавов танталом и рением, нагрева и выдержки при высокой температуре и последующего охлаждения с заданной скоростью для получения оптимальной с точки зрения прочности структуры сплава при температуре его эксплуатации [патент ЕР №1146134, 2001 г.; патент США №5173255, 1992 г.].
Упрочнение изделия происходит за счет повышения температур плавления сплава и растворения упрочняющей γ'-фазы при легировании литейного сплава на никелевой основе рением и танталом, а также получения оптимальной микроструктуры сплава с помощью термообработки.
Недостатком известных способов является необходимость проведения длительной термообработки для выравнивания элементного состава никелевых сплавов в дендритных осях и междендритных пространствах, недостаточная прочность изделия за счет образования вторичной реакционной зоны под защитным покрытием в поверхностном слое при содержании рения более 3-4 мас.%, повышение плотности сплава при легировании танталом и рением.
Наиболее близким аналогом, взятым за прототип, является способ упрочнения изделия из литейного сплава на никелевой основе с упрочняющей γ'-фазой, имеющего равноосную или направленную структуру, включающий нагрев изделия до температуры начала растворения γ'-фазы, выдержку и охлаждение с заданной скоростью [патент США №4753686, 1988 г.].
Недостатком известного способа являются ограниченная прочность и невысокая термическая стабильность микроструктуры сплава на никелевой основе при эксплуатации изделия в области рабочих температур.
Технической задачей изобретения является увеличение длительной прочности и долговечности сплава за счет увеличения термической стабильности упрочняющей γ'-фазы при рабочих температурах.
Техническая задача достигается тем, что предложен способ упрочнения изделия из литейного сплава на никелевой основе с упрочняющей γ'-фазой, имеющего равноосную или направленную структуру, включающий нагрев изделия до температуры начала растворения γ'-фазы, выдержку и охлаждение с заданной скоростью, при этом перед нагревом на поверхность изделия наносят покрытие из сплава на основе никеля, содержащего дополнительно тантал и/или рений, в количестве 2-30 мас.%. Толщина покрытия 15-100 мкм. Нагрев, выдержку и охлаждение осуществляют по режиму закалки литейного сплава на никелевой основе с упрочняющей γ'-фазой.
Использование для упрочнения изделия из сплава на никелевой основе, нанесение покрытия, содержащего тантал и/или рений, и термообработка по режиму закалки литейного сплава с упрочняющей γ'-фазой приводят к формированию на поверхности изделия упрочняющего слоя толщиной до 150 мкм, легированного элементами, входящими в состав покрытия и литейного сплава. Слой имеет микроструктуру, аналогичную исходному литейному никелевому сплаву, но обладает более высокими прочностью и термической стабильностью за счет легирования упрочняющей γ'-фазы танталом, а матрицы сплава рением. Прирост свойств связан с повышением соответственно температуры растворения γ'-фазы и температуры солидуса сплава.
Упрочнение изделия по данному способу за счет легирования сплава с поверхности при закалке исключает возможность образования вторичной реакционной зоны под жаростойким покрытием, которая значительно снижает длительную прочность изделия из ренийсодержащих литейных никелевых сплавов при эксплуатации. Кроме того, масса изделия при упрочнении по предлагаемому способу практически не изменяется в отличие от способов повышения прочности литейных сплавов на никелевой основе, связанных с объемным легированием танталом и рением, что приводит к заметному росту их плотности.
Примеры осуществления.
Пример 1. Для упрочнения шести образцов из литейного сплава ЖС6У на никелевой основе с упрочняющей γ'-фазой с равноосной структурой для испытаний на длительную прочность с диаметром рабочей части 3 мм на поверхность было нанесено по серийной технологии ионно-плазменное покрытие толщиной 15 мкм из никелевого сплава, содержащего 2% рения по массе. Затем образцы с покрытием подвергли закалке, рекомендованной для сплава ЖС6У: нагрев в вакууме на температуру 1210°С (температура начала растворения γ'-фазы), выдержка при этой температуре 1,25 часа, охлаждение со скоростью (60-70)°С/мин. При этом в результате диффузионного взаимодействия покрытия со сплавом ЖС6У на поверхности образцов образовался упрочняющий слой, легированный тугоплавкими элементами из сплава ЖС6У и рением. Затем провели испытания образцов на длительную прочность при температуре испытаний 1000°С и нагрузке 170 МПа. По результатам испытаний рассчитали значение длительной прочности сплава ЖС6У на базе испытаний 100 часов при температуре 1000°С и определили среднее значение долговечности, представленные в таблице.
Пример 2. Для упрочнения шести образцов из сплава ЖС6У с диаметром рабочей части 3 мм на поверхность было нанесено покрытие толщиной 80 мкм из никелевого сплава, содержащего 30% рения по массе. Образцы с покрытием подвергли закалке и провели испытания образцов на прочность и обработку полученных результатов аналогично примеру 1.
Пример 3. Для упрочнения шести образцов из сплава ЖС6У с диаметром рабочей части 3 мм на поверхность было нанесено покрытие толщиной 20 мкм из никелевого сплава, содержащего 4% тантала по массе. Образцы с покрытием подвергли закалке и провели испытания образцов на прочность и обработку полученных результатов аналогично примеру 1.
Пример 4. Для упрочнения шести образцов из сплава ЖС6У с диаметром рабочей части 3 мм на поверхность было нанесено покрытие толщиной 80 мкм из никелевого сплава, содержащего 28% тантала по массе. Образцы с покрытием подвергли закалке и провели испытания образцов на прочность и обработку полученных результатов аналогично примеру 1.
Пример 5. Для упрочнения 18 образцов из сплава ЖС6У с диаметром рабочей части 3 мм на поверхность было нанесено покрытие из никелевого сплава, содержащего 10% рения и 10% тантала по массе. Образцы были разделены на три группы по 6 (шесть) штук. Толщина покрытия для каждой группы составили 15, 60, 100 мкм. Образцы с покрытием подвергли закалке и провели испытания образцов на прочность и обработку полученных результатов аналогично примеру 1.
Пример 6. Шесть образцов из сплава ЖС6У с диаметром рабочей части 3 мм подвергли закалке и провели испытания образцов на прочность и обработку полученных результатов аналогично примеру 1.
Из представленных в таблице результатов испытаний видно, что проведение упрочнения литейного сплава ЖС6У на никелевой основе с упрочняющей γ'-фазой, имеющего равноосную структуру, по предлагаемому способу позволяет увеличить длительную прочность и долговечность образцов в условиях испытаний.
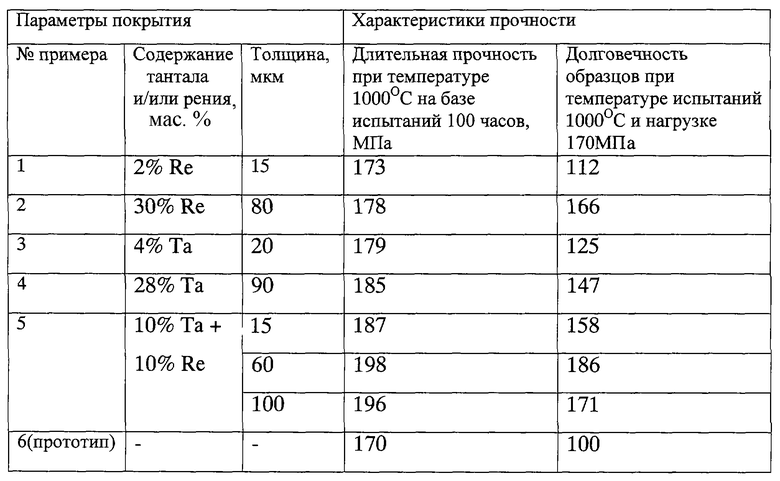
Эффект упрочнения имеет место во всем диапазоне толщин упрочняющего покрытия и концентраций тантала и рения. Оптимальным с точки зрения роста прочности (увеличение на 15%) и долговечности (увеличение в 1,5 раза) является упрочнение с использованием покрытия, содержащего по 10% тантала и рения толщиной 60 мкм, при котором на поверхности сплава при закалке формируется слой, близкий по составу сплаву ЖС6У, но дополнительно легированный 3-5 мас.% тантала и рения. Более тонкие слои упрочняющего покрытия следует использовать в тех случаях, когда имеются ограничения на толщину покрытия, связанные с особенностями конструкции упрочняемого изделия. Например, в случае обработки лопаток турбин с проникающим охлаждением диаметр отверстий на поверхности пера составляет несколько сот микрон и степень уменьшения диаметра отверстий после обработки или нанесения покрытия не должна превышать 10%.
Аналогичные результаты были получены при упрочнении образцов из сплава ЖС26 с направленной кристаллической структурой.
Использование предлагаемого способа упрочнения изделия из литейного сплава на никелевой основе позволит продлить срок службы деталей ГТД из распространенных в промышленности серийных литейных сплавов, не содержащих дорогостоящих легирующих элементов, стоимость которых в 3-4 раза ниже стоимости сплавов для литья деталей с контролируемой структурой. Кроме того, упрочнение поверхности готовой детали исключает расходы и потери дорогостоящих легирующих элементов, которые связаны с браком и отходами производства при литье деталей сложной формы.
Применение изобретения в промышленности при производстве деталей горячего тракта ГТД позволит продлить срок службы рабочих лопаток турбины ГТД из литейных сплавов на никелевой основе в (1,5-2) раза и снизит потребность промышленности в дорогостоящих легирующих элементах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С РАВНООСНОЙ СТРУКТУРОЙ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 2003 |
|
RU2261935C2 |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2013 |
|
RU2530932C1 |
| ЛИТЕЙНЫЙ НИКЕЛЕВЫЙ СПЛАВ С РАВНООСНОЙ СТРУКТУРОЙ | 2015 |
|
RU2685455C2 |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 2010 |
|
RU2434069C1 |
| Жаропрочный никелевый сплав с равноосной структурой | 2022 |
|
RU2777077C1 |
| СПОСОБ ОБРАБОТКИ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ | 2007 |
|
RU2361012C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН ОТ ВЫСОКОТЕМПЕРАТУРНОЙ КОРРОЗИИ | 1992 |
|
RU2033474C1 |
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ЛИТЬЯ МОНОКРИСТАЛЛИЧЕСКИХ ЛОПАТОК ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2007 |
|
RU2354733C1 |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 2015 |
|
RU2626118C2 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ИЗГОТОВЛЕНИЯ И РЕМОНТА ЛОПАТОК ГАЗОТУРБИННЫХ УСТАНОВОК | 2014 |
|
RU2564653C1 |
Изобретение относится к области металлургии и машиностроения и может быть использовано в авиационном и энергетическом машиностроении при изготовлении литых лопаток газовых турбин из жаропрочных никелевых сплавов и других деталей горячего тракта газотурбинных двигателей. Предложен способ упрочнения изделия из литейного сплава на никелевой основе с упрочняющей γ'-фазой, имеющего равноосную или направленную структуру, включающий нагрев изделия до температуры начала растворения γ'-фазы, выдержку и охлаждение с заданной скоростью, при этом перед нагревом на поверхность изделия наносят покрытие из сплава на основе никеля, содержащего дополнительно тантал и/или рений в количестве 2-30 мас.%. Нагрев, выдержку и охлаждение осуществляют по режиму закалки литейного сплава на никелевой основе с упрочняющей γ'-фазой. Технический результат - повышение длительной прочности и долговечности сплава за счет термической стабильности γ'-фазы при рабочих температурах. 2 з.п. ф-лы, 1 табл.
| US 4753686, 28.06.1988 | |||
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ С ПОЛОСТЯМИ И ПЕРФОРАЦИОННЫМИ ОТВЕРСТИЯМИ, ИЗГОТОВЛЕННЫМИ МЕТОДОМ ЭЛЕКТРОЭРОЗИОННОГО ПРОЖИГА | 1999 |
|
RU2176684C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛОПАТКУ ТУРБИНЫ | 1993 |
|
RU2078148C1 |
| US 4512817, 23.04.1985 | |||
| US 4654091, 31.03.1987 | |||
| US 4486246, 04.12.1984. | |||
