Область техники, к которой относится изобретение
Настоящее изобретение относится к области электронной техники и может использоваться в технологии производства тонкопленочных микросхем.
Уровень техники
Известен способ лазерной подгонки пленочных элементов, например резисторов, который заключается в удалении (путем испарения) части резистивного слоя сфокусированным лазерным лучом постоянной интенсивности и диаметра пятна, перемещаемым по поверхности резистивного слоя равномерно в определенном направлении до достижения заданной величины сопротивления резистора, после чего лазер отключают (Водеватов Ф.Ф. и др. Лазеры в технологии. - М: Энергия, 1975. - c.216).
Недостаток данного способа состоит в том, что в испарении материала пленочного элемента резистора участвуют не все участки сечения луча, а только расположенные ближе к его оси. Наружные же участки сечения луча лишь термообрабатывают материал пленочного элемента резистора, внося структурные изменения в него, как правило ухудшающие свойства тонкопленочного резистора: ТКС и его стабильность. Кроме того, перемещение лазерного луча с постоянной скоростью в определенном направлении, как правило, соответствует постоянной чувствительности S=Δ/R/1, где ΔR - изменение сопротивления при прохождении пятном лазерного луча расстояния 1. Это приводит либо к очень большому времени, расходуемому на подгонку при малой чувствительности, либо к невысокой точности подгонки при высокой чувствительности.
Известен способ обработки тонких пленок электронным лучом, в котором луч одновременно с движением по направлению дорожки, которая должна быть освобождена от тонкопленочного материала, перемешается с высокой частотой относительно скорости вдоль дорожки перпендикулярно ее направлению (Пат. 222723 ГДР, МКИ Н 01 С 17/24, опубл. 22.05.85).
Недостатком известного способа является то, что подгонка электронным лучом требует сравнительно сложного оборудования, а так как объект подгонки должен находиться в вакууме, то и средства измерения значения подгоняемого сопротивления должны быть специальные, а значит дорогостоящие. Кроме того, постоянная амплитуда электронного луча не позволяет существенно повысить точность подгонки.
Известен тонкопленочный резистор и способ его подгонки (Пат. США №4929923, Н 01 С 1/012, В 23 К 26/00, ИМС №12, 1991), который предусматривает формирование на подложке пленочного резистора, имеющего первый участок из материала с первой величиной сопротивления и второй участок из другого материала со второй величиной сопротивления, значительно меньшей первой, и подгонку выбранной области второго участка с целью увеличения общего сопротивления тонкопленочного резистора в нужных пределах.
Недостатком известного технического решения является то, что для снижения чувствительности подгонки используется дополнительный резистивный участок, что, в свою очередь, усложняет конструкцию и технологию изготовления тонкопленочного резистора.
Наиболее близким к предлагаемому техническому решению является способ лазерной подгонки прецизионных тонкопленочных резисторов (RU 1710049 A1, H 01 C 17/24, 10.10.1999), включающий непрерывное иди дискретное удаление материала пленочного элемента в виде непрерывного реза до достижения заданного значения номинала, в котором предусматривается напыление тестовых образцов резисторов и нанесение пробных резов перпендикулярно линиям тока, с использованием различных энергетических режимов работы лазерной установки и измерений сопротивлений утечки резов, по результатам которых определяют оптимальный режим работы лазерной установки в режиме подгонки.
Данный способ позволяет создать пленочные резисторы с высокой временной стабильностью достигнутого в процессе подгонки значения сопротивления.
Однако недостатком этого способа является невысокая точность подгонки к требуемому значению сопротивления, т.к. выбор оптимального значения мощности лазерного излучения и ее регулировка в допустимых границах не позволяют функционально влиять на чувствительность подгонки сопротивления и добиваться ее оптимальности.
Сущность изобретения
Целью настоящего изобретения является повышение точности подгонки сопротивления тонкопленочного резистора при сохранении временной и температурной стабильности параметров резистивного пленочного элемента.
Для этого в способе лазерной подгонки пленочных элементов интегральных схем, включающем непрерывное удаление материала пленочного элемента в виде непрерывного реза изменяющейся ширины лазерным лучом, сфокусированное пятно которого перемещается по поверхности пленочного элемента, испаряя его материал до заданного значения номинала, луч диафрагмируют и придают ему колебательное движение, амплитуду которого при приближении подгоняемого параметра к номиналу плавно уменьшают, причем частоту модуляции лазерного луча, скорость перемещения вдоль линии реза, амплитуду и размер пятна выбирают таким образом, чтобы рез был непрерывным, а удаляемое количество материала соответствовало требуемой точности подгонки, при этом для обеспечения сплошного реза в продольном направлении вдоль линии тока через резистор необходимо, чтобы время прохождения лазерного луча по обрабатываемой поверхности было больше или равное периоду модуляции лазерного луча, а частота модуляции должна определяться из условия:
 ,
,
где Vn - скорость перемещения лазерного луча в продольном направлении;
D - диаметр пятна при 1≥2D, 1 - период пятна на обрабатываемой поверхности в единицах длины.
Сохранение временной и температурной стабильности достигается в предложенном способе диафрагмированием лазерного луча, которое позволяет ограничивать пятно луча на обрабатываемой поверхности до размеров зоны испарения, приводя тем самым к эффекту, аналогичному регулированию мощности по прототипу.
В результате уменьшения амплитуды колебаний при подходе к номинальному значению подгоняемого параметра уменьшается чувствительность, равная отношению приращения сопротивления к приращению величины перемещения вдоль линии реза, в результате чего повышается точность подгонки сопротивления тонкопленочного резистора. При этом дополнительным изменением скорости перемещения пятна луча вдоль линии реза можно регулировать чувствительность оптимальным образом.
Таким образом, достигаемый технический результат в предлагаемом способе получают за счет введения диафрагмирования и управляемой амплитудной модуляции лазерного луча.
Перечень фигур
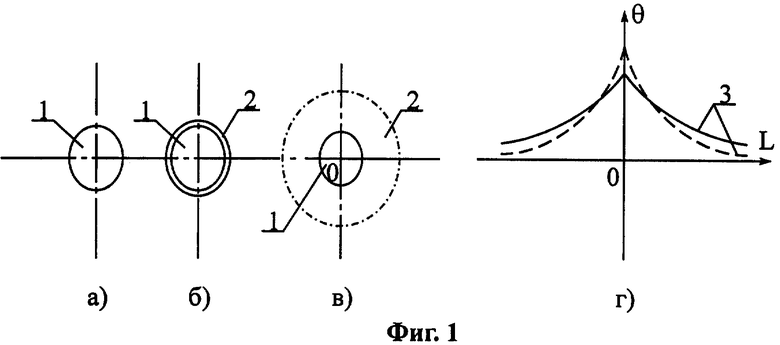
На фиг. 1 представлены варианты (а, б, в) обработанной лазерным лучом поверхности резистивной пленки и г - графики 3 распределения температуры в зоне пятна лазерного луча в зависимости от интенсивности светового потока (штриховая и сплошная линии, L - расстояние от центра пятна луча); а - зона удаленного испарением резистивного материала с подложки без зоны прогрева лазерным лучом бесконечно высокой мощности; б - зона удаленного резистивного материала с термообработанной кромкой лазерным лучом конечной мощности; в - зона удаленного резистивного материала лазерным лучом малой мощности (интенсивности); позиции: 1 - зона, свободная от тонкопленочного материала, 2 - зона термообработанного тонкопленочного материала.
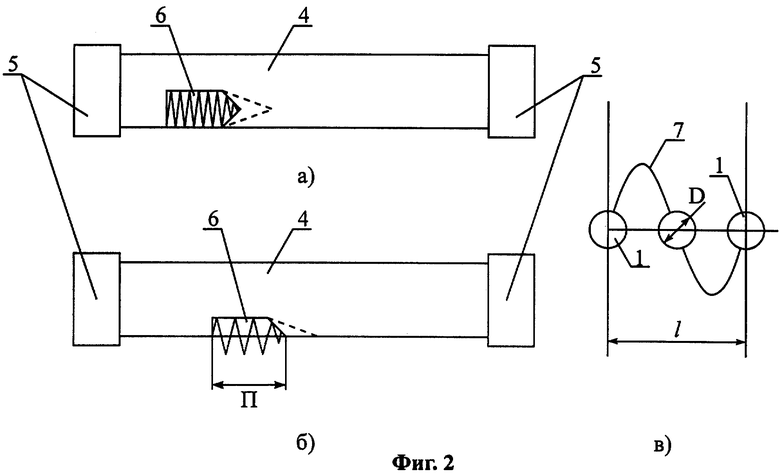
На фиг. 2 представлены тонкопленочные резисторы с возможными типами подгоночных резов а и б.
Позиции: 4 - резистивный участок, 5 - контактные площадки, 6 - зона лазерного реза, в - график движения пятна лазерного луча с периодом П; D - диаметр пятна 1, 7 - периодическая функция пути модулированного лазерного луча.
Сведения, подтверждающие возможность осуществления
Рисунки и графики фиг. 1 показывают, как с изменением интенсивности лазерного луча (мощности) изменяется зона обрабатываемого лучом резистивного материала пленки.
Если предположить, что мощность луча можно сделать равной бесконечности, то резистивный материал в зоне пятна должен испаряться мгновенно. При этом тепловой. поток не успевает за время t>0 распространиться за пределы зоны пятна фиг. 1-а. При снижении интенсивности тепловой поток распространяется по гиперболическим зависимостям от центра пятна согласно графикам 3 фиг. 1-г. При этом диаметр обработанного насквозь материала зависит от времени обработки, т.е. от времени нахождения луча в соответствующей позиции, пропорционально которому изменяется и зона 2 термообработанного резистивного материала фиг. 1-б, в.
Из рисунков и графиков фиг. 1 можно сделать вывод, что для снижения неблагоприятно влияющей на стабильность параметров тонкопленочного резистора зоны термообработки 2 необходимо ограничить пятно луча до размеров зоны испарения, что можно получить диафрагмированием луча.
В то же время только диафрагмированием луча невозможно осуществлять подгонку с требуемой точностью. Диафрагмированный луч не позволяет выполнить достаточно широкий и регулируемый по ширине рез типа области 6, представленный на фиг. 2 а, б, если пятно луча перемещать по телу резистора с постоянной скоростью в одном направлении. Поэтому диафрагментированному лучу (диаметром пятна 10-20 мкм) по мере обработки вдоль линии тока (продольной) резистора придают колебательное движение.
Чтобы рез по направлению линии тока через резистор был сплошным, необходимо пятну луча пройти расстояние П (фиг. 2-б) за время  , где Vn - скорость перемещения лазерного луча в продольном направлении (вдоль линии тока через резистор), 1≥2D, а Т - время, большее или равное периоду модуляции лазерного луча, т.е. частота f модуляции для реализации сплошного реза (реза с минимальной областью термообработанного материала) определяется из условия:
, где Vn - скорость перемещения лазерного луча в продольном направлении (вдоль линии тока через резистор), 1≥2D, а Т - время, большее или равное периоду модуляции лазерного луча, т.е. частота f модуляции для реализации сплошного реза (реза с минимальной областью термообработанного материала) определяется из условия:
 ,
,
D - диаметр пятна.
При приближении к номинальному значению сопротивления подгоняемого резистора амплитуду модулированных колебаний луча уменьшают, как показано на фиг 2-а или б. Форма реза может быть выбрана, как показано на фиг.2, вариант а или б.
Скорость уменьшения амплитуды модуляции при приближении сопротивления к номинальному значению может также регулироваться (штриховая линия 6, фиг. 2-а, б). При этом также меняется чувствительность (разрешающая способность) на этапе окончания подгонки, диафрагмированное пятно лазерного луча не дает широкой зоны термообработки.
Если, например, скорость Vn перемещения пятна лазерного луча в продольном направлении будет равна скорости уменьшения амплитуды, то в конце подгонки дорожка должна сводиться в точку под углом 90°.
Опытно-лабораторная реализация предполагаемого способа выполнялась с использованием следующих технических объектов и их параметров:
а) лазерная установка ЭМ 551-Б (лазер: ЛГИ-505) с частотой импульсов излучения 500 Гц;
б) параметры лазерного воздействия: максимальная амплитуда колебаний лазерного луча - 30 мкм. Диаметр пятна луча - 15 мкм. Максимальная ширина реза - 60 мкм;
в) параметры объекта подгонки: тонкопленочные резисторы, выполненные на базе материала К 20 С (кермет) с удельным поверхностным сопротивлением - 500  ; величины подгонки ≈20%; точность подгонки: ±0,02%.
; величины подгонки ≈20%; точность подгонки: ±0,02%.
В результате опытных испытаний было изготовлено, подогнано и исследовано по 50 резисторов, выполненных по известному способу (прототипу) и по предлагаемому способу, а 50 резисторов не подвергалось подгонке.
Результаты испытаний в течение 1000 ч при температуре 100°С и изменения ТКС после подгонки сведены в таблицу.
Для измерения величины сопротивления и его изменения использовался компаратор сопротивления Щ-66200.
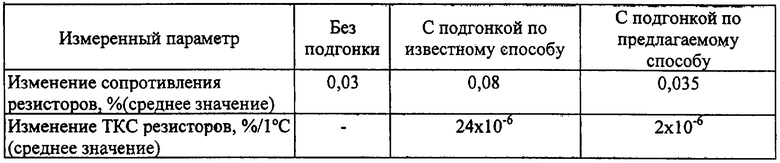
Лабораторные исследования и проведенные экспериментальные испытания показывают достигаемый технический результат настоящего изобретения, выраженный в положительном эффекте: повышение точности подгонки к заданному (номинальному) значению сопротивления при сохранении временной температурной стабильности параметров резистора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ ПОДГОНКИ ПЛЕНОЧНЫХ ЭЛЕМЕНТОВ ИНТЕГРАЛЬНЫХ СХЕМ | 2004 |
|
RU2276419C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2007 |
|
RU2339104C1 |
| Способ лазерной подгонки пленочных элементов интегральных схем и устройство для его осуществления | 1980 |
|
SU1085425A1 |
| Устройство для подгонки плоских пленочных резисторов в номинал | 1980 |
|
SU953674A1 |
| Устройство для подгонки сопротивления пленочных резисторов | 1982 |
|
SU1048524A1 |
| Способ подгонки цилиндрических пленочных резисторов | 1982 |
|
SU1038970A1 |
| Способ подгонки сопротивления тонкопленочного резистора | 1979 |
|
SU1020869A1 |
| Устройство для подгонки тонкопленочных резисторов | 1980 |
|
SU960970A1 |
| Устройство для подгонки плоских пленочных резисторов в номинал | 1982 |
|
SU1246146A1 |
| СПОСОБ ПОДГОНКИ ВЕЛИЧИНЫ СОПРОТИВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2001 |
|
RU2190273C1 |
Изобретение относится к области электротехники, в частности к производству тонкопленочных микросхем. Способ лазерной подгонки интегральных схем включает непрерывное удаление материала пленочного элемента в виде непрерывного реза изменяющейся ширины лазерным лучом, сфокусированное пятно которого перемещается по поверхности пленочного элемента, испаряя его материал до достижения заданного значения номинала. Луч диафрагмируют и придают ему колебательное движение, амплитуду которого при приближении подгоняемого параметра к номинальному значению плавно уменьшают, причем частоту модуляции лазерного луча, скорость перемещения вдоль линии реза, амплитуду и размеры пятна выбирают таким образом, чтобы рез был непрерывным, а удаляемое количество материала соответствовало требуемой точности. При этом для обеспечения сплошного реза в продольном направлении вдоль линии тока через резистор время прохождения лазерного луча по обрабатываемой поверхности больше или равно периоду модуляции лазерного луча, а амплитуда модулируемых колебаний регулируется. Техническим результатом изобретения является повышение точности подгонки сопротивления тонкопленочного резистора при сохранении временных и температурных параметров резистивного пленочного элемента. 2 ил., 1 табл.
Способ лазерной подгонки пленочных элементов интегральных схем, включающий непрерывное удаление материала пленочного элемента в виде непрерывного реза изменяющейся ширины лазерным лучом, сфокусированное пятно которого перемещается по поверхности пленочного элемента, испаряя его материал до достижения заданного значения номинала, отличающийся тем, что луч диафрагмируют и придают ему колебательное движение, амплитуду которого при приближении подгоняемого параметра к номинальному значению плавно уменьшают, причем частоту модуляции лазерного луча, скорость перемещения вдоль линии реза, амплитуду и размеры пятна выбирают таким образом, чтобы рез был непрерывным, а удаляемое количество материала соответствовало требуемой точности, при этом для обеспечения сплошного реза в продольном направлении вдоль линии тока через резистор необходимо, чтобы время прохождения лазерного луча по обрабатываемой поверхности должно быть больше или равно периоду модуляции лазерного луча, а частота модуляции должна определяться из условия
 ,
,
где Vn - скорость перемещения лазерного луча в продольном направлении; D - диаметр пятна, при 1≥2D, 1 - период пятна на обрабатываемой поверхности в единицах длины.
| СПОСОБ ЛАЗЕРНОЙ ПОДГОНКИ ПРЕЦИЗИОННЫХ ТОНКОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 1989 |
|
SU1701049A1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ПОДГОНКИ РЕЗИСТОРОВ | 1992 |
|
RU2041511C1 |
| RU 95111369 А1, 27.06.1997 | |||
| US 6007755 А, 28.12.1999 | |||
| US 4929923 А, 29.05.1990. | |||

