Изобретение относится к прокатному производству и может быть использовано на станах холодной прокатки листовой стали.
Известен способ подготовки к эксплуатации валков листопрокатной клети, включающий их шлифование и нанесение на поверхность бочки микрорельефа посредством электролучевой или лазерной обработки [1].
Недостаток известного способа состоит в том, что нанесенная шероховатость поверхности валков интенсивно изнашивается в процессе холодной прокатки. Это приводит к нестабильности шероховатости поверхности по длине полос и ухудшению их качества.
Известен также способ обработки прокатных валков, по которому шлифованную поверхность бочки подвергают насечке потоком дроби, причем насечку проводят в два этапа: вначале более крупной дробью, а затем мелкой, но при плотности потока, увеличенной с 200-300 кг/м2 на первом этапе до 400-600 кг/м2 на втором [2].
Данный способ обработки сложен в реализации, а также характеризуется неравномерным износом шероховатости поверхности валка, что приводит к ухудшению качества холоднокатаной листовой стали.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ подготовки к эксплуатации валков листопрокатной клети, включающий их шлифование с помощью абразивных кругов и формирование шероховатости поверхности бочки. Формирование шероховатости поверхности бочки осуществляют соответствующей установкой режимов шлифования, а также дробеметной насечкой валков [3] - прототип.
Недостатки известного способа состоят в том, что шероховатая поверхность бочки валка после шлифования, а в особенности после дробеметной насечке интенсивно и неравномерно изнашивается в процессе холодной листовой прокатки. Это снижает стойкость валков и качество прокатываемой листовой стали.
Техническая задача состоит в повышении стойкости шероховатости поверхности валков и качества прокатываемой листовой стали.
Помимо этого достигается побочный эффект - исключение необходимости листового шлифования валков.
Технический результат достигается, тем что в известном способе подготовки к эксплуатации валков листопрокатной клети, включающем их шлифование шероховатости поверхности бочки, согласно предложению, шероховатости поверхности бочки формируют совместным вращением в клети взаимно прижатых валков с погонным усилием прижатия 0,8-1,2 т/мм, при этом вращение ведут до достижения 3-5•103 оборотов и с одновременной подачей к валкам смазочно-охлаждающей жидкости.
Известное и предложенное технические решения имеют следующие общие признаки. Оба они являются способами подготовки к эксплуатации валков листопрокатной клети. Оба также включают шлифование валков и формирование шероховатости поверхности бочки.
Отличия предложенного способа состоят в том, что шероховатость поверхности бочки формируют совместным вращением в клети прижатых валков, тогда как в известном шероховатость поверхности бочки формируют установкой режимов шлифования или последующей дробеметной насечкой. В предложенном способе валки вращают с погонным усилием прижатия 0,8-1,2 т/мм до достижения 3-5•103 оборотов и с одновременной подачей к валкам смазочно-охлаждающей жидкости, что в известном способе нет.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях, состоящие в повышении стойкости шероховатости поверхности валков и качества прокатываемой листовой стали. Хотя тренировка валков путем совместного вращения взаимно прижатых рабочих и опорных валков в клети сама по себе известна (см. авт.св. СССР N 1340844, N 1251990, N 884754), но она применяется при иных режимах и не для повышения стойкости шероховатости поверхности валков и качества поверхности прокатываемой листовой стали. Это свидетельствует о соответствии предложенного технического решения критерию "существенность отличий".
Сущность изобретения состоит в следующем. Износ шероховатости поверхности валка в процессе прокатки характеризуется обычно тремя периодами. В первый период, именуемый приработкой, скорость износа максимальна. После завершения приработки скорость износа замедляется. Этот рабочий период длится до наступления начала катастрофического износа и полного разрушения шероховатой поверхности. Поверхность бочки валка в результате шлифования, а тем более дробеметной насечки, поражена рисками, содержит остатки абразива и осколки дроби. В результате действия указанных факторов сразу после начала прокатки происходит значительное изменение шероховатости валка, что приводит к нестабильности качества поверхности по длине прокатываемых полос.
Совместное вращение в клети взаимно прижатых валков с погонным усилием прижатия 0,8-1,2 т/мм, до достижения 3-5•103 оборотов и с одновременной подачей к валкам смазочно-охлаждающей жидкости обеспечивает упругопластическую обработку шероховатого слоя. При этом завершается процесс приработки контактирующих поверхностей, происходит их упрочнение и выведение рисок-следов шлифования. Острые микронеровности шероховатой поверхности сглаживаются. Образованная после совместного вращения взаимно прижатых валков шероховатая поверхность имеет более высокую стойкость при прокатке, и поскольку период приработки полностью завершен, холоднокатанные полосы сохраняют стабильное качество поверхности в течение всего периода эксплуатации валка. Помимо этого, независимо от параметров шероховатости валка после шлифования, будь это 1-3 мкм Pa или 0,03-0,1 мкм Pa, в результате совместного вращения взаимно прижатых валков в клети по указанным режимам на их бочках формируется стабильная шероховатость с величиной 0,25-0,30 мкм Pa. В этом состоит побочный эффект изобретения: после чернового шлифования чистовое шлифование для уменьшения величины шероховатости можно исключить, поскольку шероховатость поверхности уменьшается до необходимой величины в результате совместного вращения прижатых валков. Подача смазочно-охлаждающей жидкости в процессе совместного вращения взаимно прижатых валков препятствует перегреву и разупрочнению поверхности слоя валка, способствует формированию изотропной шероховатости поверхности.
Экспериментально установлено, что если погонное усилие прижатия валков меньше 0,8 т/мм, то сформированная шероховатость поверхности валка имеет низкую стойкость. Увеличение усилия взаимного прижатия более 1,2 т/мм приводило к ускорению начала катастрофического разрушения шероховатой поверхности валка.
При числе оборотов взаимно прижатых валков менее 3•103 эффект повышения стойкости шероховатости поверхности валков проявляется слабо, период приработки не успевает завершиться, снижается качество поверхности холоднокатаной листовой стали. Увеличение числа оборотов валка 5•103 не приводит к повышению стойкости шероховатости поверхности валков, а удлиняет время обработки лишь и сокращает наработку валка до начала катастрофического разрушения шероховатого слоя.
Примеры реализации способа.
Рабочие валки из стали 9х2 МФ с длиной бочки 2030 мм и диаметром 600 мм подвергают черновому шлифованию, после которого шероховатость поверхности бочки составляет 2,5 мкм Pa. Затем рабочие валки заваливают в 4-ю клеть пятиклетьевого стана 2030 бесконечной холодной прокатки, приводят их во вращение с частотой 400 об/мин, включают к валкам смазочно-охлаждающей жидкости, в качестве которой используют 3%-ю эмульсию минерального масла в воде.
С помощью гидравлических нажимных устройств рабочие валки сжимают с усилием 2030 т, что соответствует погонному усилию сжатия P=1 т/мм. Взаимно прижатые валки вращают совместно в течение 10 мин до достижения числа оборотов 4•103.
В процессе такой обработки происходит формирование шероховатости бочки валка с величиной 0,27 мкм Pa, устраняются концентраторы напряжений в виде рисок после шлифования, происходит упрочнение поверхности, завершается стадия повышенного износа, обусловленного приработкой.
По завершению формирования стабильной износостойкой шероховатости поверхности бочки рабочие валки разводят. Затем в стан заправляют стальную полосу и осуществляют ее холодную прокатку. За счет увеличения износостойкости шероховатости поверхности бочки рабочего валка продолжительность его налипания возрастает до 80 тыс.т прокатных полос, а отбраковка холоднокатаных листов по дефектам поверхности уменьшается до 0,5%.
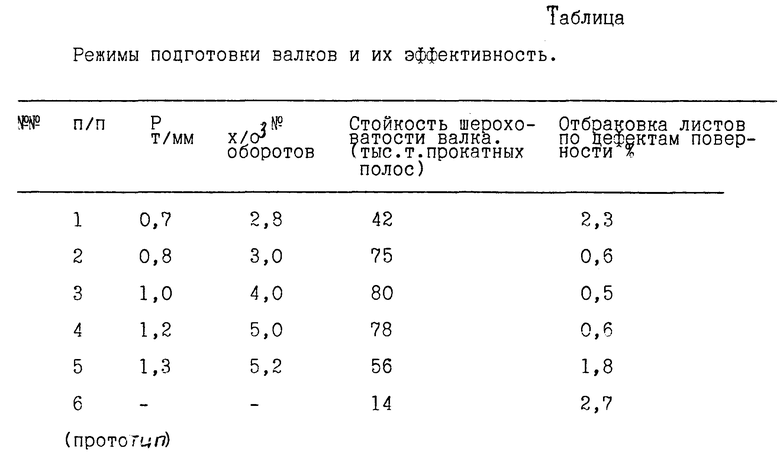
Варианты реализации способа подготовки к эксплуатации валков листопрокатной клети и показатели их эффективности представлены в таблице.
Из таблицы следует, что при реализации предложенного способа (варианты 2-4) достигается повышение стойкости шероховатости валка и качества прокатываемой листовой стали. В случае запредельных значений заявленных параметров (варианты 1 и 5) а также реализация способа-прототипа (вариант 6) стойкость шероховатости поверхности валка и качество прокатываемой листовой стали снижаются.
Технико-экономические преимущества предложенного способа состоят в том, что формирование шероховатости поверхности бочки при совместном вращении в клети взаимно прижатых шлифовальных валков, при погонном усилии прижатия 0,8-1,2 т/мм, при числе оборотов 3-5 • 103 и с одновременной подачей к валкам смазочно-охлаждающей жидкости обеспечивает повышение стойкости шероховатости валка в процессе холодной прокатки и, как следствие, повышение качества листовой стали. Вместе с этим достигается исключение необходимости чистового шлифования валка.
За базовый объект принят способ-прототип. Использование предложенного способа позволит повысить рентабельность производства холоднокатаной листовой стали на 10-12%.
Литературные источники, использованные при составлении описания изобретения.
1. Заявка Великобритании N2144666, МПК B 21 B 27/02, 1985 г.
2. Авт. св. СССР N1424890, МПК B 21 B 28/02, 1988 г.
3. Л. И. Боровик, А.И.Добронравов "Технология подготовки и эксплуатации валков тонколистовых станов" М. Металлургия, 1984 г. с.50-55-прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧИХ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2002 |
|
RU2228809C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1999 |
|
RU2147945C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПРОКАТНЫХ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2005 |
|
RU2288794C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2002 |
|
RU2213637C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2001 |
|
RU2203152C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ДРЕССИРОВОЧНОЙ КЛЕТИ КВАРТО | 2002 |
|
RU2231406C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 1997 |
|
RU2113297C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИСТОПРОКАТНОГО ВАЛКА | 1998 |
|
RU2126730C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2003 |
|
RU2242305C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2003 |
|
RU2256517C2 |
Изобретение относится к прокатному производству и может быть использовано на станах холодной прокатки листовой стали. Способ включает шлифование валков и формирование шероховатости поверхности бочки. С целью повышения стойкости поверхности валков и качества прокатываемой листовой стали, шероховатость поверхности бочки формируют совместным вращением в клети взаимно прижатых валков с погонным усилием прижатия 0,8 - 1,2 т/мм, при этом вращение ведут до достижения 3 - 5•103 оборотов и с одновременной подачей к валкам смазочно-охлаждающей жидкости. 1 табл.
Способ подготовки к эксплуатации валков листопрокатной клети, включающий их шлифование и формирование шероховатости поверхности бочки, отличающийся тем, что шероховатость поверхности бочки формируют совместным вращением в клети взаимно прижатых валков с погонным усилием прижатия 0,8 - 1,2 т/мм, при этом вращение ведут до достижения 3 - 5•103 оборотов и с одновременной подачей к валкам смазочно-охлаждающей жидкости.
| УЛЬТРАЗВУКОВОЙ СПОСОБ ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ КРОВОПОТЕРИ | 1996 |
|
RU2144666C1 |
| Способ обработки прокатных валков | 1987 |
|
SU1424890A1 |
| Боровик Л.И | |||
| и др | |||
| Технология подготовки и эксплуатации валков тонколистовых станов.-М.: Металлургия, 1984, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Способ подготовки к работе валков листопрокатных станов | 1988 |
|
SU1574302A1 |
| Способ подготовки к эксплуатации рабочих валков горячей прокатки | 1990 |
|
SU1754243A1 |

