Изобретение относится к сварке, конкретно к электродуговой сварке под флюсом, и может быть использовано при сварке листовых металлоконструкций и резервуаров, работающих при отрицательных температурах.
Известен [1] выбранный в качестве прототипа способ сварки под флюсом, включающий двустороннюю сварку стыковых швов листов автоматическим способом под флюсом на верхнем ярусе и после протягивания листов с помощью барабана на нижнем ярусе на специальных установках для рулонирования.
Существенными недостатками данного способа являются:
- низкие механические свойства и ударная вязкость сварного соединения при отрицательных температурах;
- высокий уровень отбраковки по сварочным дефектам;
- низкая производительность сварочного процесса.
Известен также способ дуговой сварки, включающий использование сварочного флюса, при котором используется сварочный флюс, содержащий оксид алюминия, фторид кальция, оксид железа (III), оксид кремния, карбамид, щавелевую кислоту и олигодиаллилизофталат при следующем соотношении компонентов, мас.%: оксид алюминия 6,0-11,0, фторид кальция 22,0-29,0, оксид железа (III) 18,0-32,0, карбамид 2,3-2,9, щавелевую кислоту 3,7-5,1, олигодиаллилизофталат 0,01-0,2, оксид кремния - остальное [2].
Существенным недостатком данного способа является низкая прочность сварного соединения при отрицательных температурах, что не позволяет применять изготовленные с использованием данного способа листовые металлоконструкции и резервуары для работы при низких температурах, кроме того, способ не может быть использован при автоматической сварке под флюсом на установках рулонирования.
Известен флюс АН-348А, который относится к группе высококремнистых высокомарганцовистых оксидных флюсов и содержит: 41-44% SiO2, 34,0-38,0% MnO, 5,0-7,5% MgO, <6,5% CaO, 4,0-5,5% СаF2, <4,0% Аl2О3, ≤2,0% Fе2О3, ≤0,15% S, ≤0,12% P [3].
Существенным недостатком данного флюса является низкая ударная вязкость при отрицательных температурах, связанная с повышенным содержанием кислорода в швах накапливаемого за счет окислительно-восстановительных процессов, происходящих между жидким металлом и шлаком в сварочной ванне [4].
Известен также флюс АН-60, который относится к группе высококремнистых высокомарганцовистых оксидных флюсов и содержит: 42,5-46,5% SiO2, 36,0-41,0% MnO, 0,5-3,0% MgO, 3-11,0% CaO, 5,0-8,0% CaF2, <5,0% Аl2О3, ≤1,5% Fе2О3, ≤0,15% S, ≤0,12% P [3].
Существенными недостатками данного флюса является малое проплавление свариваемого металла, низкая производительность сварочного процесса и неудовлетворительные санитарно-гигиенические условия труда при сварке под флюсом [4].
Известен также флюс АН-47, который относится к группе низкокремнистых среднемарганцовистых и содержит: 28,0-32,0% SiO2, 14,0-18,0% МnО, 6,5-10,5% MgO, 13,0-17,0% CaO, 4,0-7,0% TiO2, 9,0-13,0% CaF2, 9,0-13,0% Аl2О3, 2,0% Fе2O3, ≤0,09% S, ≤0,1% P [3].
Существенным недостатком данного флюса является неудовлетворительное формирование шва, связанное со снижением содержания окислов кремния во флюсе, и, как следствие, высокий уровень отбраковки по сварочным дефектам и низкая производительность сварочного процесса [4].
Техническим результатом изобретения является:
- повышение механических свойств и ударной вязкости сварного шва при отрицательных температурах за счет снижения концентрации кислорода и загрязненности неметаллическими включениями;
- снижение отбраковки по сварочным дефектам за счет стабилизации температурно-скоростных режимов сварки и оптимального химического состава и расхода флюсов;
- увеличение производительности сварочного процесса за счет скоростных режимов сварки.
Для достижения этого предлагается способ сварки под флюсом, включающий двустороннюю сварку стыковых швов листов автоматическим способом под флюсом на верхнем ярусе и после протягивания листов с помощью барабана на нижнем ярусе, при котором в зависимости от толщины свариваемого листа сварку на верхнем ярусе производят под смесью флюсов АН-348А и АН-47 при соотношении 1:1 со скоростью 20,5-44,0 м/ч при силе тока 500-700А, напряжении 32-38 В проволокой Св-08ГА при скорости подачи проволоки 60-102 м/ч при этом обеспечивают погонную энергию 1200-3900 кДж/м, а сварку на нижнем ярусе производят под смесью флюсов АН-348А и АН-60 при соотношении (0,6-0,7):(0,3-0,4) со скоростью 22,0-51,0 м/ч при силе тока 550-800А, напряжении 34-40 В проволокой Св-10НМА при скорости подачи проволоки 77-108 м/ч при этом обеспечивают погонную энергию 1400-4400 кДж/м.
Заявляемое соотношение компонентов подобрано опытным путем исходя из того, что на верхнем ярусе стыковые швы сваривались на режимах, обеспечивающих проплавление металла 0,55 толщины листа, а на нижнем ярусе сварка производилась на режимах, позволяющих получить проплавление металла 0,7 толщины листа без образования трещин и дефектов сварки.
При сварке использовали сталь 09Г2С, при этом формировали структуру, обеспечивающую равнопрочность сварного соединения и основного металла, при достаточно хороших свойствах при отрицательных температурах путем подбора соответствующего состава металла шва, при этом создавали условия для предотвращения образования холодных трещин путем смещения области распада аустенита в сторону более высоких температур. Регулирование термического цикла сварки проводили изменением погонной энергии.
При сварке на верхнем ярусе, исходя из обеспечения проплавления металла 0,55 толщины листа в зависимости от толщины свариваемого листа, оптимальными режимами являются сварка со скоростью 20,5-44,0 м/ч, сила тока 500-700А, напряжение 32-38 В, скорость подачи проволоки 60-102 м/ч, погонная энергия 1200-3 900 кДж/м. При значениях выше и ниже заявляемых пределов не удавалось обеспечить величину заданного проплавления и качество сварных швов.
Выбор флюса и проволоки проводили исходя из следующих предпосылок. Наибольшее распространение для автоматической дуговой сварки под слоем флюса металлоконструкций из стали 09Г2С нашли применение проволока Св-08ГА с флюсом АН-348А. Флюс стекловидный дает глубокое проплавление, хорошее формирование, с плавным переходом к основному металлу. Металл шва имеет высокие механические свойства, однако получаемая удовлетворительная ударная вязкость металла шва при плюсовой температуре снижается при отрицательных температурах до значений ниже допустимых при - 40°С. Низкие значения ударной вязкости при отрицательных температурах, по-видимому, связаны с повышенным содержанием кислорода в швах. Кислород в металле шва накапливается за счет окислительно-восстановительных процессов между жидким металлом и шлаком. Данный флюс не рекомендуется для сварки конструкций, работающих в условиях севера и при температуре ниже -30°С.
Флюс АН-47 способствует получению металла шва с высокой ударной вязкостью, но дает неудовлетворительное формирование шва. Ухудшение формирования шва связано со снижением содержания окислов кремния во флюсе. С целью использования положительных характеристик флюса АН-47 и улучшения формирования шва сварку выполняли под смесью флюсов АН-348А и АН-47. Оптимальной композицией сварочных материалов при сварке стыковых швов на верхнем ярусе является проволока Св-08ГА под смесью флюсов АН-348А и АН-47 при соотношении 1:1. При сварке данной проволокой металл шва получается пластичным, без структур закалки. Металл шва имеет высокие механические свойства. Добавка флюса АН-47 снижает скорость протекания окислительно-восстановительных процессов, способствует уменьшению кислорода в шве и позволяет повысить ударную вязкость металла шва. При деформации полотнища стенки на барабане трещины в швах не образуются.
При сварке на нижнем ярусе, исходя из обеспечения проплавления металла 0,70 толщины листа в зависимости от толщины свариваемого листа, оптимальными режимами являются сварка со скоростью 22,0-51,0 м/ч, сила тока 550-800А, напряжение 34-40 В, скорость подачи проволоки 77-108 м/ч, погонная энергия 1400-4400 кДж/м.
При значениях выше и ниже заявляемых пределов не удавалось обеспечить величину заданного проплавления, а также требуемые механические свойства шва и отсутствие дефектов сварки.
Для сварки в нижнем положении использовали проволоку Св-10НМА, которая в отличие от Св-08ГА содержит больше углерода, а также никель и молибден, которые значительно повышают прочность металла шва и ударную вязкость при отрицательных температурах и способствуют измельчения зерна. Опыты показали, что хорошие результаты при сварке низколегированной стали 09Г2С были получены при использовании проволоки Св-10НМА под смесью флюсов АН-348А и АН-60 при соотношении (0,6-0,7):(0,3-0,4). Механические свойства металла шва и ударная вязкость превышали допустимые значения при отрицательных температурах. Формирование шва хорошее с плавным переходом к основному металлу. Однако применение проволоки Св-10НМА для сварки швов на верхнем ярусе нежелательно, так как возможно образование трещин в швах при протягивании полотнища стенки с верхнего яруса на нижний и изгибе полотнища на барабане. Это связано с наличием в металле шва структуры закалки - бейнита. Данные сварочные материалы можно применять при сварке без трещинообразования только на нижнем ярусе.
Опыты по заявляемому способу проводили на двухъярусных установках рулонирования шириной 18 м с верхним сворачиванием, сварку производили тракторами типа АДФ-1002. Схема установки представлена на фиг.1. Последовательность сборки и сварки полотнища стенки следующая. Кран листоукладчик доставляет листы на сборочную площадку на верхний ярус стенда (1). Секцию полотнища собирают из отдельных листов встык без прихваток с помощью толкателей. Затем выполняется сварка автоматическим способом под флюсом сначала продольных стыков, а затем поперечных. После сварки полотнища на верхнем ярусе его протягивают на нижний ярус с помощью барабана (2). На нижнем ярусе производится сварка продольных и поперечных стыковых швов с другой стороны. После контроля качества полотнище сворачивается в рулон специальным сворачивающим устройством (3) на элемент для наворачивания полотнища (4).
Опытную флюсовую смесь подготавливали путем дозирования исходных материалов по весу с использованием следующих исходных материалов:
Флюс АН-348А с содержанием: 42,8% SiO2, 35,6% MnO, 6,5% MgO, 5,5% CaO, 4,8% CaF2, 3,0% Аl2О3, 1,8% Fе2O3, 0,15% S, 0,10% P.
Флюс АН-60 с содержанием: 45,5% SiO2, 41,0% MnO, 2,0% MgO, 9,0% CaO, 7,0% CaF2, 4,0% Аl2О3, 1,0% Fе2O3, 0,12% S, 0,10% P.
Флюс АН-47 с содержанием: 30,0% SiO2, 17,0% MnO, 8,5% MgO, 16,0% CaO, 8,0% TiO2, 9,5% CaF2, 10,0% Аl2О3, 1,5% Fе2O3, 0,08% S, 0,07% P.
Приготовление флюсовой смеси производили путем установки дозатора на весовую раму тележки с электронным указателем веса. Передвигая тележку с дозатором под бункерной эстакадой, его поочередно останавливали под одним из бункеров с исходными материалами. После установки дозатора под бункером на нем открывали затвор и производили заполнение дозатора. В электронных весах закладывали весовую информацию о каждом исходном материале. Заполненный дозатор передавали к смесительной установке. Для достижения равномерного состава смеси материалы перемешивали в смесительной установке в течение не менее 15 минут.
Сварку опытных стыков осуществляли на постоянном токе обратной полярности без разделки кромок до толщин листа 16 мм. После сварки проводили изучение макро- и микроструктуры сварных швов, изучение характера неметаллических включений, а также содержание кислорода и азота и механических свойств (в том числе ударной вязкости при отрицательных температурах). Оптимальные режимы сварки приведены в таблице 1.
Все сварные швы, выполненные по заявляемым сварочным режимам, были выше значений требований ПБ-03-605-03 «Правила устройства вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов».
Использование заявляемого способа сварки под флюсом позволило:
- повысить механические свойства и ударную вязкость сварного шва при отрицательных температурах за счет снижения концентрации общего кислорода и загрязненности неметаллическими включениями;
- снижена отбраковка по сварочным дефектам за счет стабилизации температурно-скоростных режимов сварки и оптимального химического состава и расхода флюсов на 7%, исключена зачистка и исправление дефектов односторонних швов с последующей сваркой;
- увеличение производительности сварочного процесса, за счет скоростных режимов сварки на 8-10%.
Источники информации
1. С.М.Билецкий, В.М.Голинько. Индустриальное изготовление негабаритных сварных листовых конструкций. - Киев: Наукова думка, 1983. - 272 с.
2. Патент РФ №2212322, В23К 9/18, 35/362.
3. ГОСТ 9087-81 «Флюсы сварочные плавленые. Технические условия».
4. Подгаецкий В.В., Люборец И.И. Сварочные флюсы.- Киев: Техника, 1984. - 166 с.






| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮС-ДОБАВКА | 2013 |
|
RU2564801C2 |
| Способ сварки под флюсом горизонтального стыкового соединения на вертикальной плоскости | 1987 |
|
SU1466888A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2014 |
|
RU2579412C2 |
| АГЛОМЕРИРОВАННЫЙ ФЛЮС МАРКИ 48АФ-55 | 2005 |
|
RU2295431C2 |
| Способ производства сварных труб большого диаметра | 1986 |
|
SU1371832A1 |
| КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2002 |
|
RU2228828C2 |
| КЕРАМИЧЕСКИЙ ФЛЮС-ДОБАВКА | 2012 |
|
RU2484936C1 |
| СПОСОБ МОНТАЖА СТАЛЬНОЙ БАЛКИ ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2003 |
|
RU2230851C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2009 |
|
RU2410217C2 |
Изобретение относится к электродуговой сварке под флюсом и может быть использовано при сварке листовых металлоконструкций и резервуаров, работающих при отрицательных температурах. Способ включает двустороннюю сварку стыковых швов листов автоматическим способом под флюсом на верхнем ярусе после протягивания листов с помощью барабана на нижнем ярусе. Сварку на верхнем ярусе в зависимости от толщины свариваемого листа производят под смесью флюсов АН-348А и АН-47 при соотношении 1:1 со скоростью 20,5-44.0 м/ч при определенных параметрах силы тока, напряжения, скорости подачи проволоки и погонной энергии. Сварку на нижнем ярусе производят под смесью флюсов АН-348А и АН-60 при соотношении (0,6-0,7):(0,3-0,4) при определенных параметрах скорости, силы тока, напряжения, скорости подачи проволоки и погонной энергии. Техническим результатом изобретения является повышение механических свойств и ударной вязкости сварного соединения при отрицательных температурах за счет снижения концентрации кислорода и загрязненности неметаллическими включениями, снижение отбраковки по сварочным дефектам за счет стабилизации температурно-скоростных режимов сварки и оптимального химического состава и расхода флюсов и увеличение производительности сварочного процесса за счет скоростных режимов сварки. 1 ил., 2 табл.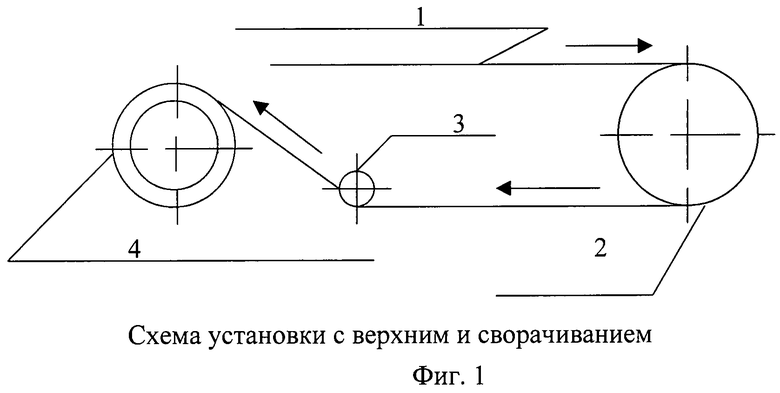
Способ сварки под флюсом, включающий двустороннюю сварку стыковых швов листов автоматическим способом под флюсом на верхнем ярусе и после протягивания листов с помощью барабана на нижнем ярусе, отличающийся тем, что в зависимости от толщины свариваемого листа сварку на верхнем ярусе производят под смесью флюсов АН-348А и АН-47 при соотношении 1:1 со скоростью 20,5-44,0 м/ч при силе тока 500-700 А, напряжении 32-38 В проволокой Св-08ГА при скорости подачи проволоки 60-102 м/ч, при этом обеспечивают погонную энергию 1200-3900 кДж/м, а сварку на нижнем ярусе производят под смесью флюсов АН-348 А и АН-60 при соотношении (0,6-0,7):(0,3-0,4) со скоростью 22,0-51,0 м/ч при силе тока 550-800А, напряжении 34-40 В проволокой Св-10НМА при скорости подачи проволоки 77-108 м/ч, при этом обеспечивают погонную энергию 1400-4400 кДж/м.
| БИЛЕЦКИИ С.М | |||
| и др | |||
| Индустриальное изготовление негабаритных | |||
| сварных листовых конструкций | |||
| - Киев: Наукова думка, 1983 | |||
| СПОСОБ ДУГОВОЙ СВАРКИ | 2002 |
|
RU2212322C1 |
| Способ сварки под флюсом горизонтального стыкового соединения на вертикальной плоскости | 1987 |
|
SU1466888A1 |
| Устройство контроля степени затупления режущего инструмента | 1980 |
|
SU963805A2 |
| Оправка | 1988 |
|
SU1609553A1 |

