Область техники, к которой относится изобретение
Настоящее изобретение относится к области электронной техники и может использоваться в технологии производства тонкопленочных микросхем.
Уровень техники
Известен способ лазерной подгонки пленочных элементов, например, резисторов, который заключается в удалении (путем испарения) части резистивного слоя сфокусированным лазерным лучом постоянной интенсивности и диаметра пятна, перемещаемым по поверхности резистивного слоя равномерно в определенном направлении до достижения заданной величины сопротивления резистора, после чего лазер отключают (см. Водеватов Ф.Ф. и др. Лазеры в технологии - М.: Энергия, 1975. - С.216).
Недостаток данного способа состоит в том, что в испарении материала пленочного элемента резистора участвуют не все участки сечения луча, а только расположенные ближе к его оси. Наружные же участки сечения луча лишь термообрабатывают материал пленочного элемента резистора, внося структурные изменения в него, как правило, ухудшающие свойства тонкопленочного резистора: ТКС и его стабильность. Кроме того, перемещение лазерного луча с постоянной скоростью в определенном направлении, как правило, соответствует постоянной чувствительности S=ΔR/Δl, где ΔR - изменение сопротивления при прохождении пятном лазерного луча расстояния Δl. Это приводит либо к большому времени, расходуемому на подгонку при малой чувствительности, либо к невысокой точности подгонки при высокой чувствительности.
Известен способ обработки тонких пленок электронным лучом, в котором луч одновременно с движением по направлению дорожки, которая должна быть освобождена от тонкопленочного материала, перемещается с высокой частотой относительно скорости вдоль дорожки перпендикулярно ее направлению (см. Пат. 222723 ГДР, МКИ Н 01 С 17/24, опубл. 22.05.85).
Недостатком известного способа является то, что подгонка электронным лучом требует сложного и дорогостоящего оборудования, а также дорогостоящих средств измерений свойств объекта подгонки, расположенного непосредственно в вакуумной среде. Кроме того, режим сканирования электронного луча с постоянной амплитудой не позволяет существенно повысить точность подгонки параметров пленочного элемента.
Известен тонкопленочный резистор и способ его подгонки (см. Пат. США, № 4929923, МКИ Н 01 С 1/012, В 23 К 26/00, ИСМ № 12, 1991), который предусматривает формирование на подложке пленочного резистора, имеющего первый участок из материала с первой величиной сопротивления и второй участок из другого материала с второй величиной сопротивления, значительно меньшей первой, и подгонку выбранной области второго участка с целью увеличения общего сопротивления пленочного резистора в нужных пределах.
Недостатком известного технического решения является то, что для снижения чувствительности подгонки, которое приводит к повышению точности подгонки сопротивления, используется дополнительный резистивный участок из другого материала, что усложняет конструкцию и технологию изготовления тонкопленочного резистора.
Наиболее близким к предлагаемому техническому решению является способ лазерной подгонки пленочных элементов интегральных схем, включающий непрерывное удаление материала пленочного элемента в виде непрерывного реза изменяющейся ширины лазерным лучом, сфокусированное пятно которого перемещается по поверхности пленочного элемента, испаряя его материал до достижения заданного значения номинала. Для получения изменяющейся ширины реза, лучу придают колебательное движение, амплитуду которого при приближении подгоняемого параметра к номинальному значению плавно уменьшают, а частоту модуляции лазерного луча выбирают из условия: f≥Vпр/2D, где Vпр - скорость перемещения пятна лазерного луча вдоль линии тока, D - диаметр пятна луча; амплитуду и размеры пятна выбирают таким образом, чтобы рез был непрерывным, а удаляемое количество материала покрытия соответствовало требуемой точности (см. Способ лазерной подгонки пленочных элементов интегральных схем. Пат. RU № 2232441 C1 7, H 01 C 17/24, опубл. 10.07.2004. Бюл. № 15).
Недостатком данного способа является недостаточно высокая плавность изменения подгоняемого параметра при вхождении в зону его номинального значения, что приводит к недостаточной точности подгонки.
Раскрытие изобретения
Задачей, на решение которой направлено заявляемое изобретение, является повышение точности подгонки при сохранении, в целом, времени ее продолжительности.
Для этого в способе лазерной подгонки пленочных элементов интегральных схем, включающем непрерывное удаление материала пленочного элемента в виде непрерывного реза изменяющейся ширины лазерным лучом, сфокусированное пятно которого перемещается по поверхности пленочного элемента, испаряя его материал до достижения заданного значения номинала подгоняемого параметра, лучу придают колебательное движение, амплитуду которого при приближении подгоняемого параметра к номинальному значению плавно уменьшают, а частоту модуляции лазерного луча выбирают из условия: f≥Vпр/2D, где Vпр - скорость перемещения пятна лазерного луча вдоль линии тока, D - диаметр пятна луча, причем амплитуду и размеры пятна выбирают таким образом, чтобы рез был непрерывным, а удаляемое количество материала покрытия соответствовало требуемой точности, скорость уменьшения амплитуды при вхождении подгоняемого параметра в зону своего номинального значения изменяют согласно формуле:  , где h - длина поперечного реза (ширина зоны подгонки), равная первоначальному значению амплитуды лазерного пятна, коэффициент k∈[-1; 0], имеющий размерность 1/мкм, х - координата вдоль линии тока.
, где h - длина поперечного реза (ширина зоны подгонки), равная первоначальному значению амплитуды лазерного пятна, коэффициент k∈[-1; 0], имеющий размерность 1/мкм, х - координата вдоль линии тока.
Таким образом, изменяя скорость движения лазерного пятна поперек линии тока (скорость уменьшения амплитуды) согласно трансцендентной формуле, добиваются плавного вхождения в зону подгоняемого параметра, повышая тем самым точность подгонки.
Формула позволяет выбрать соотношения между скоростью продольного перемещения лазерного луча и скоростью уменьшения его модуляции на этапе вхождения в зону допуска подгоняемого параметра с учетом размера подложки тонкопленочного резистора. При этом регулирование их соотношений возможно выбором значения отрицательного коэффициента k, имеющего размерность [ ] или [1/мкм].
] или [1/мкм].
Краткое описание чертежей
На фиг.1 представлен прямоугольный участок резистивного покрытия с подгоночным резом вдоль линий тока, позволяющим плавное вхождение в зону номинального значения подгоняемого параметра; 1 - пленочный резистивный элемент, 2 - пятно лазерного луча диаметром D, 3 - зона продольного реза, 4 - линия тока после удаления зоны 3, h - ширина зоны подгонки, отсчитанная от края резистивной области в направлении поперек линий тока, Х - координата вдоль линий тока.
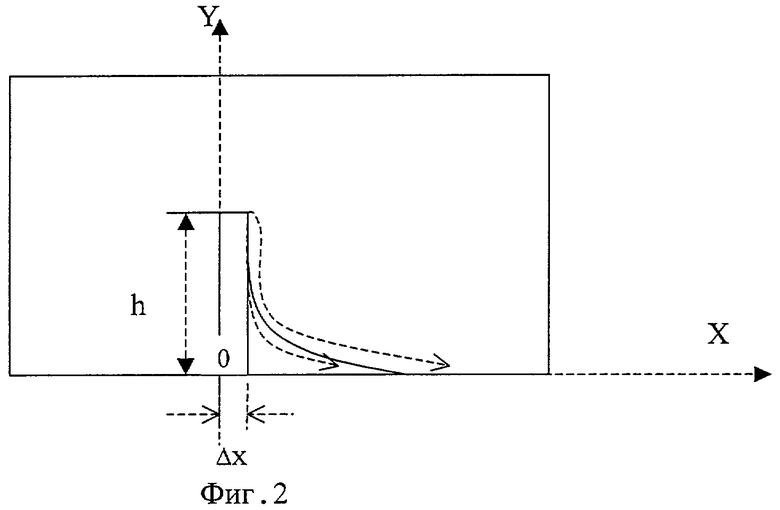
На фиг.2 представлен резистивный участок с подгоночным резом нелинейной формы в координатной системе XY. За начало координат принято положение пятна луча лазера, после которого начинается вхождение в зону значения номинального параметра или же уменьшение амплитуды модуляции луча; Δх - элементарный участок удаления резистивного материала вдоль координаты X.
Осуществление изобретения
Рисунки и графики на фиг.1 и фиг.2 показывают тип и форму зоны обработки резистивного пленочного покрытия. Диаметр D пятна сильно сфокусированного луча лазера устанавливают 10-20 мкм. По мере обработки тонкопленочного резистора вдоль линии тока придают лучу колебательное движение (фиг.1) с частотой модуляции f≥1/Т, где Т=L/Vпр, a L=2D. При приближении к номинальному значению сопротивления подгоняемого резистора, амплитуду модулированных колебаний уменьшают по экспоненциальной зависимости согласно графикам линий тока в этой области поверхности покрытия.
Выбор оптимальных параметров движения лазерного луча и формы реза - необходимое условие обеспечения высокой точности и производительности на операциях подгонки. Рез, перпендикулярный линиям тока, позволяет с максимальной скоростью изменять сопротивление пленочного резистора. При этом профиль электрических силовых линий на плоскости резистивной структуры существенно изменяется и носит нелинейный характер, а сопротивление следует за изменением проекции напряженности электрического поля на продольную ось пленочного резистора.
Представим участок тонкопленочной структуры согласно фиг.2. Начало координат проходит по линиям реза. Оси Х и Y расположены в плоскости подложки, причем ось Х направлена в направлении тока и вдоль линий тока, ось Y перпендикулярна линиям тока, Δх - ширина реза при максимальной чувствительности (поперек линий тока) на первоначальном этапе подгонки, а длина этого реза равна h.
Предположим, что на начальном этапе подгонки выполняется рез шириной Δх перпендикулярно линиям тока, что соответствует максимальной чувствительности изменения сопротивления тонкопленочной структуры. Так как силовые линии электрического поля аналогичны магнитным и являются непрерывными (на фиг.2 они показаны штриховыми, со стрелками), а их форма в результате поперечного реза близка к графику с экспоненциальной зависимостью в области координаты X, то можно заключить, что наиболее плавное вхождение в поле допуска возможно, если этап окончания подгонки сопротивления выполнить с экспоненциальным профилем реза. Способ подгонки с изменяющейся амплитудой модуляции лазерного луча вполне позволяет это осуществить. График прохождения силовой линии от начала координат в направлении оси Х моделируется уравнением, которому должно соответствовать изменение скорости амплитудной модуляции лазерного луча:

где (dy/dx)0 - начальная скорость изменения координаты у от аргумента х ; k - коэффициент, значение которого должно быть меньше нуля; h - длина поперечного реза на первоначальном этапе подгонки в системе координат XY. Такая математическая модель определяется следующими связующими уравнениями 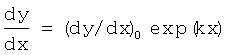 ,
, 
Из уравнения (1) определим асимптоту при х→∞

х→∞
и в то же время считаем, что обеспечение подгонки с плавным вхождением в зону допуска возможно при условии lim Y(x)=0, при х→∞, полагая также, что подгонка начинается от нулевой координаты Y. Подставляя ноль в левую часть уравнения (3), получим значение начальной скорости по аргументу х.

Подставляя это значение в формулу (1), получим

Считая, что продольная скорость пятна лазерного луча постоянная и равная отношению продольного пути ко времени Vпр=x/t, можно также записать: Y(x)=h exp (kVпрt).
Теперь можно определить закон, по которому следует изменять скорость Vy движения пятна лазерного луча по поверхности пленочного покрытия поперек линий тока (скорость изменения амплитуды модулирующего сигнала).

Подставляя (6) в уравнение (2), получим:

Из уравнения (7) определяем 
Формула (8) позволяет выбрать соотношения между скоростью продольного перемещения лазерного луча и скоростью уменьшения его модуляции на этапе вхождения в зону допуска подгоняемого параметра с учетом размера подложки тонкопленочного резистора. При этом регулирование их соотношений возможно выбором значения отрицательного коэффициента k, имеющего размерность [] или [1/мкм] в зависимости от единиц измерения h и х.
Опытно-лабораторная реализация предлагаемого способа выполнялась с использованием следующих технических объектов и их параметров:
а) лазерная установка ЭМ 551-Б (лазер: ЛГИ-505), с частотой импульсов излучения 500 Гц;
б) параметры лазерного воздействия: максимальная амплитуда колебаний лазерного луча - 30 мкм; диаметр пятна луча - 15 мкм; максимальная ширина реза - 60 мкм;
в) параметры объекта подгонки: тонкопленочные резисторы, выполненные на базе материала К20С (кермет) с удельным поверхностным сопротивлением  точность подгонки: ±0,005%.
точность подгонки: ±0,005%.
В результате опытных испытаний было изготовлено, подогнано и исследовано по 50 резисторов, выполненных по известному способу (прототипу) и по предлагаемому способу, а 50 резисторов не подвергалось подгонке.
Результаты испытаний в течение 1000 ч при температуре 100°С и изменения ТКС после подгонки сведены в таблицу.
Для измерения величины сопротивления и его изменения использовался компаратор сопротивления Щ-68200.
Лабораторные исследования и проведенные экспериментальные испытания показывают достигаемый технический результат настоящего изобретения, выраженный в положительном эффекте: повышение точности подгонки к заданному (номинальному) значению сопротивления при сохранении временной и температурной стабильности параметров резистора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ ПОДГОНКИ ПЛЁНОЧНЫХ ЭЛЕМЕНТОВ ИНТЕГРАЛЬНЫХ СХЕМ | 2002 |
|
RU2232441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2007 |
|
RU2339104C1 |
| Способ лазерной подгонки пленочных элементов интегральных схем и устройство для его осуществления | 1980 |
|
SU1085425A1 |
| Способ подгонки сопротивления тонкопленочного резистора | 1979 |
|
SU1020869A1 |
| Устройство для подгонки тонкопленочных резисторов | 1980 |
|
SU960970A1 |
| СПОСОБ ПОДГОНКИ ВЕЛИЧИНЫ СОПРОТИВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2001 |
|
RU2190273C1 |
| Способ подгонки цилиндрических пленочных резисторов | 1982 |
|
SU1038970A1 |
| Устройство для подгонки сопротивления пленочных резисторов | 1982 |
|
SU1048524A1 |
| Устройство для подгонки плоских пленочных резисторов в номинал | 1980 |
|
SU953674A1 |
| СПОСОБ ЛАЗЕРНОЙ ПОДГОНКИ ПРЕЦИЗИОННЫХ ТОНКОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 1989 |
|
SU1701049A1 |
Настоящее изобретение относится к области электронной техники и может использоваться в технологии производства тонкопленочных микросхем. Способ лазерной подгонки пленочных элементов интегральных схем, включающий непрерывное удаление материала пленочного элемента в виде непрерывного реза изменяющейся ширины лазерным лучом, сфокусированное пятно которого перемещается по поверхности пленочного элемента, испаряя его материал, до достижения заданного значения номинала подгоняемого параметра, лучу придают колебательное движение, амплитуду которого при приближении подгоняемого параметра к номинальному значению плавно уменьшают, а частоту модуляции лазерного луча выбирают из условия: f≥Vпр/2D, где Vпр - скорость перемещения пятна лазерного луча вдоль линии тока, D - диаметр пятна луча, причем амплитуду и размеры пятна выбирают таким образом, чтобы рез был непрерывным, а удаляемое количество материала покрытия соответствовало требуемой точности. Скорость уменьшения амплитуды при вхождении подгоняемого параметра в зону своего номинального значения изменяют согласно математическому выражению. 1 табл., 2 ил.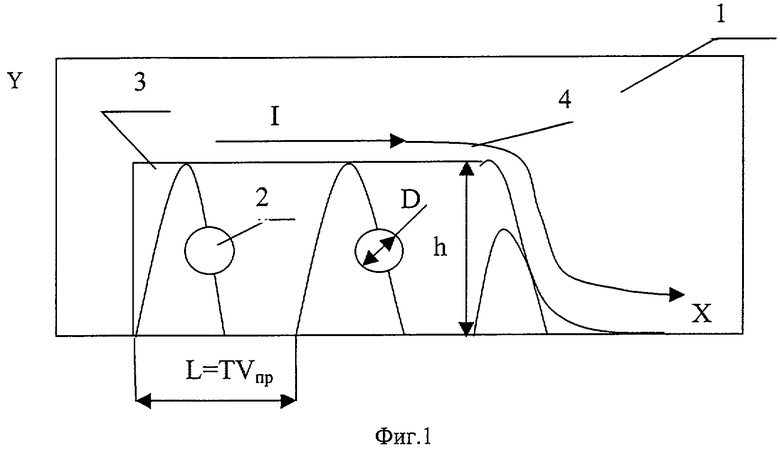
Способ лазерной подгонки пленочных элементов интегральных схем, включающий непрерывное удаление материала пленочного элемента в виде непрерывного реза изменяющейся ширины лазерным лучом, сфокусированное пятно которого перемещается по поверхности пленочного элемента, испаряя его материал, до достижения заданного значения номинала подгоняемого параметра, лучу придают колебательное движение, амплитуду которого при приближении подгоняемого параметра к номинальному значению плавно уменьшают, а частоту модуляции лазерного луча выбирают из условия f ≥Vпр/2D, где Vпр - скорость перемещения пятна лазерного луча вдоль линии тока, D - диаметр пятна луча, причем амплитуду и размеры пятна выбирают таким образом, чтобы рез был непрерывным, а удаляемое количество материала покрытия соответствовало требуемой точности, отличающийся тем, что скорость уменьшения амплитуды при вхождении подгоняемого параметра в зону своего номинального значения изменяют согласно формуле  где h - длина поперечного реза (ширина зоны подгонки), равная первоначальному значению амплитуды лазерного пятна, коэффициент k∈[-1;0], имеющий размерность 1/мкм, х - координата вдоль линии тока.
где h - длина поперечного реза (ширина зоны подгонки), равная первоначальному значению амплитуды лазерного пятна, коэффициент k∈[-1;0], имеющий размерность 1/мкм, х - координата вдоль линии тока.
| СПОСОБ ЛАЗЕРНОЙ ПОДГОНКИ ПЛЁНОЧНЫХ ЭЛЕМЕНТОВ ИНТЕГРАЛЬНЫХ СХЕМ | 2002 |
|
RU2232441C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ПОДГОНКИ РЕЗИСТОРОВ | 1992 |
|
RU2041511C1 |
| US 4929923 A, 29.05.1990 | |||
| US 6007755 A, 28.12.1999. | |||

