Изобретение относится к производству горячекатаного металла в черной металлургии, но в наибольшей мере к полосовым и широкополосовым станам в этой отрасли.
Теплоизоляционные экраны в последние годы получили широкое распространение в черной металлургии в основном на широкополосовых станах горячей прокатки. Основное их назначение - уменьшение потерь тепла металлом в процессе его передачи по рольгангу из клетей черновой обработки в клети чистовой обработки, уменьшение перепада температуры по длине раската в момент его входа в первую чистовую клеть. В конечном итоге благодаря использованию экранов снижаются расходы на энергию в печах и в процессе обработки металла давлением, улучшается качество проката.
Известен теплоизоляционный экран, базирующийся на использовании теплоотражательного эффекта (см., например, патент №2122475 РФ В 21 В 39/00).
Основной недостаток известного теплоизоляционного экрана состоит в отсутствии активного воздействия на теплообмен между прокатываемым металлом и экранами, что делает процесс экономии тепла металлом относительно незначительным. К недостаткам известного экрана следует отнести также относительно низкую их работоспособность.
Известен теплоизоляционный экран, базирующийся на эффекте теплоаккумулирования тепла экраном по мере прохождения под ним горячего металла [см., например, патент №1671384, РФ, В 21 В 1/26, F 28 F 9/20]. Экран выполнен в виде секций, которые укомплектованы кассетами-панелями, которые, в свою очередь, в качестве рабочего инструмента-панелей-отражателей содержат ряд прямоугольных труб, плотно набранных с помощью стяжных стержней.
Труба к кассете-панели теплоизоляционного экрана рольганга стана горячей прокатки содержит две горизонтальные, две вертикальные и две торцевые стенки и заполнена теплоизолятором, при этом одна из горизонтальных стенок прикреплена к вертикальным стенкам посредством соединения типа рояльных петель (см., например, фиг.3 и 4 в указанном патенте 1671384).
По совокупности существенных признаков указанная труба наиболее близка предлагаемой, поэтому принята за прототип.
Основной недостаток известной трубы, из набора которых монтируется кассета-панель, а из них сами секции теплоизоляционного экрана, состоит в том, что их применение автоматически предполагает пассивное влияние на температуру экранируемого горячего металла.
В результате эффект снижения потерь тепла металлом колеблется в пределах 60...80% и по существу не может быть изменен в лучшую сторону. Более того, для достижения этих цифр необходимо прохождение 2х-3х раскатов под экранами, тепло от которых частично разогреет экраны и они выйдут на квазистационарный температурный режим. К тому же, эффект экранирования существенно снижается с ростом продолжительности пауз прокатки и толщины экранируемого раската.
В ряде случаев прокатки отмеченные недостатки, определяемые примененными в теплоизоляционных экранах трубами, которыми укомплектованы кассеты-панели, затрудняют и даже исключают высокоэффективное использование в целом теплосохраняющей установки, укомплектованной рассмотренными секциями экранов.
Предлагаемая труба к кассете-панели теплоизоляционного экрана свободна от перечисленных недостатков известной трубы известных экранов и открывает возможность для создания теплоизоляционных экранов рольганга станов горячей прокатки, реализующих активное воздействие на температуру экранирующего металла. При этом в слово “активные” вкладывается техническое решение, позволяющее с использованием предлагаемой трубы к кассете-панели активно воздействовать на теплообмен между прокатываемым металлом и экранами, т.е. позволяющее выйти на принципиально новый вид экранирования металла: активный.
Перечисленные технические результаты достигаются за счет того, что труба к кассете-панели теплоизоляционного экрана рольганга стана горячей прокатки, содержащая две горизонтальные, две вертикальные и две торцевые стенки и заполненная теплоизолятором, при этом одна из горизонтальных стенок прикреплена к вертикальным стенкам посредством соединения типа рояльных петель, согласно предложению обе торцевые стенки трубы являются продолжением горизонтальной стенки, имеющей рояльные петли, не соприкасаются с другими стенками трубы и имеют односторонний выступ за высотный размер трубы. Кроме того, по меньшей мере за пределами высотного размера трубы односторонние выступы стенки имеют утолщение. К тому же, переход горизонтальной стенки, имеющей рояльные петли, в торцевые стенки выполнен по радиусу, который является результатом изгиба этой горизонтальной стенки в сторону трубы. Помимо этого, в зазоре между вертикальными и торцевыми стенками расположен электроизолятор. При этом электроизолятор прикрекплен к торцевой стенке. Стержень соединения типа рояльных петель покрыт электроизолятором, который дополнительно охватывает пружина из металла с высоким удельным электросопротивлением.
В способе ремонта трубы к кассете-панели, включающем применение приемов электросварки, согласно предложению на горизонтальную стенку, имеющую рояльные петли, в районе ее разрушения, проявляющегося в прерывании протекания электрического тока при приложении напряжения к концам этой горизонтальной стенки, накладывают лист из аналогичного трубе материала и по торцам лист приваривают к указанной горизонтальной стенке, при этом рояльные петли не попадают в зону действия ширины привариваемого листа.
Труба к кассете-панели теплоизоляционного экрана рольганга стана горячей прокатки пояснена чертежами.
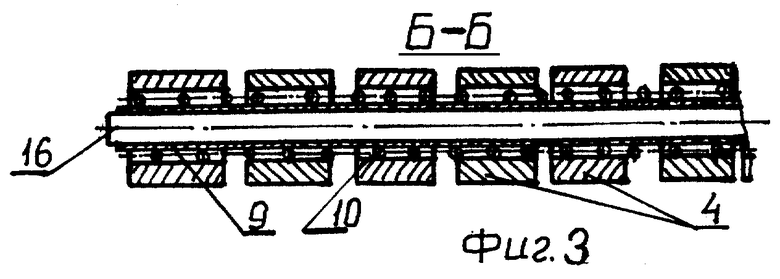
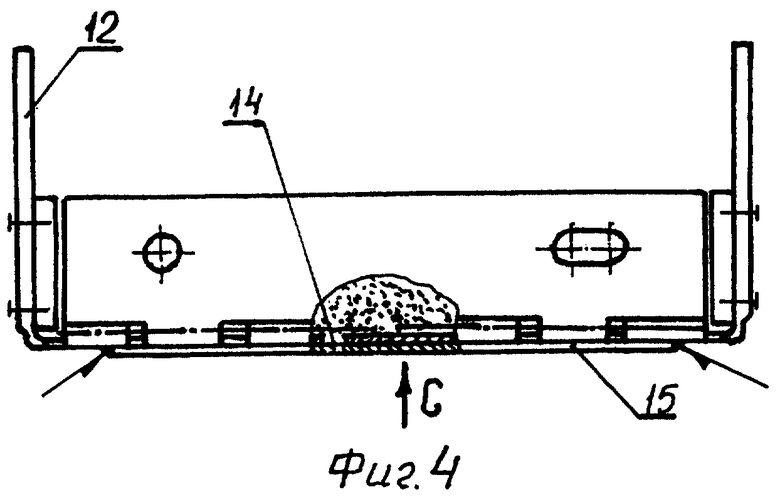
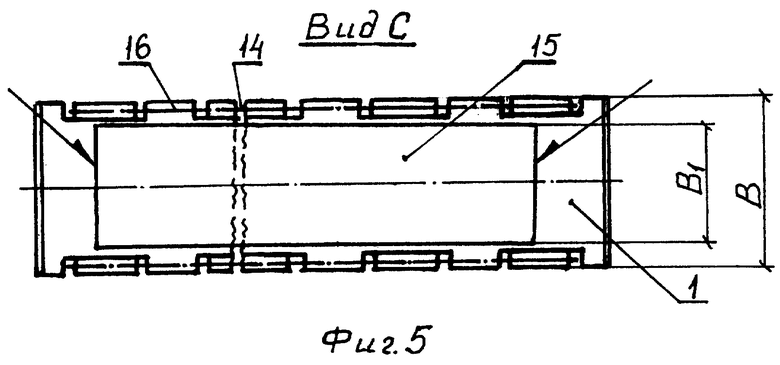
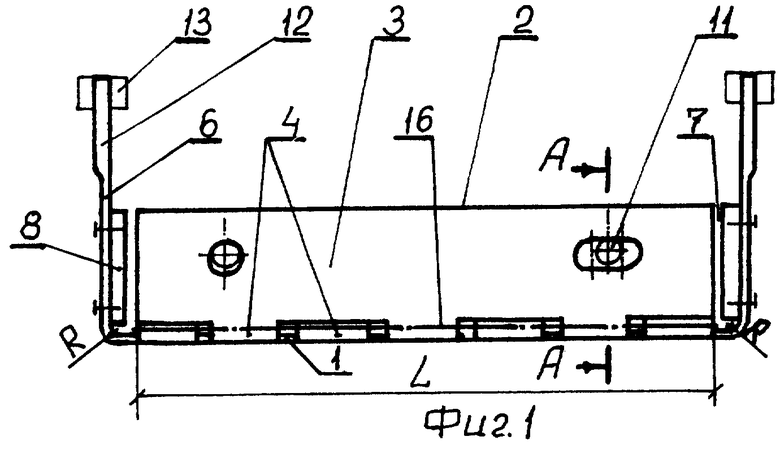
На фиг.1 показан общий вид трубы; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - разрез Б-Б на фиг.2; на фиг.4 показан общий вид трубы после ремонта; на фиг.5 - вид С на фиг.4, показывающий повреждение трубы, делающее ее неработоспособной и результат ремонта трубы.
Труба имеет линейный размер L и высотный размер Н и содержит две горизонтальные стенки 1 и 2 (фиг.1 и 2), две вертикальные стенки 3, при этом горизонтальная стенка 1 соединена с вертикальными стенками 3 с помощью соединения “рояльные петли” 4. Труба заполнена тепло-изолятором 5 (например, муллитокремнеземистой ватой МКРР-130, ГОСТ 23619-79). Горизонтальная стенка 1, имеющая рояльные петли 4, продолжена за пределы линейного размера трубы (L на фиг.1) в виде концевых частей 6, из которых сформированы торцевые стенки трубы.
Формирование торцевых стенок трубы может быть выполнено различными методами (например, приваркой листов к стенке 1). Однако предпочтение отдают формированию торцевых стенок трубы путем изгиба концевой части 6 в сторону трубы, что технологически более оправдано. При этом путем изгиба обеспечивают выход концевой части 6 за высотный Н размер трубы, а также формируется переход части 6 в стенку 1 по радиусу R.
Между сформированными таким образом торцевыми стенками трубы и остальными ее стенками (вертикальными 3 и горизонтальной 2) предусмотрен гарантированный зазор 7.
Дополнительно гарантированный зазор 7 поддерживают размещением между указанными стенками электроизолятора 8, рассчитанного на работу при высоких температурах: до 1200°С (например, изделия из кремния с небольшими добавками Al2О3, обеспечивающие после специальной обработки удельное электросопротивление на уровне 1017...1018 Ом·см при 20°С). Предпочтительно электроизолятор 8 крепится к концевой части 6 на уровне зазора 7.
Стержень 16 соединения типа “рояльные петли” покрывают электроизоляционной лентой 9 (фиг.3), работающей при высоких температурах (например, КТ5-11, толщиной 0,17 мм) и дополнительно охватывают пружиной 10 из стали с высоким электросопротивлением (например, из нихрома Н80ХЮД-ВИ или хровангала Н70Х10Ф8Я7). Этим мероприятием максимально уменьшают вероятность передачи (потери) электрического тока от горизонтальной стенки 1 к вертикальным стенкам 3, а от них к стяжным болтам 11 (на фиг.1 и 2 - болты 11 показаны тонкими линиями) кассеты-панели.
За высотным размером Н трубы концевые части 6 имеют утолщение 12 (фиг.1), предотвращающее разогрев концевых участков 6 в местах их контакта с токоподводящими шинами 13 из меди выше температуры плавления меди 1083°С. Заметим, что шины 13 установлены на кассете-панели, поэтому на фиг.1 показаны тонкими линиями. Утолщение 12 может иметь место и в пределах высотного размера Н трубы (фиг.5). Такое решение уменьшает передачу тепла от торцевых частей 6 к несущей конструкции кассеты-панели.
В процессе работы трубы в кассете-панели секции теплоизоляционных экранов возможно разрушение стенки 1, например, в виде сплошной поперечной трещины 14 (фиг.4 и 5) или в виде любого другого поперечного разрыва, например, обусловленного ударом переднего конца проходящего горячего раската по кассете-панели. Наличие трещины 14 исключает прохождение электрического тока по стенке 1 при приложении напряжения к концам этой горизонтальной стенки, т.е. делает трубу неработоспособной.
Негативное влияние разрыва оперативно устраняют путем приварки листа 15 по его торцам к трубе 1, перекрывая таким образом место разрыва и пропуская электрический ток по листу 15. В последующем во время более длительного ремонта эту трубу с листом 15 могут удалить из кассеты-панели, заменив новой трубой. При этом ширина В1 листа меньше ширины трубы В (фиг.2 и 4) на величину рояльных петель на стенке 1, т.е. рояльные петли не попадают в зону, охватываемую шириной листа 15. Лист 15 изготавливают из материала, аналогичного материалу трубы.
Составной частью соединения типа рояльные петли является стержень 16 (фиг.1-3).
Труба к кассете-панели работает следующим образом (работа трубы рассматривается отдельно от кассеты-панели и от секции теплоизоляционного экрана, т.к. сущность работы трубы после ее установки в кассету-панель, а последней в секцию экранов не меняется).
Токоподводящими шинами 13 к трубе, установленной в кассете-панели, прикладывают напряжение, определяемое требуемым уровнем температуры разогрева стенки 1 и продолжительностью достижения этого уровня температуры. При этом продолжительность разогрева стенки 1 определяется временем, через которое горячий раскат, после измерения его температуры, окажется под кассетой-панелью секции экрана с рассматриваемой трубой. Уровень температуры разогрева стенки 1 обеспечивают не выше температуры поверхности горячего металла к моменту, когда этот металл появится в районе рольганга с кассетой-панелью, в которой установлена рассматриваемая труба.
Основным положением работы секций активных теплоизолирующих экранов является условие, что температура стенки 1 трубы кассеты-панели не должна превышать температуры поверхности экранируемого горячего металла. Таким образом, активный теплоизолирующий экран не является нагревательной печью, он является устройством для активного сохранения тепла горячим раскатом.
Температура стенки 1 трубы может быть задана ниже температуры экранируемого горячего металла (например, 700°С, при температуре металла 1100°С). В этом случае прогнозируют допустимую степень охлаждения раската, т.к. во время прохождения раската под экранами тонкая стенка 1 разогревается от тепла горячего раската до температуры, близкой к температуре раската, и температура стенки 1 устанавливается на уровне на 50-80°С ниже температуры металла. Последнее зависит от высоты расположения стенки 1 трубы относительно поверхности экранируемого металла: чем меньше высота, тем ниже указанная разница между температурой поверхности металла и стенки 1. Также, чем ниже толщина стенки 1, тем меньше эта разница температур.
Так как теплоизоляционные экраны реально могут работать в пределах температур 950...1200°С, складывающихся в технологической линии станов горячей прокатки, требуемый разогрев стенки 1 в ряде случаев работы трубы превысит температуру плавления меди (1083°С), из которой изготовлены шины 13. Чтобы последнее исключить, концевые части 12 участков 6 листа 1 в месте их контакта с шинами 13 делают утолщенными. (Например, при толщине листа 1 в 1,0 мм части 12 имеют толщину до 2,0 мм. Отмеченным мероприятием снижают разогрев частей 12 в местах указанного их контакта с шинами 13 практически в 4 раза). Этот же прием может быть применен для снижения разогрева несущих элементов кассеты-панели от температуры разогрева концевых частей 12. Для этого утолщенные концевые части 12 могут быть продолжены до места изгиба листа 1 по радиусу R (фиг.4).
Таким образом, созданием предложенной трубы к кассетам-панелям теплоизоляционных экранов решена техническая задача применения на станах горячей прокатки, особенно широкополосовых, активных теплосохраняющих установок, по-новому решающих вопросы сохранения тепла в линии стана; созданы условия для стационарных температурно-деформационно-скоростных режимов прокатки в чистовых клетях. Тем самым существенно упрощена задача прокатки высококачественного проката на всей длине готовой полосы.

Изобретение относится к черной металлургии, точнее к прокатке. Задача изобретения - снижение охлаждения металла в технологической линии стана. Труба содержит две горизонтальные, две вертикальные и две торцевые стенки и заполнена теплоизолятором. Одна из горизонтальных стенок прикреплена к вертикальным стенкам посредством соединения типа рояльных петель. Обе торцевые стенки трубы являются продолжением горизонтальной стенки, имеющей рояльные петли, не соприкасаются с другими стенками трубы и имеют односторонний выступ за высотный размер трубы. Переход горизонтальной стенки, имеющей рояльные петли, в торцевые стенки выполнен по радиусу. За пределами высотного размера трубы односторонние выступы стенки имеют утолщение. В зазоре между вертикальными и торцевыми стенками расположен электроизолятор. Способ ремонта трубы при разрыве горизонтальной стенки, имеющей рояльные петли, осуществляют наложением на нее листа из материала, аналогичного материалу трубы и приварке листа по торцам. Изобретение обеспечивает условия для стационарных температурно-деформационно-скоростных режимов прокатки в чистовых клетях путем активного теплосохранения. 2 н. и 5 з.п. ф-лы, 5 ил.
| Теплоизоляционный экран рольганга полосового стана горячей прокатки | 1989 |
|
SU1671384A1 |

