Изобретение относится к прокатному производству, в частности к производству горячекатаных и холоднокатаных листов и полос на непрерывных станах.
Целью изобретения является повышение качества и снижение расхода металла за счет уменьшения поперечной разнотолщинности.
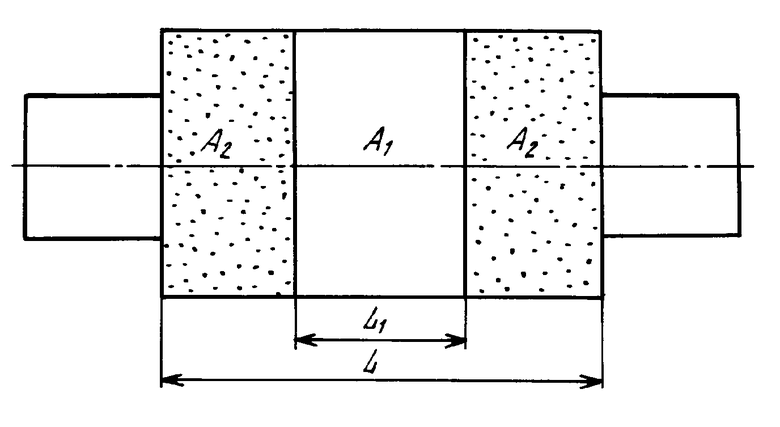
Сущность изобретения поясняется чертежом, на котором дан общий вид прокатного валка.
На чертеже обозначено: А1 - средний участок бочки валка L1 с меньшей шероховатостью; А2 - зоны концевых участков с большей, чем в средней части, шероховатостью, при этом в пределах каждого из участков бочки валка шероховатость выполнена равномерно.
Валок предлагаемой конструкции работает следующим образом.
При прокатке металл, обрабатываемый краевыми участками бочки валка, имеющими большую шероховатость, стремится иметь большую скорость выхода из валков, чем металл, деформируемый средним участком валка, имеющим меньшую шероховатость. Такие условия прокатки ведут к образованию растягивающих напряжений в центральной по ширине части раската.
Растягивающие напряжения, возникающие в средней части полосы, препятствуют увеличению толщины полосы из-за упругого прогиба валков, т. е. способствуют уменьшению поперечной разнотолщинности.
Предлагаемая конструкция валка опробована в лабораторных условиях. Средняя часть бочки валка шлифовалась, большая же шероховатость в крайних частях достигалась за счет пропуска наждачной бумаги между валками.
Для оценки эффективности предлагаемых валков в лабораторных условиях были проведены исследования при прокатке на валках диаметром 100 мм алюминиевых полос толщиной 2 мм за два пропуска: первый пропуск - деформация 1 мм в валках предлагаемой конструкции; второй (чистовой) - 0,3 мм в гладких цилиндрических валках.
После прокатки в данных условиях измерялась толщина полосы в поперечном сечении и определялась величина разнотолщинности, как
δ= hcp - hкр, мм где hср, hкр - толщина листа в средней части по кромке соответственно, мм.
Исследования проведены на валках со шлифовальным средним участком и грубообразованными краевыми участками бочки валка.
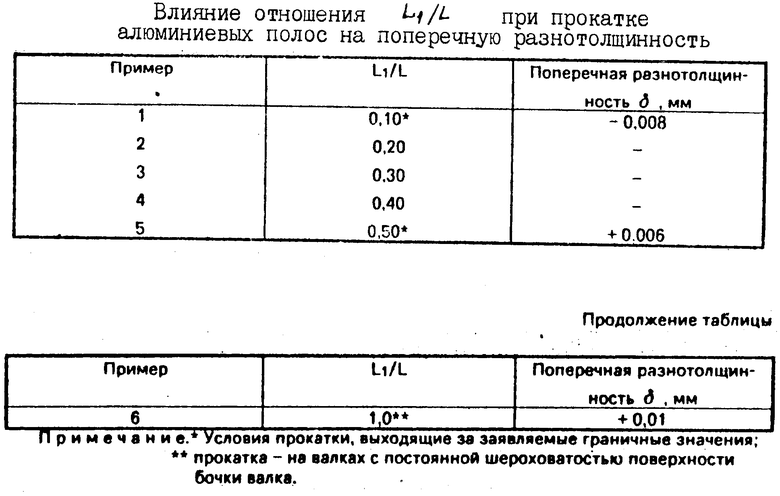
Результаты лабораторных исследований приведены в таблице.
Лабораторные исследования при прокатке металла в валках - прототипе не дает положительных результатов, по уменьшению поперечной разнотолщинности листов.
Из приведенных результатов видно, что предлагаемые валки позволяют получить листы с минимальной поперечной разнотолщинностью, при этом отношение средней части бочки валка, имеющей меньшую шероховатость, ко всей длине бочки валка составляет 0,2. . . 0,4.
При прокатке в валках, параметры которых выходят за заявленные граничные значения, положительный эффект не достигается (см. примеры 1 и 5, 6).
Валки предлагаемой конструкции рекомендуется устанавливать во всех клетях, кроме чистовой, непрерывной группы листовых станов горячей и холодной прокатки. Использование таких валков позволит повысить качество листовой стали за счет уменьшения ее поперечной разнотолщинности и уменьшить расход металла. (56) Авторское свидетельство СССР N 1225631, кл. В 21 В 27/02, 1984.
Авторское свидетельство СССР N 1315053, кл. В 21 В 27/02, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки листовой стали на непрерывных станах | 1989 |
|
SU1662716A1 |
| Прокатный валок | 1987 |
|
SU1421441A1 |
| СПОСОБ ПРОКАТКИ ПОЛОС | 1992 |
|
RU2006299C1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ В КЛЕТИ ТРИО ЛАУТА | 1999 |
|
RU2197343C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОГО ПОДКАТА ДЛЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2224029C2 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 1998 |
|
RU2152277C1 |
| Способ прокатки полос | 1987 |
|
SU1574294A1 |
| Прокатный валок | 1987 |
|
SU1423202A1 |
| Способ прокатки | 1988 |
|
SU1570806A1 |
| ИНСТРУМЕНТ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2009 |
|
RU2397034C1 |
Изобретение относится к прокатному производству, в частности к производству горячекатаных и холоднокатаных листов и полос на непрерывных станках. Прокатный валок содержит бочку со средним и двуя концевыми участками с нанесенной на ее поверхность шероховатостью, при этом шероховатость на всех участках бочки валка выполнена равномерно. На среднем участке бочки валка шароховатость имеет меньшую величину по сравнению с шероховатостью концевых участков, а отношение длины среднего участка бочки валка ко всей ее длине составляет 0,2 - 0,4. Прокатка металла в предложенных валках позволяет уменьшить поперечную разнотолщинность металла, что приводит к повышению качества металла, и снизить его расход. 1 ил, 1 табл.
ПРОКАТНЫЙ ВАЛОК, содержащий бочку со средним и краевыми участками и с нанесенной на ее поверхность равномерной шероховатостью, величина которой на среднем участке меньше, чем у краевых участков, отличающийся тем, что, с целью повышения качества и снижения расхода металла путем уменьшения поперечной разнотолщинности, отношение длины среднего участка бочки валка ко всей ее длине составляет 0,2 - 0,4.
