1
Изобретение относится к прокатному производству, а именно к конструкциям клетей кварто, и может быть использовано при изготовлении тонколистового npoKaij a.
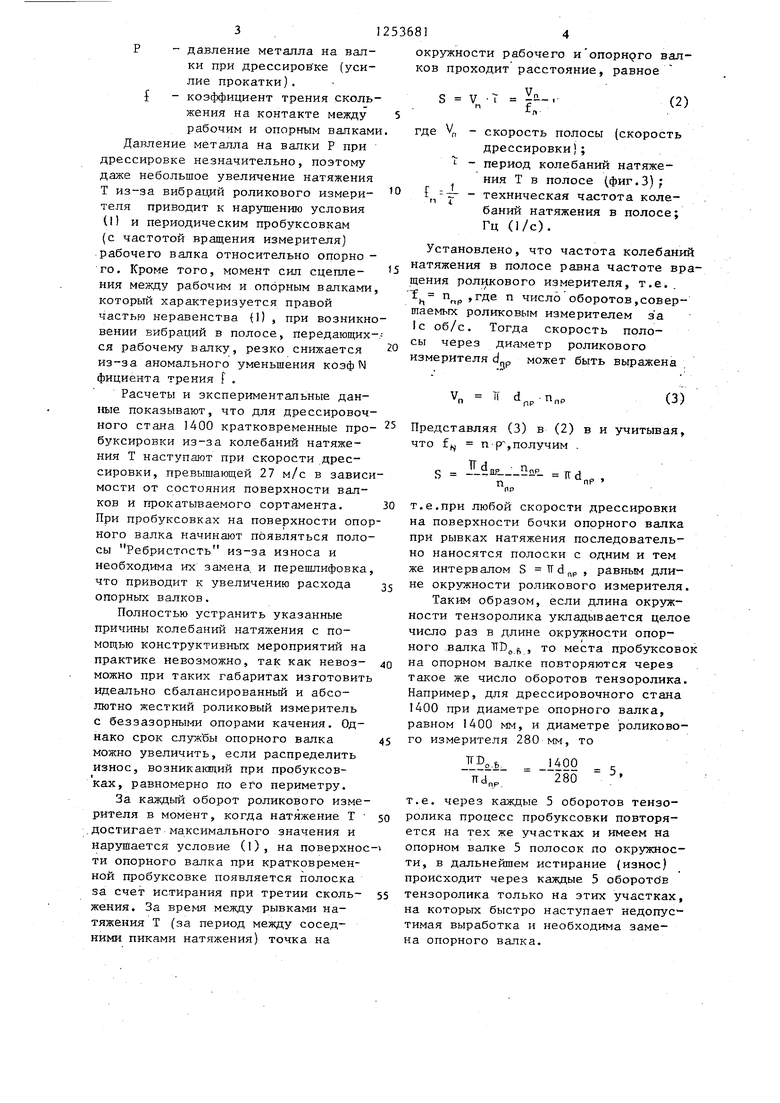
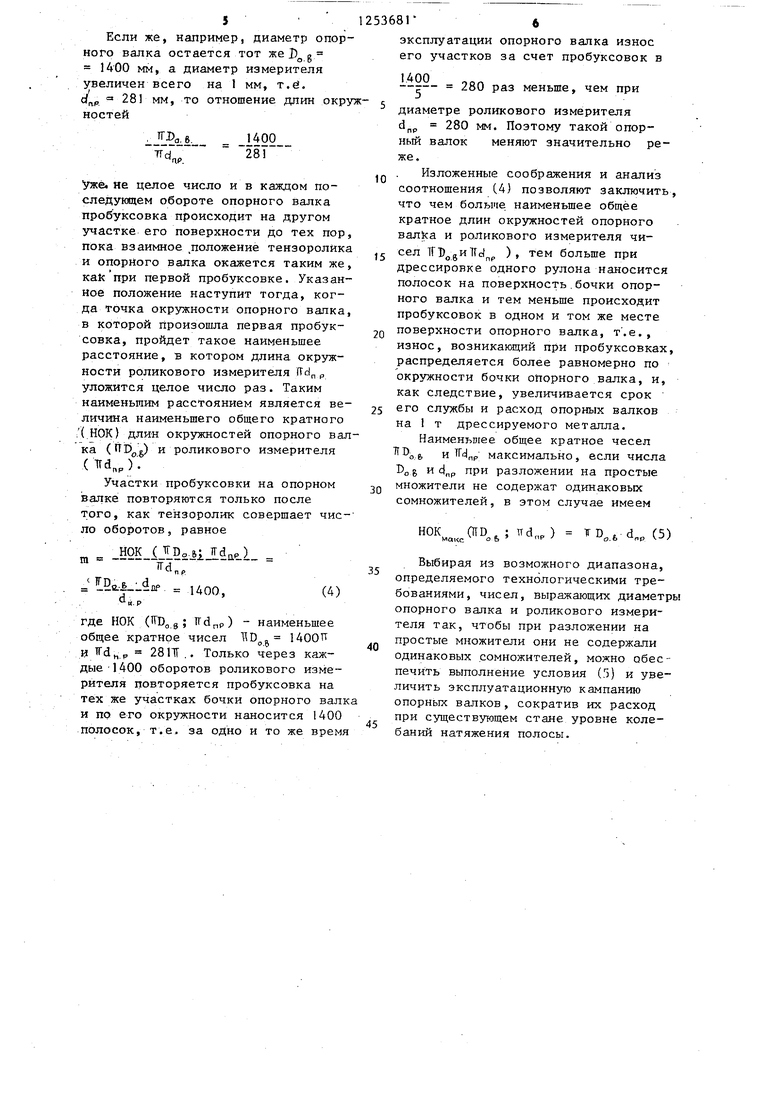
Целью изобретения является повышение ресурса опорных валков путем снижения образования ребристости на поверхности бочек, . На фиг.1 изображен двухклетевой дрессировочный стан, общий вид; на фиг,2 - опорньй валок с износом поверхности бочки в виде ребристости; на фиг.З - изменение натяжения полосы в ходе дрессировки (осциллограмма .
Предлагаемый прокатный (дрессировочный) стан содержит разматыва- тель 1, правильно-натяжные устройства 2, рабочие клети 3 и 4 с приводными опорными 5 и рабочими 6 валками, которыми находится дрессируемая полоса 7, роликовый измеритель 8 натяжения, и моталку 9. Числа диаметров опорных валков 5 и роликового измерителя 8 натяжения выбраны из возможного диапазона, определяемого требованиями технолог ческого процесса и унификации оборудования в цехе, такими, чтобы при разложении их на простые множители они не содержали одинаковых сомножителей, т.е. чтобы величина диаметра роликового измерит е ля при деле- ;НИИ с : величиной диамбтра опорного валка составляла неполное частное,
Прокатньм с тан работает следующим образом.
Рабочие валки посредством фрикционных сил Q получают вращение от приводных опорных валков. Полоса дрессируется между рабочими валками с натяжением Т, которое определяетс с помощью роликового измерителя 8 натяжения через усилие N .
Как видно из осциллограммы (фиг.З), натяжение Т колеблется относительно зал,анного технологического значения Т
уст
Анализ подобных осциллограмм показал, что частота возникающих вибраций совпадает с частотой вращения роликового измерителя, а амплитуда колебаний натяжения Т увеличивается с увеличением скорости дрессировки, причем при скорости дрессиро ки более 26 м/с динамическая добавк (j oлeбaтeльнaя составляющая) стано536812
вится соизмеримой с технологической величиной на тяжения Т. .
Колебание натяжения Т является причиной того, что появляются попе5 речные вибрации роликового измерителя 8, возникающие при его вращении из-за зазоров в подшипниках, динамической неуравновешенности его массы и прогиба под действием усилия
О JN со стороны полосы. Причем, если смещение центра масс роликового измерителя относительно оси вращения и стат;ический прогиб от действия полосы в сумме создают эксцентриситет
5 относительно оси вращения, равныйе то центр роликового измерителя при стационарном режиме дрессировки вращается с частотой вращения роликового измерителя по окружности с центром на оси вращения и радиусом, равным
г-----,
20
hn о;
где jJ - частота вращения роликового
измерителя натяжений под г-- действием полосы; PjT - собственная частота поперечных изгибных колебаний роликового измерителя, натяжений;
с - изгибная жесткость роликового измерителя натяжений; масса роликового измерителя. Из-за перемещения по окружности центра масс роликового измерителя под действием указанных факторов прогиб полосы в промежутке между клетями периодически изменяется с ампли- тудой f и частотой вращения роликового измерителя oJ . Периодическое изменение прогиба полосы и обуславливает колебания натяжения Т.
В стационарном режиме дрессиров- ки (без пробуксовки) с приводными опорными валками момент сил сцепления между рабочим и опорным валком должен быть больше суммы внешних контактов, приложенных к рабочему
валку, т.е. должно выполняться следующее соотношение между моментами, приложенными к рабочему валку
TR.b,- T,R,.,$P. f-R,b ()
где момент деформации полосы при дрессировке; - радиус рабочего валка;
F - давление металла на валки при дрессировке (усилие прокатки).
f - коэффициент трения скольжения на контакте между рабочим и опорным валкам
Давление металла на валки Р при дрессировке незначительно, поэтому даже небольшое увеличение натяжения Т из-за вибраций роликового измери- теля приводит к нарушению условия (1) и периодическим пробуксовкам (с частотой вращения измерителя) рабочего валка относительно опорного. Кроме того, момент сил сцепле- кия между рабочим и опорным валками который характеризуется правой частью неравенства (1) , при возникнвении вибраций в полосе, передающих ся рабочему валку, резко снижается из-за аномального уменьшения козфN фициента трения f .
Расчеты и зкспериментальные данные показывают, что для дрессировочного стана 1400 кратковременные про буксировки из-за колебаний натяжения Т наступают при скорости дрессировки, превышающей 27 м/с в зависмости от состояния поверхности валков и прокатываемого сортамента. При пробуксовках на поверхности опоного валка начинают появляться полосы Ребристость из-за износа и необходима их замена, и перешлифовка что приводит к увеличению расхода опорных валков.
Полностью устранить указанные причины колебаний натяжения с помощью конструктивньк мероприятий на практике невозможно, так как невоз- можно при таких габаритах изготовит идеально сбалансированный и абсолютно жесткий роликовый измеритель с беззазорными опорами качения. Однако срок служ бы опорного валка можно увеличить, если распределить износ, возникающий при пробуксовках, равномерно по еГо периметру.
За каждый оборот роликового измерителя в момент, когда натяжение Т .достигает максимального значения и нарушается условие (1), на поверхнос ти опорного валка при кратковременной пробуксовке появляется полоска за счет истирания при третий сколь- жения. За время между рывками натяжения Т (за период между соседними пиками натяжения) точка на
окружности рабочего и опорнрго валков проходит расстояние, равное
S V
Vn fn
(2)
скорость полосы (скорость дрессировки); период колебаний натяжения Т в полосе (фиг.З); техническая частота колебаний натяжения в полосе; Гц (1/с).
Установлено, что частота колебаний натяжения в полосе равна частоте вращения роликового измерителя, т.е.. 1 ,где и число оборотов,совершаемых роликовым измерителем з а 1с об/с. Тогда скорость полосы через диаметр роликового измерителя dnp может быть выражена
.ЗР
VH
ПР
(3)
30 35
25 Представляя (3) в (2) в и учитывая,
п-р , получим ITd
п..
TTd
пР
Т.е.при любой скорости дрессировки на поверхности бочки опорного валка при рывках натяжения последовательно наносятся полоски с одним и тем же не
интервалом S , равньн длиокружности роликового измерителя.
Таким образом, если длина окружности тензоролика укладывается целое число раз в длине окружности опорного .валка TfB., jt, , то места пробуксово на опорном валке повторяются через такое же число оборотов тензоролика. Например, для дрессировочного стана 1400 при диаметре опорного валка, равном 1400 мм, и диаметре роликового измерителя 280 мм, то
ITD
- о.ЬТТс „
280
5,
т.е. через каждые 5 оборотов тензоролика процесс пробуксовки повторяется на тех же участках и имеем на опорном валке 5 полосок по окружности, в дальнейшем истирание (износ) происходит через каждые 5 оборотЬв тензоролика только на этих участках, на которых быстро наступает недопустимая выработка и необходима замена опорного валка.
5 125368Г
Если же, например, диаметр опорного валка остается тот же J) g 1400 мм, а диаметр измерителя увеличен всего на 1 мм, т.е. 281 мм, то отношение длин окружностей
экс его
1.40
диа d„„
uog
28
уже. не целое число и в каждом по- следукяцем обороте опорного валка пробуксовка происходит на другом участке его поверхности до тех пор, пока взаимное положение тензоролйка и опорного валка окажется таким же, первой пробуксовке. Указанное положение наступит тогда, когда точка окружности опорного валка, в которой произошла первая пробуксовка, пройдет такое наименьшее расстояние, в котором длина окружности роликового измерителя fTd р уложится целое число раз. Таким наименьшим расстоянием является величина наименьшего общего кратного ; (,НОК) длин окружностей опорного валка () и роликового измерителя Tfd,).
Участки пробуксовки на опорном валке повторяются только после того, как тензоролик совершает чис-- ло оборотов, равное
HOK(JLDo biJLdaP l й„,
1400,
(4)
где НОК (TOO g ; ) - наименьшее общее кратное чисел 11D 1400 в 2811.. Только через каждые-1400 оборотов роликового измерителя повторяется пробуксовка на тех же участках бочки опорного валка и по его окружности наносится 1400 полосок, т.е. за одно и то же время
эксплуатации опорного валка износ его участков за счет пробуксовок в
1.400
280 раз меньше, чем при
диаметре роликового измерителя d„„ 280 мм. Поэтому такой опорпр
ный валок же.
меняют значительно ре
Изложенные соображения и анализ соотношения (4) позволяют заключить, что чем больше наименьшее общее кратное длин окружностей опорного вал1ка и роликового измерителя чисел TTDognTfct p ), тем больше при
дрессировке одного рулона наносится полосок на поверхность.бочки опорного валка и тем меньше происходит пробуксовок в одном и том же месте
поверхности опорного валка, т .в., износ, возникакнций при пробуксовках, распределяется более равномерно по окружности бочки опорного валка, и, как следствие, увеличивается срок
его службы и расход опорных валков на 1 т дрессируемого металла.
Наименьшее общее кратное чесел .е, и ТГс|„р; максимально, если числа о в и 4„р при разложении на простые
множители не содержат одинаковых сомножителей, в этом случае имеем
; 1та„)
,.
(5)
Выбирая из возможного диапазона, определяемого технологическими требованиями, чисел, выражающих диаметры опорного валка и роликового измерителя так, чтобы при разложении на простые множители они не содержали одинаковых сомножителей, можно обеспечить выполнение условия (5) и увеличить эксплуатационную кампанию опорных валков, сократив их расход при существующем стане уровне колебаний натяжения полосы.
(11.2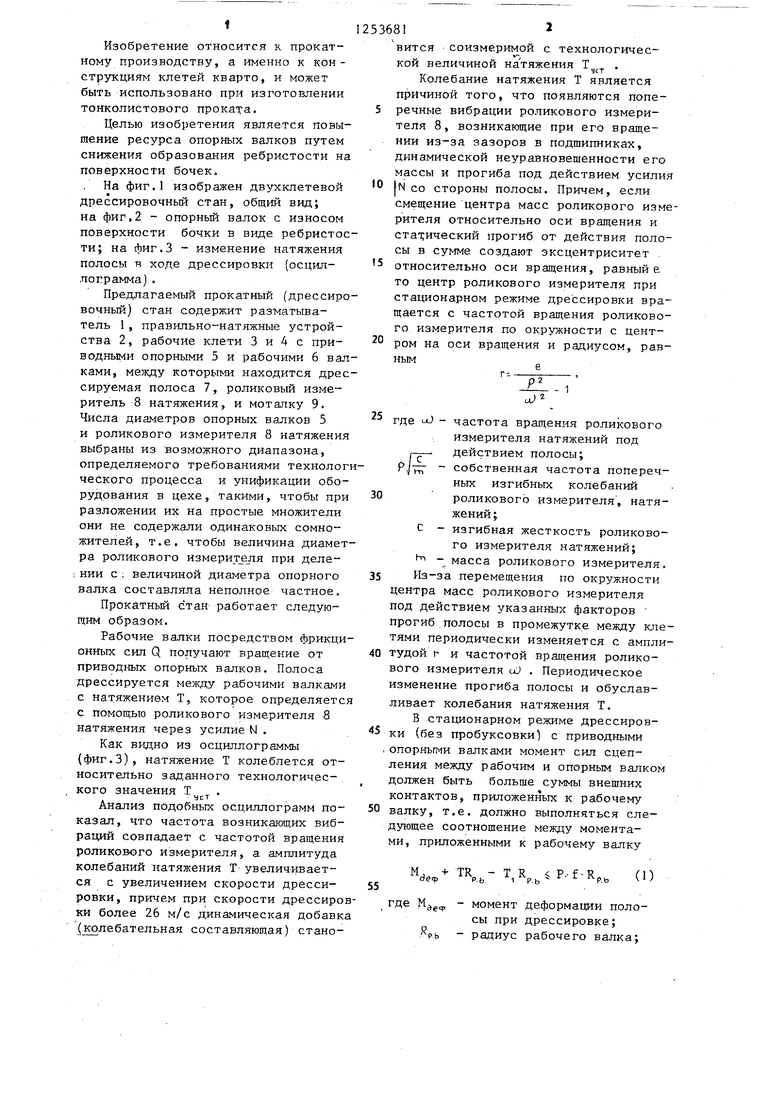
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки к работе прокатных валков | 1983 |
|
SU1135508A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ДРЕССИРОВОЧНОЙ КЛЕТИ КВАРТО | 2002 |
|
RU2231406C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ДРЕССИРОВОЧНОГО СТАНА | 2005 |
|
RU2283710C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ СТАНОВ КВАРТО ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2376088C2 |
| ОПОРНЫЙ ВАЛОК ДРЕССИРОВОЧНОГО СТАНА | 2004 |
|
RU2252089C1 |
| Система регулирования относительного обжатия на дрессировочном стане | 1980 |
|
SU931257A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
| Способ дрессировки холоднокатаной металлической полосы | 1987 |
|
SU1560337A1 |
| СПОСОБ ДРЕССИРОВКИ ЛЕНТЫ | 1991 |
|
RU2007236C1 |
| СПОСОБ ДРЕССИРОВКИ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2004 |
|
RU2271884C1 |

Редактор М.Келемеш
Составитель Ю.Лямов
Техред Л.Сердюкова Корректор М.Шароши
Заказ 4663/13 Тираж 518Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная , 4
(Риз. 3
| Королев А.А | |||
| Механическое оборудование прокатных цехов черной и цветной металлургии | |||
| М.: Металлургия, 1976, с.475. |
