Изобретение относится к черной металлургии, а именно к химическому составу низкоуглеродистых холоднокатаных сталей, предназначенных для изготовления изделий сложной конфигурации, преимущественно деталей автомобиля, в том числе с защитными покрытиями. Основными требованиями, предъявляемыми к такой стали, являются высокая штампуемость, в том числе сохраняемая после нанесения защитного покрытия, а также после термической обработки в агрегатах непрерывного отжига, коррозионная стойкость, обеспечение хорошей адгезии защитного покрытия к стальной полосе. В последнее время потребители таких сталей все чаще предъявляют требования к повышенному уровню прочностных характеристик, который обеспечивается в результате упрочнения при сушке лакокрасочных покрытий на готовых деталях.
Известна сталь, применяемая при производстве холоднокатаного конструкционного листа для штамповки деталей автомобилей, тракторов и сельхозмашин, содержащая углерод, марганец, медь, алюминий, бор, фосфор, азот и железо при следующем соотношении компонентов, мас.%:
Углерод 0,02-0,07
Марганец 0,15-0,30
Медь 0,02-0,30
Алюминий 0,03-0,07
Бор 0,0005-0,005
Фосфор 0,04-0,10
Азот 0,001-0,007
Железо Остальное
(А.с. СССР №1741459, МПК С 22 С 38/16, опубл. 10.11.1995 г.). Холоднокатаный лист из такой стали имеет высокую штампуемость и коррозионную стойкость в некоторых средах, в частности в водном растворе серной кислоты, однако после нанесения защитных покрытий, например после горячего цинкования, штампуемость такой стали не высока. Кроме того, из-за повышенного содержания алюминия и соответствующего повышения гетерогенности структуры коррозионная стойкость холоднокатаного листа из такой стали в водных средах, содержащих ионы хлора, а также в атмосфере может быть недостаточна.
Известна сталь, применяемая при изготовлении конструкционного листа для штамповки, содержащая углерод, кремний, марганец, медь, кальций и железо при следующем соотношении компонентов, мас.%:
Углерод 0,08-0,12
Кремний 0,80-1,50
Марганец 0,55-0,90
Медь 0,05-0,50
Кальций 0,0005-0,0015
Железо Остальное
при этом соотношение кремния и углерода составляет 1,0-1,25.
(Патент РФ 2061780, МПК С 22 С 38/16, опубл. 10.06.1996 г.).
Сталь имеет повышенную прочность и коррозионную стойкость в некоторых средах. Однако штампуемость такой стали не высока. Кроме того, при наличии кальция в стали возможно присутствие неметаллических включений, оказывающих отрицательное влияние на коррозионную стойкость в ряде сред, в частности в атмосфере.
Наиболее близкой по химическому составу к предлагаемой стали является холоднокатаная сталь для глубокой вытяжки, содержащая углерод, кремний, марганец, серу, фосфор, алюминий, хром, никель, медь, азот, ниобий, титан и железо при следующем соотношении компонентов, мас.%:
Углерод 0,003-0,015
Кремний 0,005-0,02
Марганец 0,05-0,2
Сера 0,004-0,012
Алюминий 0,015-0,06
Хром 0,005-0,04
Никель 0,004-0,03
Медь 0,006-0,05
Азот 0,001-0,006
Ниобий 0,01-0,15
Фосфор (0,005-0,015) или (0,05-0,1)
1,5 сера +3,43 азот + 6 углерод ≤ титан ≤ 1,5 сера + 3,43 азот + 10 углерод
Железо Остальное
(Патент РФ 2034088, МПК С 22 С 38/50, опубл. 30.04.1995 г. - прототип).
Недостатком такой стали может быть сравнительно низкая штампуемость после термической обработки по некоторым режимам в агрегатах непрерывного отжига, а также после нанесения защитных покрытий. Кроме того, повышенное содержание алюминия может приводить к снижению коррозионной стойкости холоднокатаного листа из такой стали.
Техническим результатом изобретения является повышение штампуемости стали независимо от режима термической обработки и нанесения защитного покрытия, повышение коррозионной стойкости, а также прочности готового изделия.
Технический результат достигается тем, что в известной холоднокатаной стали для глубокой вытяжки, содержащей углерод, кремний, марганец, фосфор, серу, алюминий, азот, титан, ниобий, кислород и железо, согласно изобретению, назначают содержание компонентов в следующем соотношении, мас.%:
Углерод 0,001-0,006
Кремний 0,002-0,020
Марганец 0,07-0,30
Фосфор 0,005-0,020
Сера 0,005-0,010
Алюминий 0,015-0,050
Азот 0,002-0,006
Титан 0,02-0,08
Ниобий 0,005-0,060
Кислород 0,001-0,005
Железо и неизбежные примеси Остальное
при этом суммарное содержание алюминия и титана составляет 0,07-0,12%, а отношение содержания алюминия к содержанию кислорода составляет не менее 5,0, при этом минимальное содержание титана рассчитывается из соотношения

где (Ti), (N) и (S) - содержание титана, азота и серы соответственно, мас.%.
также тем, что она содержит ниобий в количестве, определяемом из соотношения

или в количестве, определяемом из соотношения

где (С) и (Nb) - содержание углерода и ниобия соответственно, мас.%.
Сущность изобретения заключается в том, что для обеспечения наиболее высокой штампуемости сталей с содержанием углерода не более 0,006% требуется микролегирование стали титаном совместно с ниобием в таком количестве, чтобы обеспечить полное удаление из твердого раствора примесей внедрения - углерода и азота. Используемые в настоящее время формулы для расчета требуемого содержания микролегирующих элементов учитывают необходимость связывания в карбиды, нитриды и карбосульфиды всего количества присутствующих в стали углерода, азота и серы. В то же время при недостаточной степени раскисленности стали, например при малом количестве вводимого для раскисления алюминия, часть титана может расходоваться на кислород и его будет недостаточно для полного удаления из раствора примесей внедрения в виде частиц достаточно крупных размеров и обеспечения высокой штампуемости. Эффект снижения штампуемости при недостаточной степени раскисленности стали в большей степени проявляется при непрерывном отжиге холоднокатаных автолистовых сталей. Поэтому обязательным условием обеспечения высокой штампуемости помимо регулирования химического состава основных легирующих элементов является контроль за содержанием в стали кислорода, являющегося неизбежной примесью, суммарного содержания элементов-раскислителей и отношения содержания алюминия к содержанию кислорода. Снижение содержания кислорода ниже 0,001% нецелесообразно, так как не оказывает положительного влияния на свойства стали, но приводит к ее удорожанию. Обеспечение отношения содержания алюминия к содержанию кислорода не менее 5 при содержании кислорода не более 0,005% свидетельствует о высокой степени раскисленности стали, что положительно влияет на штампуемость и коррозионную стойкость.
При выполнении данного условия ограничение нижнего предела суммарного содержания алюминия и титана не менее 0,07% свидетельствует о присутствии в стали титана, который будет эффективно использован для удаления примесей внедрения из твердого раствора. Увеличение суммарного содержания алюминия и титана выше 0,12% нецелесообразно, так как может приводить к ухудшению коррозионной стойкости, а также к повышению стоимости металлопродукции.
Ограничение нижнего предела содержания углерода, азота и серы в стали определяется возможностями существующих на сегодняшний день сталеплавильных технологий. Дальнейшее снижение содержания этих элементов не вызывает существенного улучшения потребительских свойств, но приводит к существенному удорожанию металлопродукции. Увеличение содержания указанных элементов выше верхних пределов формулы изобретения приводит к необходимости увеличения количества микролегирующих элементов, что может приводить к снижению качества поверхности, ухудшению адгезии защитных покрытий, а также увеличивает стоимость металлопродукции.
Верхние пределы содержания кремния и марганца связаны с необходимостью ограничить твердорастворное упрочнение стали, отрицательно влияющее на штампуемость. Ограничение нижних пределов содержания указанных элементов в основном диктуется экономическими соображениями, так как дальнейшее снижение их содержания не приводит к повышению качества стали.
Ограничение верхнего предела содержания фосфора связано с тем, что при его повышенном содержании в стали может происходить охрупчивание границ зерен. Ограничение нижнего предела содержания фосфора диктуется экономическими соображениями, так как дальнейшее снижение его содержания в стали не приводит к улучшению свойств.
Минимальное содержание алюминия в стали определяется необходимостью достаточного раскисления стали, а минимальное содержание титана - требованием достаточного удаления из твердого раствора примесей внедрения.
Ограничение верхнего предела содержания легирующих элементов, образующих неметаллические включения, в частности алюминия, является фактором, положительно влияющим на коррозионную стойкость стали. Увеличение содержания титана выше верхнего предела приводит к удорожанию стали. Кроме того, повышенное содержание титана может приводить к снижению качества поверхности.
При использовании в качестве микролегирующих элементов титана совместно с ниобием возможно в зависимости от требований потребителей получение сталей различных уровней прочности. При назначении содержания ниобия в соответствии с выражением (2) его не хватает для полного связывания углерода, который частично остается в твердом растворе и может в дальнейшем обеспечить упрочнение стального изделия в процессе сушки лакокрасочного покрытия. При более низком содержании ниобия происходит существенное упрочнение исходного холоднокатаного листа, что отрицательно скажется на штампуемости. При более высоком содержании ниобия, чем в соответствии с выражением (2) (соответствует выражению (3)), эффекта упрочнения при сушке не будет, однако штампуемость будет очень высокой, особенно, если содержание титана при этом соответствует выражению (1). Дальнейшее увеличение содержания ниобия по сравнению с верхним пределом выражения (3) не оказывает существенного влияния на штампуемость, однако приводит к существенному удорожанию металлопродукции.
Примеры конкретного выполнения изобретения.
Два варианта сверхнизкоуглеродистых сталей были выплавлены в 300-тонном конвертере ОАО “Магнитогорский металлургический комбинат”, разлиты на установке непрерывной разливки стали в слябы сечением 250×1300 мм, из которых горячей прокаткой на стане “2000” получали полосы толщиной 2,8 мм, обеспечивая температуру конца прокатки 880-900°С. Полосы после душирования сматывали в рулоны при температуре 710-730°С. После травления и холодной прокатки на полосы толщиной 0,8 мм часть металла подвергали термической обработке в колпаковых печах при температуре 700°С (ниже этот металл обозначается как холоднокатаный), другую часть полос подвергали обработке в агрегате горячего цинкования с нанесением цинкового покрытия и проведением нерерывного отжига при температуре 850°С (ниже этот металл обозначается как оцинкованный). После дрессировки со степенью обжатия 0,8% проводили комплексные механические испытания и холоднокатаного и оцинкованного металла, а также коррозионные испытания холоднокатаного металла.
Были опробованы следующие варианты сталей.
Вариант 1 - сталь, содержащая 0,004% углерода, 0,009% кремния, 0,14% марганца, 0,012% фосфора, 0,007% серы, 0,03% алюминия, 0,045% титана, 0,025% ниобия, 0,003% азота, 0,004% кислорода, железо и неизбежные примеси, при этом отношение Аl/O=7,5, суммарное содержание алюминия и титана - 0,075%, содержание титана превышает минимально допустимое значение в соответствии с формулой изобретения 0,045%>0,027%, содержание ниобия находится в пределах, предусмотренных п.2 формулы изобретения: 0,005%<0,025%<0,031, то есть вариант полностью соответствует п.2 формулы изобретения.
Вариант 2 - сталь, содержащая 0,004% углерода, 0,008% кремния, 0,13% марганца, 0,010% фосфора, 0,007% серы, 0,04% алюминия, 0,04% титана, 0,04% ниобия, 0,004% азота, 0,004% кислорода, железо и неизбежные примеси, при этом отношение Аl/O=10, суммарное содержание алюминия и титана - 0,08%, содержание титана превышает минимально допустимое значение в соответствии с формулой изобретения 0,04%>0,0305%, содержание ниобия находится в пределах, предусмотренных п.3 формулы изобретения: 0,031%<0,04%<0,06, то есть вариант полностью соответствует п.3 формулы изобретения.
Механические испытания образцов оцинкованного проката проводили на электромеханической испытательной машине INSTRON-1185. Размеры образца составляли 20×120 мм.
Испытания проводили в полуавтоматическом режиме с тензометром продольной деформации (база тензометра 12,5 мм). Скорость растяжения составляла 10 мм/мин.
В случае кривых растяжения без физического предела текучести (что характерно, в частности, для IF-сталей), величину предела текучести определяли по показаниям тензометра с учетом линейного участка диаграммы растяжения (кроме этого, для контроля использовали анализ машинной диаграммы растяжения).
Показатель упрочнения определяли в диапазоне деформации от 10 до 17%.
Коэффициент нормальной пластической анизотропии г определяли при остановке испытаний (при достижении 17%) путем замера вручную ширины образца (в трех сечениях).
Для образцов шириной 20 мм относительное удлинение δ4 определяли на базе 80 мм (A80).
Испытания для определения упрочнения стали при сушке лакокрасочного покрытия (ВН-эффект) проводили в следующей последовательности:
1) образцы растягивали до величины деформации 2%, которую определяли по экстензометру (база 26 мм); при этом определяли σ2 - напряжение при деформации 2%;
2) образцы помещали в печь, нагретую до температуры 170±10°С, и выдерживали в течение 20 минут;
3) образцы испытывали на растяжение, определяя величину ВН-эффекта как разницу между пределом текучести σт (ВН) и σ2.
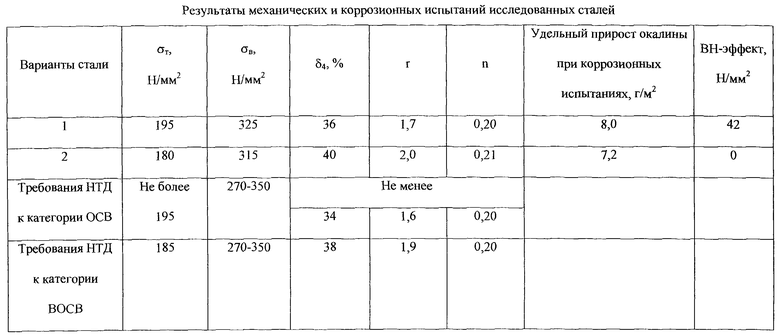
Результаты механических испытаний образцов оцинкованной стали всех вариантов, а также результаты коррозионных испытаний образцов холоднокатаной стали приведены в таблице.
Штампуемость стали оценивали по основным механическим характеристикам, предусмотренным нормативно-технической документацией (НТД) для сталей данного класса. К ним относятся предел текучести σт, предел прочности σв, относительное удлинение δ4, коэффициент нормальной пластической анизотропии r и коэффициент деформационного упрочнения n.
Критерием обеспечения высокой штампуемости считали соответствие значений указанных параметров требованиям к сталям категории вытяжки ОСВ (особо сложная вытяжка) и ВОСВ (весьма особо сложная вытяжка).
Соответствующие требования к параметрам также представлены в таблице. В таблице приведены также значения ВН-эффекта, характеризующие способность к упрочнению отштампованной детали в процессе сушки лакокрасочного покрытия.
В качестве метода коррозионных испытаний образцов холоднокатаного проката был использован способ переменного погружения образцов автолистовой стали в раствор 3,5% NaCl с пребыванием в нем 10 минут и последующим выносом на воздух (50 минут), в соответствии со стандартом ASTM G 44-75. Коррозионную стойкость оценивали по приросту массы (привесу) на единицу площади поверхности образца за 30 циклов испытаний. Если значение прироста массы составляло не более 8 г/м2, то коррозионную стойкость считали удовлетворительной.
Результаты испытаний для исследованных вариантов также представлены в таблице.
Для стали варианта 1 механические свойства соответствуют требованиям к стали категории вытяжки ОСВ, при этом обеспечивается максимальная величина ВН-эффекта и готовое изделие из такой стали будет обладать повышенной прочностью и удовлетворительной коррозионной стойкостью. Для стали варианта 2 механические свойства соответствуют категории вытяжки ВОСВ при удовлетворительной коррозионной стойкости.
То есть использование настоящего предложения существенно повышает штампуемость холоднокатаной стали для глубокой вытяжки, в частности после непрерывного отжига и при нанесении цинкового покрытия, коррозионную стойкость холоднокатаной стали, а также прочность готового изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОЛОДНОКАТАНАЯ СТАЛЬ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2003 |
|
RU2233904C1 |
| СТАЛЬ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ (ВАРИАНТЫ) | 2003 |
|
RU2237101C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ | 2006 |
|
RU2313584C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2006 |
|
RU2330887C1 |
| НИЗКОЛЕГИРОВАННАЯ СТАЛЬ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЁ | 2002 |
|
RU2212468C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ | 2006 |
|
RU2313583C2 |
| ХОЛОДНОКАТАНАЯ СТАЛЬ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1992 |
|
RU2034088C1 |
| ХОЛОДНОКАТАНАЯ ВЫСОКОПРОЧНАЯ СТАЛЬ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1994 |
|
RU2061782C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2004 |
|
RU2255989C1 |
| НИЗКОЛЕГИРОВАННАЯ СТАЛЬ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ | 2007 |
|
RU2362814C2 |
Изобретение относится к металлургии, а именно к составу холоднокатаной стали для изготовления изделий сложной конфигурации, преимущественно деталей автомобиля, в том числе с защитными покрытиями. Заявленная холоднокатаная сталь для глубокой вытяжки содержит компоненты в следующем соотношении, мас.%: углерод 0,001-0,006; кремний 0,002-0,020; марганец 0,07-0,30; фосфор 0,005-0,020; сера 0,005-0,010; алюминий 0,015-0,050; азот 0,002-0,006; титан 0,02-0,08; ниобий 0,005-0,060; кислород 0,001-0,005; железо и неизбежные примеси - остальное. При этом суммарное содержание алюминия и титана составляет 0,07-0,12 мас.%, а отношение содержания алюминия к содержанию кислорода составляет не менее 5,0. Минимальное содержание титана рассчитывается из соотношения (Ti)min= 3,43(N)+2,4(S), где (Ti), (N) и (S) - содержание титана, азота и серы, мас.%. Оптимальное содержание ниобия в стали определяют из соотношения  или
или  , где (С) и (Nb) - содержание углерода и ниобия соответственно, мас.%. Техническим результатом является повышение штампуемости стали независимо от режима термической обработки и нанесения защитного покрытия, а также повышение коррозионной стойкости. 2 з.п. ф-лы, 1 табл.
, где (С) и (Nb) - содержание углерода и ниобия соответственно, мас.%. Техническим результатом является повышение штампуемости стали независимо от режима термической обработки и нанесения защитного покрытия, а также повышение коррозионной стойкости. 2 з.п. ф-лы, 1 табл.
Углерод 0,001-0,006
Кремний 0,002-0,020
Марганец 0,07-0,30
Фосфор 0,005-0,020
Сера 0,005-0,010
Алюминий 0,015-0,050
Азот 0,002-0,006
Титан 0,02-0,08
Ниобий 0,005-0,060
Кислород 0,001-0,005
Железо и неизбежные примеси Остальное
при этом суммарное содержание алюминия и титана составляет 0,07-0,12%, отношение содержания алюминия к содержанию кислорода составляет не менее 5,0, при этом минимальное содержание титана рассчитывают из соотношения
(Ti)min=3,43(N)+2,4(S),
где (Ti),(N) и (S) - содержание титана, азота и серы соответственно, мас.%.
0,005% ≤ (Nb) ≤ 7,75(C),
где (С) и (Nb) - содержание углерода и ниобия соответственно, мас.%.
7,75(С)<(Nb)≤0,06%,
где (С) и (Nb) - содержание углерода и ниобия соответственно, мас.%.
| ХОЛОДНОКАТАНАЯ СТАЛЬ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1992 |
|
RU2034088C1 |
| ХОЛОДНОКАТАНАЯ ВЫСОКОПРОЧНАЯ СТАЛЬ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1994 |
|
RU2061782C1 |
| СТАЛЬ | 1990 |
|
SU1741459A1 |
| ХОЛОДНОКАТАНАЯ СТАЛЬ ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2190684C1 |
| СТАЛЬ | 2000 |
|
RU2186871C2 |
| Устройство для вывода информации | 1981 |
|
SU943697A2 |
| US 5244626 A, 14.09.1993. | |||
