Изобретение относится к металлургии сплавов, а именно к производству сплавов на основе никеля, используемых для деталей с монокристаллической структурой, например лопаток турбин, работающих при высоких температурах.
Известен способ термической обработки жаропрочных никелевых сплавов с равноосной структурой, включающий нагрев деталей до 1200-1220°С, выдержку в течение 4 часов и охлаждение на воздухе (Каблов Е.Н. Литые лопатки газотурбинных двигателей (сплавы, технологии, покрытия). М.: МИСИС, 2001 г., с.110-115) - аналог.
Недостатком данного способа является неоднородное распределение частиц выделяющейся γ'-фазы, при этом сами частицы имеют существенно разные размеры в осях дендритов и в межосных пространствах. Все это приводит к снижению эксплуатационных свойств сплавов, в частности предела выносливости и прочностных характеристик.
Известен способ термической обработки, применяющийся для монокристаллических отливок никелевых жаропрочных сплавов, включающий три этапа - на первом этапе детали нагревают до температур в интервале от температуры полного растворения γ'-фазы до температуры плавления эвтектики, выдерживают от нескольких минут до нескольких часов и охлаждают со скоростью более 100 град/мин; на втором производят нагрев детали до температуры, близкой к рабочей температуре 1000-1050°С, выдерживают и охлаждают со скоростью более 100 град/мин; на третьем этапе детали нагревают до температуры 870-900°С, выдерживают и охлаждают (Каблов Е.Н. Литые лопатки газотурбинных двигателей (сплавы, технологии, покрытия). М.: МИСИС, 2001 г., с.110-115) - аналог.
Недостатком этого способа является увеличение размера литейных микропор и суммарного количества микропор в результате термической обработки, что приводит к снижению прочностных и усталостных характеристик сплава, например таких, как длительная прочность.
Известен никелевый жаропрочный сплав для монокристального литья CMSX-2, содержащий хром, кобальт, алюминий, вольфрам, молибден, тантал, титан и («Труды международной научно-технической конференции 25-26 апреля 2006 г., М.: ВИАМ, 2006 г, стр.43, табл.1) - аналог.
Недостатком данного решения является то, что даже после оптимальной термообработки сплав имеет низкие показатели жаропрочности, например предел длительной прочности сплава σ100 1000=214 МПа (Сборник «Литейные жаропрочные сплавы». Под ред. Каблова Е.Н., М.: Наука, 2006 г., стр.74, табл.9).
Техническим результатом, на достижение которого направлено заявляемое изобретение, является повышение предела выносливости и прочностных характеристик изделий, изготовленных из никелевых безрениевых сплавов заявляемым способом, например длительной прочности σ100 1000 до значений не менее 250 МПа.
Указанный технический результат достигается тем, что в способе обработки отливок из жаропрочного никелевого сплава для монокристального литья, содержащего никель, хром, кобальт, вольфрам, алюминий, тантал, иттрий, лантан и церий, при выполнении условий 15,0≤(W+Ta)≤28,0 мас.% отливку подвергают термической обработке, в качестве термической обработки используют гомогенизацию и старение, причем гомогенизацию проводят путем нагрева до температуры (Тпр - 15°С)≤Тгом≤(Тпр+10°С), где Тпр - температура полного растворения γ'-фазы в сплаве (температура solvus), выдержки при данной температуре и охлаждения со скоростью 50-100 град/мин.
В способе перед термической обработкой могут осуществлять высокотемпературное газостатическое прессование отливки.
В способе нагрев и старение могут осуществлять ступенчато, по меньшей мере, за два этапа.
Для обеспечения наилучшего баланса системы легирования, с точки зрения фазовой стабильности, обрабатывают отливку из сплава, для состава которого выполняется условие и (Cr+Co+W+Al+Ta)≤39,8 мас.%.
Способ основан на следующих теоретических предпосылках.
При разработке жаропрочных сплавов для монокристального литья, в том числе и на основе никеля, особое внимание традиционно уделяется оценке склонности жаропрочного сплава (ЖС) к образованию топологически плотно упакованных фаз (ТПУ фаз), вызывающих ухудшение эксплуатационных характеристик. Химический состав ЖС, не обладающих склонностью к выделению ТПУ фаз, принято рассчитывать с помощью метода РНАСОМР. К сожалению, даже полное соответствие химического состава и микроструктуры конкретного ЖС требованиям указанного метода не всегда гарантирует устойчивость ЖС к образованию ТПУ фаз при испытаниях или эксплуатации. Например, сплав CMSX-10, химический состав которого был тщательно сбалансирован при разработке таким образом, чтобы предотвратить выделение ТПУ фаз, тем не менее оказался склонным к формированию пластин σ-фазы после термообработки при 1050°С.
Авторами проведены теоретические и экспериментальные исследования по анализу многокомпонентной системы легирования ЖС, с точки зрения влияния каждого из легирующих элементов на фундаментальную характеристику конструкционных материалов - энергию когезии или когезивную прочность ЖС:
Ecoh=Eatom-Ecryst,
где Eatom = энергия свободного атома,
Ecryst = энергия вещества в кристаллическом состоянии.
Определенная таким образом энергия когезии представляет собой работу, необходимую для того, чтобы разрушить твердое тело до атомарного состояния.
В качестве Ecryst использовали энергию основного состояния вещества (сплава, металла) в кристаллическом состоянии. Для определения этой энергии был использован метод точных маффин-тин орбиталей (ТМТО или ЕМТО). Данный метод предназначен в основном для расчета сплавов. Поэтому энергии свободных атомов для чистых металлов рассчитывались как Eatom=Ecoh-Ecryst, где Ecoh бралась из экспериментальных данных (Kittel С. Introduction to Solid State Physics 7th ed. - Wiley, New York, 1996), Ecryst рассчитывалась с помощью метода ТМТО.
Результаты исследований приведены на фиг.1 и 2, где на фиг.1 представлена зависимость значений энергии когезии никелевых сплавов от содержания в них легирующих элементов, а на фиг.2 - распределение легирующих элементов по значениям когезивной прочности (χ).
Данные, приведенные на фиг.1 и 2, позволяют выделить базовую группу элементов, которую следует использовать, в первую очередь, для легирования никелевых ЖС. К ним относятся легирующие элементы, которым соответствуют наибольшие положительные значения параметра χ.
Первым элементом, способствующим наибольшему повышению энергии когезии никеля, является вольфрам, поэтому базовая система никелевых ЖС должна содержать вольфрам в количестве, ограниченном сверху пределом растворимости вольфрама в никелевом ЖС.
Следующим элементом легирования никелевых ЖС является тантал, который целесообразно вводить в никелевые ЖС, контролируя возможность выделения в сплаве Та-содержащих промежуточных фаз.
Для заявляемого никелевого ЖС (КС-1), не содержащего рения, теоретически и экспериментально установлено, что технический результат достигается при содержании в сплаве хрома, кобальта, вольфрама, алюминия, тантала, иттрия, лантана, церия и никеля в случае, если суммарное содержание 15,0≤(W+Ta)≤28,0 мас.% состава всех элементов сплава, причем для получения оптимального результата количество вольфрама в составе сплава не меньше чем количество тантала.
Суммарное количество вольфрама и тантала определяется для каждого случая отдельно, однако, как правило, минимальное значение вольфрама и тантала не меньше 15,0 мас.%, так как в противном случае не будет обеспечено планируемое повышение жаропрочности, причем содержание тантала может варьироваться в широких пределах, учитывая, что с увеличением тантала возрастает когезивная прочность сплава и, следовательно, жаропрочность. Максимальное значение суммарного количества вольфрама и тантала для никелевых ЖС, обрабатываемых заявляемым способом, не должно превышать 28 мас.% и ограничено сверху пределом растворимости вольфрама и тантала в никелевом ЖС. За оптимальное принимается такое содержание тантала, которое в сочетании с выбранным количеством вольфрама при выполнении заявляемого условия суммарного содержания этих элементов обеспечит длительную прочность при температуре 1000°С в течение 100 часов не менее 250 МПа.
Для достижения оптимальных параметров ЖС, т.е. для формирования оптимальных параметров сложной гетерофазной струтуры сплава должна быть предусмотрена возможность введения в сплав других указанных в формуле элементов, например молибдена, ниобия, титана и т.д.
Суммарное содержание двух основных компонентов никелевого ЖС является важным, но не единственным условием, необходимым для достижения заявляемого технического результата, другим условием является выполнение заявляемых условий обработки сплавов, например отливок из никелевых ЖС, так как выбор условий термообработки является существенным для повышения жаропрочности сплава.
Шихтовые заготовки никелевого жаропрочного сплава КС-1, содержащего никель, хром, кобальт, вольфрам, алюминий, тантал, иттрий, лантан и церий, при выполнении условий 15,0≤(W+Ta)≤28,0 мас.%, из которых в дальнейшем получали монокристаллические образцы, отливали вакуумно-индукционным методом. Для создания оптимальной γ-γ'-микроструктуры монокристаллические отливки опытных сплавов подвергали термической обработке, заключавшейся в гомогенизации и двухступенчатом старении. Температуру гомогенизации выбирали из условия (Тпр-15°С)≤Тгом≤(Тпр+10°С), где Тпр - температура полного растворения γ'-фазы в сплаве. В случае, если температура гомогенизации меньше (Тпр-15°С), то в условиях недогрева происходит сильное огрубление нерастворившейся γ'-фазы. Эффект огрубления не устраняется при последующем старении и приводит к снижению уровня жаропрочности. Если температура гомогенизации выше (Тпр+10°С), то возрастает вероятность неконтролируемых процессов локального оплавления, которые отрицательно влияют на жаропрочность.
Время выдержки и параметры старения отливки зависят от ее размера, характера микроструктуры и выбираются на основании металлографического изучения микроструктуры контрольных образцов.
Например, операцию старения могут осуществлять, по меньшей мере, за два этапа, отличающиеся температурами нагрева T1>Т2. На первом этапе старения отливку нагревают до более высокой температуры T1 в двухфазной γ-γ'-области, выдержка при которой обеспечивает образование основного количества упрочняющей γ'-фазы и формирование регулярной γ/γ'-структуры.
Второй этап старения проводят при более низкой температуре Т2<T1 в двухфазной γ-γ'-области, что обеспечивает выделение из твердого раствора дополнительного количества упрочняющей γ'-фазы в сплаве.
Охлаждение со скоростью от 50 до 100 град/мин обусловлено тем, что при такой регламентации скорости охлаждения, с одной стороны, удается зафиксировать при комнатной температуре микроструктуру сплава, сформировавшуюся при термической обработке (для этого необходимо быстрое охлаждение - закалка), а с другой стороны, минимизировать негативные эффекты быстрого охлаждения (например, образование микротрещин).
Для удаления литейной пористости монокристаллических отливок их могут подвергать высокотемпературной газостатической обработке (ГИП) по специально разработанным режимам, обеспечивающим уплотнение материала отливки без локальной рекристаллизации в объеме образцов (А.В.Логунов и др. Высокотемпературное газостатическое уплотнение монокристаллов жаропрочных никелевых сплавов. Технология легких сплавов, №1-4. 2005 г., с.71-77) с последующей термообработкой при заявленных условиях.
Пример конкретного выполнения
Шихтовые отливки никелевого жаропрочного сплава КС-1, содержащего: хром - 2,6, кобальт - 4,5, вольфрам - 16,0, алюминий - 6,0, тантал 6,0, иттрий - 0,002, лантан - 0,002, церий - 0,002 и никель остальное до 100 мас.%. При выполнении условия (W+Ta)≤24,0 мас.% использовали для получения монокристаллических образцов, которые затем подвергали следующей термической обработке: гомогенизации при температуре 1340°С, выдерживали при этой температуре в течение 3 часов и охлаждали со скоростью 50 град/мин и двухступенчатому старению - 1 ступень - 1050°С в течение 4 часов, 2 ступень - 870°С в течение 10 часов.
В таблице приведены значения ключевых параметров для сплава КС-1, который близок к базовой системе легирования (Ni-Al)-W, Та.
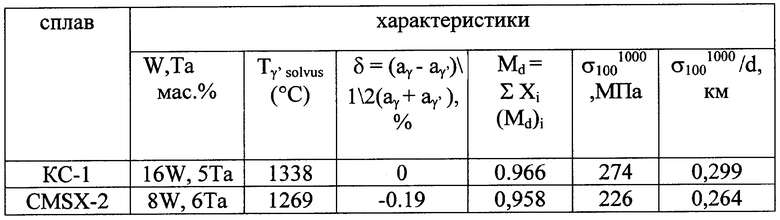
В результате использования всей совокупности существенных признаков заявляемого способа получили монокристаллические отливки сплава КС-1 со средними значениями длительной прочности при температуре 1000°С в течение 100 часов σ100 1000=270 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТЛИВОК ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ | 2007 |
|
RU2361011C1 |
| СОСТАВ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ (ВАРИАНТЫ) | 2007 |
|
RU2348724C2 |
| СПОСОБ ОБРАБОТКИ ОТЛИВОК ИЗ ЖАРОПРОЧНОГО СПЛАВА | 2007 |
|
RU2344195C2 |
| СОСТАВ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА (ВАРИАНТЫ) | 2007 |
|
RU2353691C2 |
| СОСТАВ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ (ВАРИАНТЫ) | 2007 |
|
RU2348725C2 |
| НИКЕЛЕВЫЙ ЖАРОПРОЧНЫЙ СПЛАВ ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ЭТОГО СПЛАВА | 2000 |
|
RU2186144C1 |
| НИКЕЛЕВЫЙ ЖАРОПРОЧНЫЙ СПЛАВ ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ | 1990 |
|
RU1776076C |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2013 |
|
RU2530932C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ МОНОКРИСТАЛЛИЧЕСКОГО ЛИТЬЯ | 2011 |
|
RU2465359C1 |
| Жаропрочный сплав на основе никеля, изделие, выполненное из него, и способ термической обработки изделия | 2024 |
|
RU2832270C1 |
Изобретение относится к металлургии сплавов, а именно к производству сплавов на основе никеля, используемых для деталей с монокристаллической структурой, например лопаток турбин, работающих при высоких температурах. Для повышения предела выносливости и прочностных характеристик изделий обрабатывают отливки из сплава, содержащего никель, хром, кобальт, вольфрам, алюминий, тантал, иттрий, лантан и церий. Количественное содержание компонентов сплава, мас.%, выбирают из следующих условий: количество W не меньше, чем количество Та и 15,0≤(W+Ta)≤28,0. Отливку подвергают гомогенизации путем ступенчатого нагрева до температуры (Тпр-15°С)≤Тгом≤(Тпр+10°С), где Тпр - температура полного растворения γ'-фазы в сплаве, выдержки при данной температуре и охлаждения со скоростью 50-100 град./мин. Затем осуществляют старение за два этапа. Перед термической обработкой отливки могут быть подвергнуты высокотемпературному газостатическому прессованию для удаления литейной микропористости. 4 з.п. ф-лы, 1 табл., 2 ил.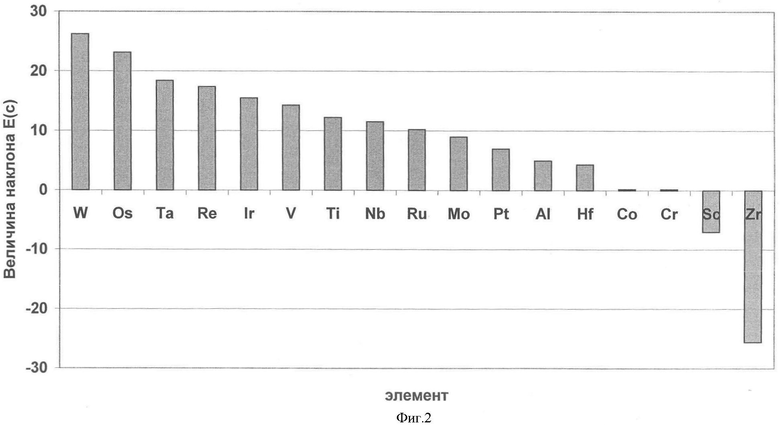
1. Способ обработки отливок из жаропрочного никелевого сплава для монокристального литья, содержащего никель, хром, кобальт, вольфрам, алюминий, тантал, иттрий, лантан и церий при выполнении условий, что количество W, мас.%, не меньше, чем количество Та, мас.%, и 15,0≤(W+Ta)≤28,0 мас.%, заключающийся в том, что отливку подвергают термической обработке, в качестве термической обработки используют гомогенизацию и старение, причем гомогенизацию приводят путем нагрева до температуры (Тпр-15°С)≤Тгом≤(Тпр+10°С), где Тпр - температура полного растворения γ'-фазы в сплаве, выдержки при данной температуре и охлаждения со скоростью 50-100 град/мин.
2. Способ по п.1, отличающийся тем, что перед термической обработкой осуществляют газостатическое прессование отливки.
3. Способ по п.1, отличающийся тем, что нагрев осуществляют ступенчато.
4. Способ по п.1, отличающийся тем, что старение проводят ступенчато, по меньшей мере, за два этапа.
5. Способ по п.1, отличающийся тем, что обрабатывают отливку, для состава сплава которой выполняется условие (Cr+Co+W+Al+Ta)≤39,8 мас.%.
| US 4707192 А, 17.11.1987 | |||
| ЛИТЬЕВЫЕ ИЗДЕЛИЯ ИЗ СПЕЦИАЛЬНОГО СПЛАВА НА НИКЕЛЕВОЙ ОСНОВЕ (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СПЕЦИАЛЬНОГО СПЛАВА И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЭТИХ ИЗДЕЛИЙ | 1999 |
|
RU2235798C2 |
| МОНОКРИСТАЛЬНЫЙ НИКЕЛЕВЫЙ ЖАРОПРОЧНЫЙ СПЛАВ | 2004 |
|
RU2297466C2 |
| ЖАРОПРОЧНЫЙ ЛИТЕЙНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 2002 |
|
RU2219272C1 |
| КОЛАЧЕВ Б.А | |||
| и др | |||
| Металловедение и термическая обработка цветных металлов и сплавов | |||
| - М.: МИСИС, 2005, с.319, 331. | |||

