Изобретение относится к прокатному производству и может быть использовано на одноклетевых дрессировочных станах кварто.
Известен способ эксплуатации валков при многопроходной прокатке полосового металла, согласно которому на рабочих валках создают неравномерную по длине бочек шероховатость поверхности, причем в четных проходах шероховатость рабочих валков уменьшается, а в нечетных - увеличивается от середины бочки к краям в 1,2-2,5 раза [1].
Недостаток известного способа состоит в формировании неоднородной шероховатости по ширине полос, а также неравномерном износе опорных валков. Данный способ не применим для дрессировочных станов.
Известен также способ эксплуатации валков стана непрерывной холодной прокатки полос, по которому на рабочие валки наносят различную шероховатость по длине бочке и по клетям 5-клетевого стана. При этом в клетях с большими нагрузками (первые клети стана) используют рабочие валки, у которых поверхность средней части по длине валка имеет малую шероховатость (менее 0,3 мкм Ra), а по концевым участкам валка - грубую (0,7-1,0 мкм Ra). В клетях с меньшими нагрузками применяют рабочие валки с более грубой поверхностью в центре валка, чем по краям [2].
Указанный способ эксплуатации валков приводит к повышенному износу опорных валков, формированию неравномерной шероховатости по ширине полос и не применим для одноклетевых дрессировочных станов.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ эксплуатации валков дрессировочной клети кварто, включающий многократное чередование работы в клети рабочих валков в контакте с опорными с перешлифовками и насечками их бочек дробью [3] - прототип.
Недостатки известного способа состоят в следующем. В процессе дрессировки полос рабочие валки с насеченной бочкой изнашивают поверхность опорных валков, причем этот износ максимален в средней части бочки опорного валка на участке, длина которого равна ширине полосы, а усилие взаимного прижатия валков максимально. Концевые участки бочки опорного валка изнашиваются менее интенсивно. Неравномерный износ бочки опорного валка приводит к нарушению его профилировки, ухудшению точности и плоскостности полос, а также вызывает необходимость дополнительных перевалок и перешлифовок, снижающих его стойкость.
Техническая задача, решаемая изобретением, состоит в повышении стойкости опорных валков и качества дрессируемых полос.
Для решения поставленной технической задачи в известном способе эксплуатации валков дрессировочной клети кварто, включающем многократное чередование работы в клети рабочих валков в контакте с опорными с перешлифовками и насечками их бочек, согласно предложению насечку средней части бочки рабочих валков на длине, равной ширине дрессируемых полос, осуществляют до шероховатости поверхности Ra, меньшей, чем концевых участков бочки, в 1,4-2,0 раза, а при работе в клети погонную нагрузку в контакте рабочих валков с опорными поддерживают равной 0,06-0,18 т/мм.
Сущность изобретения состоит в следующем. Насечка средней части бочки рабочего валка длиной, равной ширине полосы, до заданной шероховатости поверхности позволяет получать полосу с высоким качеством отделки поверхности. Поскольку концевые участки бочки рабочего валка насекают до шероховатости поверхности в 1,4-2,0 раза больше, чем ее среднюю часть, то в процессе вращения взаимно прижатых рабочего и опорного валков при дрессировке на участках с большей шероховатостью поверхности увеличивается износ опорного валка и, таким образом, достигается выравнивание износа опорного валка по длине его бочки. Равномерный износ бочки опорного валка способствует повышению качества дрессируемых полос и повышает его стойкость. При этом выравнивание износа, наиболее полный перенос микрорельефа валков на отожженную стальную полосу и устранение площадки текучести на диаграмме растяжения образцов полосы достигаются при погонной нагрузке в контакте рабочего и опорного валков в диапазоне 0,06-0,18 т/мм.
Экспериментально установлено, что если отношение шероховатости поверхности на концевом участке бочки рабочего валка Raк к шероховатости поверхности в средней ее части Raс будет менее 1,4, то сохраняется повышенный износ средней части бочки опорного валка. Такой же характер износа будет иметь место при погонной нагрузке в контакте рабочего и опорного валков менее 0,06 т/мм. Увеличение отношения Raк к Raс более 2,0 или погонной нагрузки q более 0,18 т/мм приведет к перекомпенсации: в этом случае износ концевых участков бочки опорного валка будет превышать износ средней части. Неравномерный износ снижает стойкость опорного валка и качество дрессируемых полос.
Примеры реализации способа
Для дрессировки холоднокатаных отожженных полос сечением 0,5х1000 мм осуществляют подготовку рабочих и опорных валков. Рабочие валки дрессировочного стана с длиной бочки S = 1400 мм, имеющие диаметр бочек 250 мм и твердость по Шору 94 HSD, шлифуют и профилируют с нулевой выпуклостью. Шлифованные рабочие валки помещают в камеру дробеметной машины и подвергают насечке колотой чугунной дробью в две стадии. Средние участки бочек обоих валков протяженностью В = 1000 мм насекают до шероховатости поверхности Raс = 2,5 мкм, а концевые участки длиной по 200 мм каждый насекают до шероховатости Raк = 4,25 мкм. В этом случае:
 .
.
В клеть одноклетевого дрессировочного стана 1400 вначале заваливают перешлифованные опорные валки с диаметром бочки 840 мм и твердостью по Шору 62 HSD, профилированные с нулевой выпуклостью, затем заваливают насеченные рабочие валки.
Рулоны холоднокатаных полос последовательно устанавливают на разматывателе, полосы задают в валки. С помощью гидравлических нажимных устройств создают усилие дрессировки Р=168 т и производят дрессировку полос. Погонная нагрузка q в контакте рабочего и опорного валка при этом составляет: 
Периодически, после дрессировки 200-250 т полос, производят перевалку рабочих валков с изношенной шероховатостью поверхности.
В процессе дрессировки средняя часть бочки опорного валка нагружена более интенсивно. Но благодаря тому что шероховатость поверхности бочки рабочего валка в средней его части протяженностью В = 1000 мм меньше, чем на концевых участках, достигается выравнивание износа по длине бочки опорного валка. За счет более равномерного износа опорного валка обеспечивается повышение его стойкости до 10 тыс. т дрессированного металла в одну кампанию, улучшается качество (точность и плоскостность) полос, исключается необходимость корректировки станочных профилировок рабочих валков по мере износа опорного.
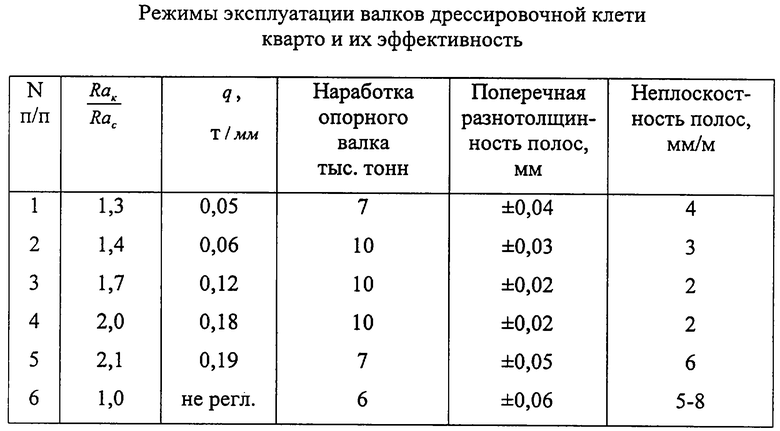
Варианты реализации способа эксплуатации валков дрессировочной клети кварто и показатели их эффективности представлены в таблице. Из табл. следует, что при реализации предложенного способа (варианты 2-4) достигается повышение стойкости опорных валков и качества дрессируемых полос. В случаях запредельных значений заявленных параметров (варианты 1 и 5) стойкость опорных валков и качество полос снижаются. Также более низкие показатели стойкости опорных валков и качества дрессированных полос имеют место при реализации способа-прототипа (вариант 6).
Технико-экономические преимущества предложенного способа состоят в следующем. Интенсивность износа опорных валков прямо зависит от шероховатости поверхности рабочих валков и погонного усилия их взаимного прижатия. Влияние этих двух факторов взаимно компенсируется.
Поэтому насечка средней части бочки рабочих валков на длине, равной ширине дрессируемых полос, до шероховатости поверхности Ra, меньшей, чем концевых участков бочки, в 1,4-2,0 раза, и при работе в клети с погонной нагрузкой в контакте рабочих валков с опорными равной 0,06-0,18 т/мм, обеспечивают выравнивание износа по длине бочки опорного валка, повышение его стойкости и качества полос.
В качестве базового объекта при определении экономической эффективности предложенного способа принят способ-протип. Использование предложенного способа обеспечит повышение рентабельности производства холоднокатаной листовой стали на 3-4%.
Источники информации
1. Авт.свид. СССР № 1215772, МПК В 21 В 1/38, 1986.
2. Заявка № 59-10403, Япония. МПК В 21 В 1/28, В 21 В 27/02, 1984.
3. Л.И.Боровик, А.И.Добронравов. Технология подготовки и эксплуатации валков тонколистовых станов. - М.: Металлургия, 1984, с. 6-8, 54-55.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ СТАНОВ КВАРТО ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2376088C2 |
| ОПОРНЫЙ ВАЛОК ДРЕССИРОВОЧНОГО СТАНА | 2004 |
|
RU2252089C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2006 |
|
RU2332272C2 |
| Способ механической обработкибОчЕК ОпОРНыХ ВАлКОВ | 1978 |
|
SU801916A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЦИНКОВАННОЙ ПОЛОСОВОЙ СТАЛИ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ВЫСОКОКАЧЕСТВЕННЫХ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1999 |
|
RU2149717C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2007 |
|
RU2351420C1 |
| Прокатный стан | 1985 |
|
SU1253681A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧИХ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2002 |
|
RU2228809C1 |
| СПОСОБ ДРЕССИРОВКИ СТАЛЬНЫХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2012 |
|
RU2492006C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
Изобретение относится к прокатному производству и может быть использовано на одноклетевых дрессировочных станах кварто. Техническая задача, решаемая изобретением, состоит в повышении стойкости опорных валков и качества дрессируемых полос. Способ включает многократное чередование работы в клети рабочих валков в контакте с опорными с перешлифовками и насечками их бочек. Насечку средней части бочек рабочих валков на длине, равной ширине дрессируемых полос, осуществляют до шероховатости поверхности Ra, меньшей, чем концевых участков бочки, в 1,4-2,0 раза. При работе в клети погонную нагрузку в контакте рабочих валков с опорными поддерживают равной 0,06-0,18 т/мм. Изобретение обеспечивает компенсирование износа опорных валков под воздействием таких факторов, как шероховатость поверхности рабочих валков и погонного усилия взаимного прижатия валков. 1 табл.
Способ эксплуатации валков дрессировочной клети кварто, включающий многократное чередование работы в клети рабочих валков в контакте с опорными с перешлифовками и насечками их бочек, отличающийся тем, что насечку средней части бочки рабочих валков на длине, равной ширине дрессируемых полос, осуществляют до шероховатости поверхности Ra, меньшей, чем концевых участков бочки, в 1,4-2,0 раза, а при работе в клети погонную нагрузку в контакте рабочих валков с опорными поддерживают равной 0,06-0,18 т/мм.
| БОРОВИК Л.И | |||
| и др | |||
| Технология подготовки и эксплуатации валков тонколистовых станов | |||
| - М.: Металлургия,1984, с.6-8, 54 и 55 | |||
| СПОСОБ ДРЕССИРОВКИ ГОРЯЧЕКАТАНОГО СТАЛЬНОГО ЛИСТА | 2001 |
|
RU2183515C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2127161C1 |
| ПРОКАТНЫЙ ВАЛОК | 1989 |
|
RU2008107C1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 1999 |
|
RU2159161C1 |
| US 4575972, 18.03.1986. | |||

