Изобретение относится к радиоэле тронике и может быть использовано п производстве резисторов, в частност на операции поДгонки в номинал сопр тивления пленочных резисторов. Известно устройство для подгонки пленочных цилиндрических резисто ров, содержащее электропривод перемещения резистора, контактные Зажим инструмент подгонки, например лазер блок контроля сопротивления и блок управления. Это устройство позволяет повысить производительность и вы ход годных резисторов, для чего в него введены счетчик числа обработа ных резисторов, дешифратор с цифроаналоговым преобразователем и блок контроля с соответствующими связями 11 . Недостатки устройства - контроль но-измерительный прибор фиксирует только момент достижения программируемого значения сопротивления и не меняет в. ходе подго нки форму подгоночного реза; отсутствие коррекции скорости перемещения резистора в пр цессе его подгонки, несмотря на наличие такой коррекции при расчете величины шага спирального реза исходной заготовки, однопороговый режим работы контрольно-измерительног блока. Погрешность, обусловленная инерционностью прекращения подгонки I пропорциональна скорости нараста. ния сопротивления 3RJ);, умноженной на время задержки отключения инструмента подгонки лг, т.е. дн I /TH-A, где TV, - время прекращения подгонки. При спиральной форме подгоночного реза j- ;-const, поэтому погрешность подгонки сохраняется постоянной и, кроме того, достаточно большой по величине. Вследствие этого, погрешность подго ки прецизионных тонкопленочных цилиндрических резисторов С2-29В,подгоняемых на этом устройстве, состав ляет +(0,1 - 0,2)%. . Наиболее близким к изобретению является устройство для подгонки сопротивления пленочных резисторов, содержащее инструмент подгонки,блок электропривода перемещения поверхности резистора относительно луча лазера, контактные зажимы, соединенные с входами Ьлоков контроля сопротивления, блок управления. Блок управления нарезкой служит для управ ления инструментом для нарезки канав ки и производит действие начала и окончания нарезки, подводит и отводит шлифовальный диск от закрепленного в шпиндельной головке резистора или включает и отключает лазер. Преимуществом прототипа по сравнению с аналогом является меньшая погрешност подгонки, обусловленная меньшим градиентом нарастания сопротивления к моменту окончания подгонки Г 21. Однако известное устройство сложно, поскольку оно содержит два блока : контроля сопротивления, при этом первый блок несет чисто вспомогательную функцию - фиксирование момента достижения величины сопротивления на 1-5% меньше программируемого. Нзвёстному устройству присуща повышенная нестабильность резистора, обусловленная при подгонке лазером тем,что п ереход от основной спиральной нарезки к продольному резу значительно увеличивает линейную плотность энергии излучения лазера в этой части под гоночного реза, что может служить причиной повышенной нестабильности резистора во времени. Прерывать подгоночный рез между моментами сраба.бывания первого и второго блоков контроля сопротивления невозможно, поскольку первый блок контроля сопротивления управляет только торможением и отключением электропривода вращения шпинделей, а второй определяет прекращение процесса подготовки и выключение привода продольной подачи. При этом могут возникнуть значительные механические перегрузки: пусть при скорости вращения шпинделей .п 3-6 тыс. об/мин переход к продольному резу осуществляется на 1/3 витка спирального реза. В этом случае динамическое торможение должно . произойти за время 3-7 мс, что с учетом значительной массы и моментов инерции шпиндельной головки И электропривода должно неизбежно привести к большим перегрузкам и значительному снижению надежности механической jjacTH устройства. Кроме того, при неизменной мощности излучения лазера линейная плотность энергии на поверхности резистора растет пропорционально 1/V, где V - скорость подгонки. При торможении линейная плотность энергии может возрасти на порядок, что приводит к образованию сетки микротрещин осно- . вания резистора и увеличенным зонам отжига резистивного материала на границе реза, что способствует изменению сопротивления резистора во времени. Увеличение линейной плотности энергии при подгонке лазером имеет место при переходе от спирального .к продольному резу при нарезке цилиндрических резисторов, и при переходе от поперечного (грубого) к продольному (точному) резам при подгонке плоских пленочных резисторов . Цель изобретения - повышение точности подгонки и стабильности резистора, и упрощение устройства. Поставленная цель достигается тем, то в устройство для подгонки сопротивления пленочных резисторов, содержащее блок лазера,блок электропривода перемещения поверхности резистора относительно луча лазера, контактные зажи1У1ы, соединенные с первым и вторым входами блока контроля сопротивления, введены последовательно соединенные триггер, формирователь импульса Зсщержки, элемент 2И, а также элемент 2И-НЕ, причем вход триггера и первый вход элемента 2И-НЕ соедииены с выходом блока контроля сопротивления, выход формирователя импульса задержки соединен с вторым входом элемента 2И-НЕ, второй вход элемента 211 соединен с выходом элемента 2И-НЕ при этом выход триггера соединен с первым -входом блока электропривода и третьим входом блока контроля сопротивления, а выход элемента 2И - с входом блока лазера и вторым входом блока электропривода перемещения.
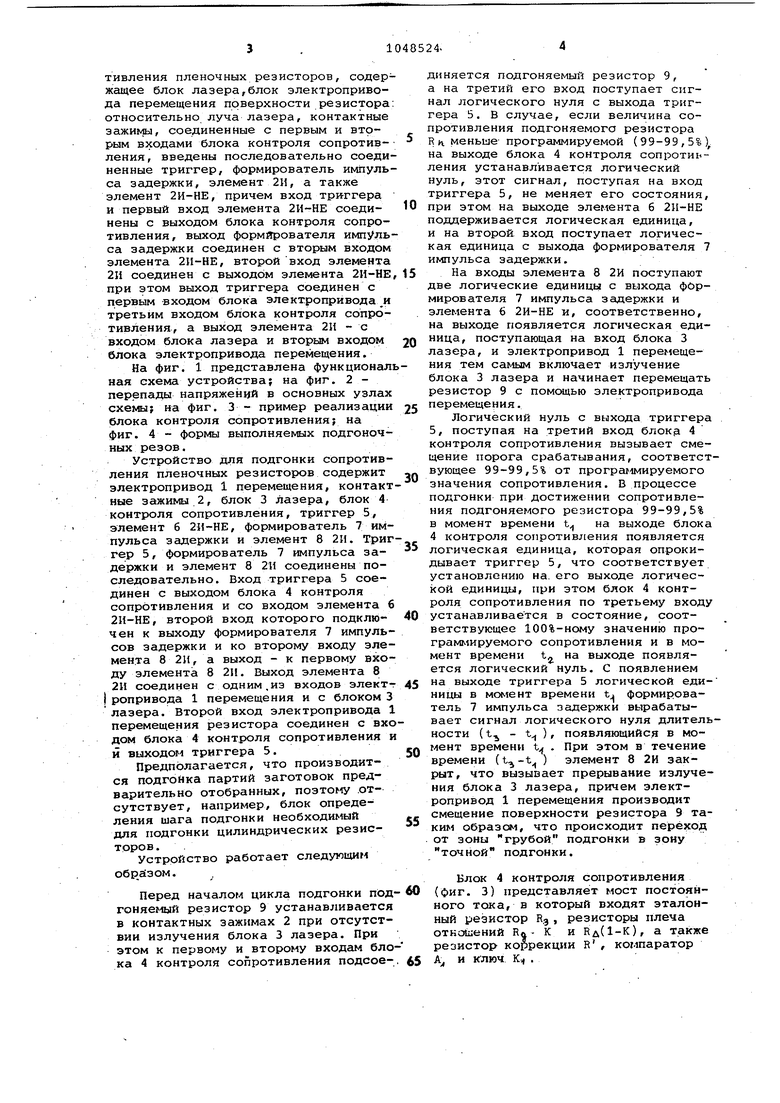
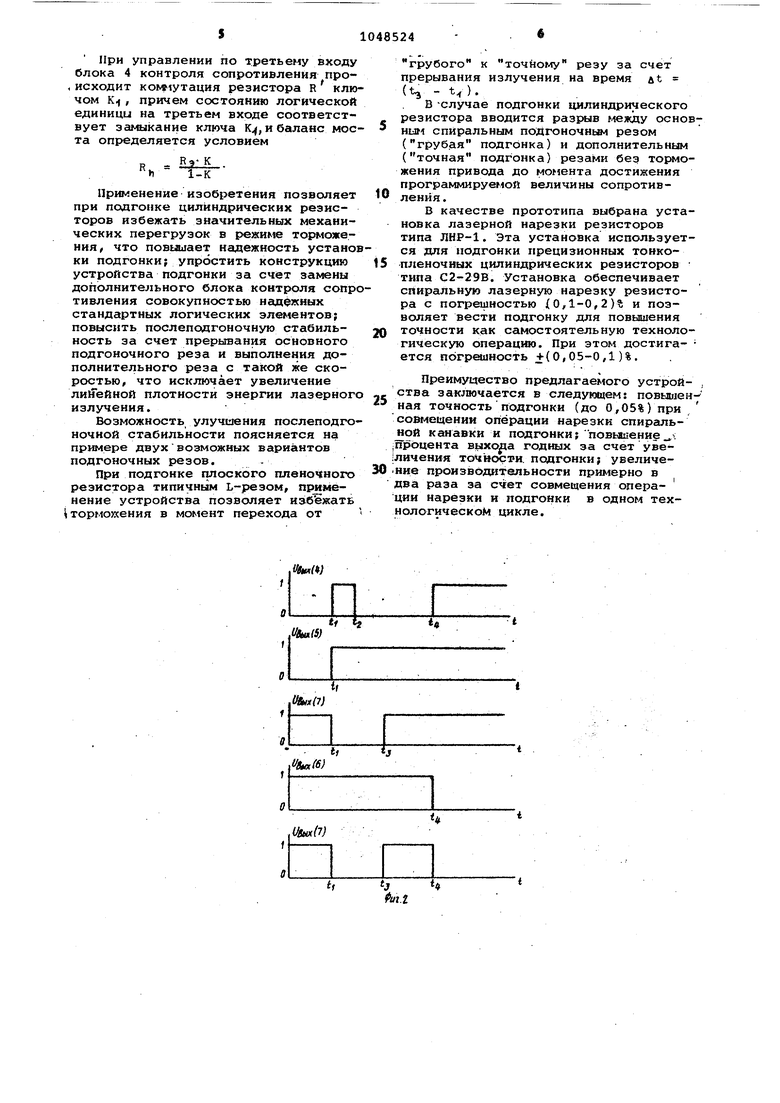
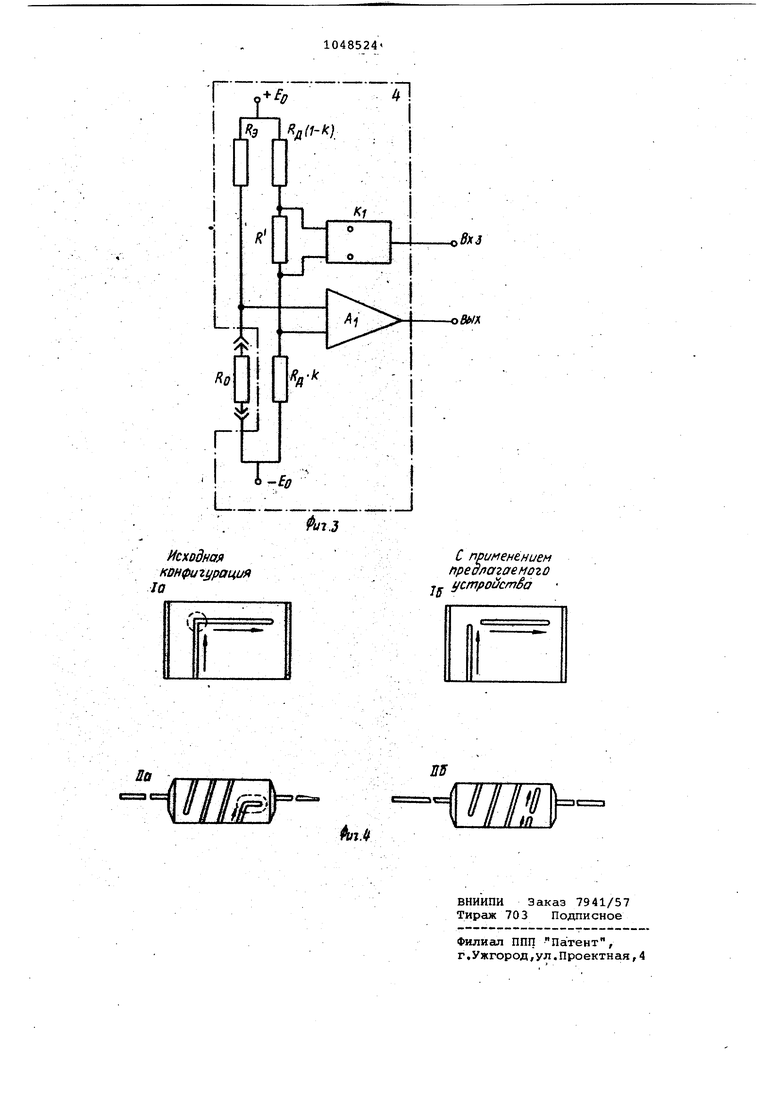
На фиг. 1 представлена функционгшьная схема устройства; на фиг. 2 перепады напряжений в основных узлах схемы; на фиг. 3 - пример реализации блока контроля сопротивления; на фиг. 4 - формы выполняемых подгоночных резов.
Устройство для подгонки сопротивления пленочных резисторов содержит электропривод 1 перемещения, контактные зажимы 2, блок 3 лазера, блок 4 контроля сопротивления, триггер 5, элемент 6 2И-НЕ, формирователь импульса задержки и элемент 8 2И. Триг гер 5, формирователь 7 импульса задержки и элемент 8 2И соединены последовательно. Вход триггера 5 соединен с выходом блока 4 контроля сопротивления и со входом элемента 6 2И-НЕ, второй вход которого подключен к выходу формирователя 7 импульсов задержки и ко второму входу элемента 8 2Н, а выход - к первому входу элемента 8 211. Выход элемента 8 2И соединен с одним,из входов электI ропривода 1 перемещения и с блоком 3 лаэера. Второй вход электропривода 1 перемещения резистора соединен с входом блока 4 контроля сопротивления и и выходом триггера 5.
Предполагается, что производится подгонка партий заготовок предварительно отобранных, поэтому .отсутствует, например, блок определения шага подгонки необходимый для подгонки цилиндрических резисторов.
Устройство работает следующим
.
Перед началом цикла подгонки подгоняемый резистор 9 устанавливается в контактных зажимах 2 при отсутствии излучения блока 3 лазера. При
- этом к первому и второму ВХОДс1М бЛОка 4 контроля сопротивления подсоеднняется пoдгoняe 1ый резистор 9, а на третий его вход поступает сигнал логического нуля с выхода триггера 5. В случае, если величина сопротивления подгоняемого резистора RK меньше программируемой (99-99,5% на выходе блока 4 контроля сопротиьления устанавливается логический нуль, этот сигнал, поступая на вход триггера 5, не меняет его состояния, при этом на выходе элемента 6 2И-НЕ поддерживается логическая единица, и на второй вход поступает логическая единица с выхода формирователя 7 импульса задержки.
На входы элемента 8 2И поступают две логические единицы с выхода формирователя 7 импульса задержки и элемента 6 2И-НЕ и, соответственно, на выходе появляется логическая единица, поступающая на вход блока 3 лазера, и электропривод 1 перемещения тем самым включает излучение блока 3 лазера и начинает перемещать резистор 9 с помощью электропривода перемещения.
Логический нуль с выхода триггера 5, поступая на третий вход блокд 4 контроля сопротивления вызывает смещение порога срабатывания, соответствующее 99-99,5% от программируемого значения сопротивления. В процессе подгонки при достижении сопротивления подгоняемого резистора 99-99,5% в момент времени t на выходе блока 4 контроля сопротивления появляется логическая единица, которая опрокидывает триггер 5, что соответствует установлению на. его выходе логической единицы, при этом блок 4 контроля сопротивления по третьему входу устанавливается в состояние, соответствующее 100%-ному значению программируемого сопротивления и в момент времени t на выходе появляется логический нуль. С появлением на выходе триггера 5 логической единицы в момент времени t формирователь 7 импульса задержки вырабатывает сигнал логического нуля длительности (t - t ), появляющийся в момент времени t . При этом в течение времени (Ц-t ) элемент 8 2И закрыт, что вызывает прерывание излучения блока 3 лазера, причем электропривод 1 перемещения производит смещение поверхности резистора 9 таким образом, что происходит переход от зоны грубой подгонки в зону точной подгонки.
Блок 4 контроля сопротивления (фиг. 3) представляет мост постоянного тока, в который входят эталонный резистор ЕЗ, резисторы плеча отно1иений RU - К и Ед(1-К), а также резистор коррекции R , компаратор А и ключ К .
При управлении по третьему входу блока 4 контроля сопротивления происходит ко№1утация резистора R ключом К, причем состоянию логической единицы на третьем входе соответствует замыкание ключа К, и баланс моста определяется условием
Пр10 1енение изобретения позволяет при подгонке цилиндрических резисторов избежать значительных механических перегрузок в режиме торможения что повышает надежность установки подгонки; упростить конструкцию устройства подгонки за счет замены дополнительного блока контроля сопротивления совокупностью надежных стандартных логических элементов; повысить послеподгоночную стабильность за счет прерьшания основного подгоночного реза и выполнения дополнительного реза с такой же скоростью, что исключает увеличение лийейной плотности энергии лазерного изл5гчения.
Возможность улучшения послеподгоночкой стабильности поясняется на примере двухвозможных вариантов подгоночных резов. При подгонке плоского пленочного резистора типичным L-резом, npjiMeнение устройства позволяет избежать тормо хения в момент перехода от
грубого к точному резу за счет прерывания излучения на время at (t, - t ).
В Случае подгонки цилиндрического резистора вводится разрыв между основ-;HUM спиральным под1гоночньа резом (грубая подгонка) и дополнительным (точная подгонка) резами без торможения привода до момента достижения программируемой величины сопротивления .
В качестве прототипа выбрана установка лазерной нарезки резисторов типа ЛНР-1. Эта установка используется для подгонки прецизионных тонкопленочных цилиндрических резисторов типа С2-29В. Установка обеспечивает спиральную лазерную нарезку резистора с погрешностью О,1-0,2)% и позволяет вести подгонку для повышения точности как самостоятельную технологическую операцию. При этом достига- ется пбграиность +(0,05-0,1)%.
Преимущество предлагаемого устрой- , ства заключается в следующем: повьшен ная точность подгонки (до 0,05%) при
со8г 1е|дении операции нарезки спирашьЛ10й канавки и полгонки;повьшение х
процента выхода годных за счет уве1личения точности, подгонки; увеличе0 Ние производительности примерно в два раза за счет совмещения операции нарезки и подгонки в одном технологическом цикле.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подгонки сопротивления пленочных резисторов в номинал | 1981 |
|
SU997106A1 |
| Способ подгонки цилиндрических пленочных резисторов | 1982 |
|
SU1038970A1 |
| Устройство для подгонки пленочных резисторов | 1981 |
|
SU997105A1 |
| Устройство для подгонки сопротивления пленочных цилиндрических резисторов в номинал | 1981 |
|
SU945911A1 |
| Устройство для подгонки пленочных резисторов в номинал | 1981 |
|
SU953673A1 |
| Устройство для подгонки пленочных цилиндрических резисторов | 1975 |
|
SU543992A1 |
| Устройство для подгонки сопротивления пленочных цилиндрических резисторов | 1980 |
|
SU983765A1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ПОДГОНКИ РЕЗИСТОРОВ | 1992 |
|
RU2041511C1 |
| Устройство для лазерной подгонки пленочных резисторов | 1981 |
|
SU1003157A1 |
| Устройство для подгонки пленочных цилиндрических резисторов | 1976 |
|
SU627546A2 |
УСТРОЙСТЮ ДЛЯ ПОДГОНКИ СОПРОТИВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ, содержащее блок лазера, блок электропривода перемещения поверхности резистора относительно луча лазера, контактные зажимы, соединенные с и вторым входами блока контроля сопротивления, о т л и ч а ю щ е е я тем, что, с целью повышения точ.ности подгонки и стабильности резис,тора и упрощения устройства, в него введены последовательно соединенные триггер, формирователь импульсов задержки, элемент 2И, а также элемент 2И-НЕ, причем вход триггера и первый вход элемента 2И-НЕ соединены с выходом блока контроля сопротивления, выход формирователя импульса задержки соединен с вторым входом элемента 2И-НЕ, второй вход элемента 2И соединен с выходом элемента 2Н-ИЕ, при этом выход триггера соединен с первым входом блока электропривода перемещения и третьим входом блока контроля сопротивления, а выход элемента , 2il - с входом блока лазера и вторым I входом блока электропривода переме(Л щения.
t1 tj
(6)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для подгонки со-пРОТиВлЕНия плЕНОчНыХ цилиНдРичЕСКиХРЕзиСТОРОВ | 1979 |
|
SU805424A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР 845661, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
