Изобретение относится к производству горячекатаных полос в черной металлургии.
Это производство в основном осуществляют на полунепрерывных широкополосовых станах горячей прокатки (ПНШПС) и непрерывных широкополосовых станах горячей прокатки (НШПС).
На обоих компоновках станов горячей прокатки отмечаются существенные потери тепла при прохождении металла на рольгангах стана, особенно значительные на промежуточном рольганге, соединяющим черновую и чистовую группы клетей.
На большинстве ПНШПС задачу уменьшения отмеченных потерь тепла подкатом успешно решают применением операции промежуточной перемотки подката на установках койлбокс.
На НШПС задачу уменьшения отмеченных потерь тепла подкатом в основном решают путем экранирования подката в процессе передачи его из черновой в чистовую группу клетей. В этом случае для уменьшения охлаждения подката с верхней его поверхности на основной длине рольганга размещают установку экранирования, состоящую из ряда последовательно расположенных секций, на которых закреплены экранирующие панели. Секции снабжают механизмом их перемещения к/от рольганга.
Для уменьшения охлаждения подката с нижней его поверхности в зарубежной практике между роликами рольганга размещают экранирующие панели нижнего экранирования. В отечественной практике эту же задачу успешно решают применением межроликовых плит с емкостями, заполненными воздушной окалиной.
Получившие наибольшее распространение за рубежом экранирующие панели названы энкопанелями [см., например, Европатенты №0048503 B21B 3/02 и №0049000 B21B 3/02 от 24.04.79 г.]. Многолетний опыт их эксплуатации показывает, что их работоспособность составляет 8-19 месяцев; в расчетах рекомендуется использовать 12 месяцев. Низкая работоспособность экранов объясняется, во-первых, передачей экранируемого тепла не только вдоль, но и поперек направления прокатки и обусловленные этими условиями значительные знакопеременные деформации экранирующей поверхности, снижающие работоспособность экранов; во-вторых, низкой жесткостью экранов против ударов переднего конца движущегося подката.
В отечественной черной металлургии и в Украине (на стане 1700) известны теплосохраняющие установки (на НШПС 2000 г. г.Липецк и Череповец), укомплектованные экранирующими панелями согласно патентам России №1519799 B21B 1/26 от 29.02 88 и №1671384 B21B 1/26 от 24.06.88 г.
Опыт их эксплуатации (с 1996 г.) показывает, что работоспособность экранирующих панелей согласно указанным патентам России составляет 3 года. Высокая работоспособность панелей объясняется, во-первых, изготовлением их из набора прямоугольных труб, что существенно повышает жесткость экранирующей поверхности против удара переднего конца движущегося подката, во-вторых, по существу отсутствует передача аккумулированного тепла экраном поперек экранирующей панели за пределы ширины экранируемого подката. Отмеченное многократно уменьшает величины знакопеременных деформаций на ширине каждой стороны трубы, из набора которых формируют экранирующую поверхность.
По существенным признакам предлагаемая экранирующая панель секции устройства сохранения тепла металлом на рольганге наиболее близка применяемым согласно указанным патентам Российской Федерации №№1519799 и 1671384, поэтому отмеченные патенты приняты за прототип.
Существенным недостатком известной экранирующей панели секции установки сохранения тепла металлом на рольганге полосового стана горячей прокатки является жесткая связь ширины панели с числом прямоугольных в наборе труб, образующих экранирующую поверхность. Этот недостаток усиливается разнообразием длин бочек валков станов горячей прокатки (станы 2800, 2500, 2150, 2000, 1700 и др.). Отмеченное разнообразие требует более гибкого соотношения ширины экранирующей панели и размеров рольгангов по ширине.
Предлагаемая экранирующая панель секции установки сохранения тепла металлом на рольганге полосовых станов горячей прокатки свободна от указанного недостатка известной панели. В ней решена задача гибкого изменения ширины экранирующей панели установки при применении одних и тех же по ширине прямоугольных труб, из которых собрана экранирующая панель, путем введения в конструкцию панели элементов, изменяющих ширину экранирующей панели. Такое решение позволяет использовать трубы одних и тех же поперечных сечений для экранирования рольгангов на станах разной длины бочки.
Технический результат достигается тем, что в экранирующей панели (кассете) секции установки сохранения тепла металлом на рольганге полосового стана горячей прокатки, состоящей из набора одинаковых прямоугольных труб, свободно насаженных на поперечные стяжные стержни, и через эти стержни набор труб закреплен на несущем корпусе панели, при этом стороны труб, образующие в совокупности экранирующую поверхность панели, образуют с вертикальными стенками труб соединения типа рояльные петли, согласно предложению между боковыми стенками труб, по меньшей мере, двух из набора, предусмотрен зазор, в котором на указанном поперечном стяжном стержне свободно насажены стаканчатый колпак с плоским дном, охваченный по высоте U-образным элементом из листа, выпуклая сторона U-образного элемента обращена к рояльным петлям и не выходит за их пределы, при этом высота U-образного элемента меньше высоты поперечного сечения каждой из набранных труб, его длина меньше длины набранных труб, толщина листа равна толщине стенок труб, а сумма толщин двух сторон U-образного элемента и высоты стаканчатого колпака равна указанному зазору между боковыми стенками труб. Кроме того, экранирующая панель отличается тем, что стенки стаканчатого колпака образуют 90° с его плоским дном, а в центре дна выполнено сквозное отверстие, диаметр которого, по меньшей мере, равен диаметру поперечного стяжного стержня. При этом стаканчатый колпак выполнен из листа в виде или квадрата, или прямоугольника, или круга, или эллипса, или многогранника, или крестообразной формы.
Экранирующая панель установки сохранения тепла металлом на рольганге полосового стана горячей прокатки пояснена на фиг.1-10.
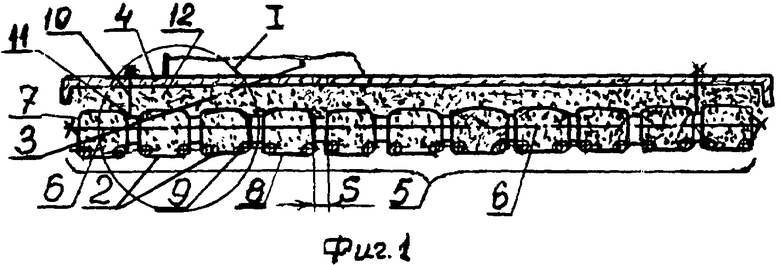
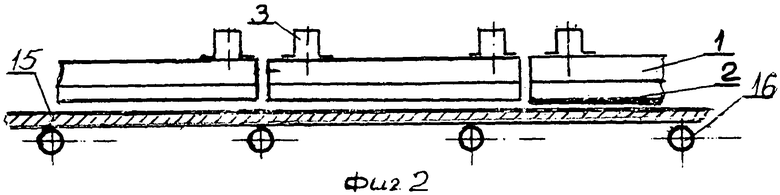
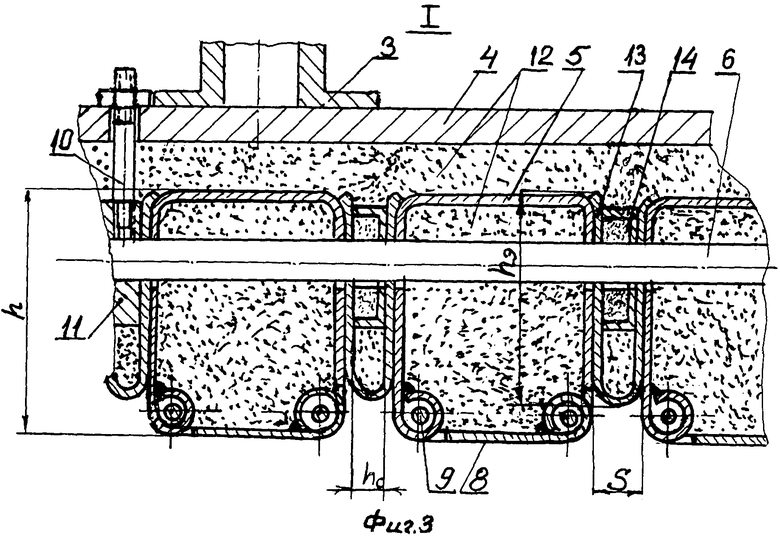
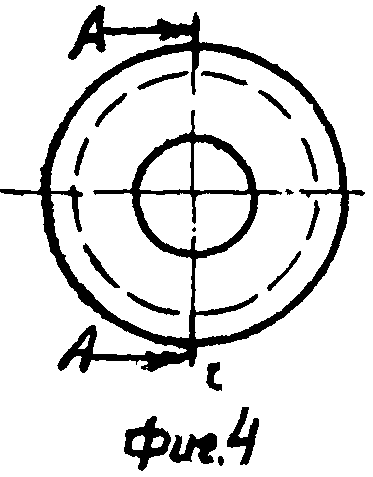
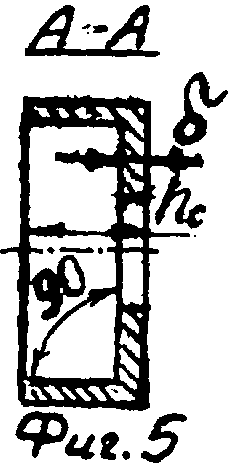
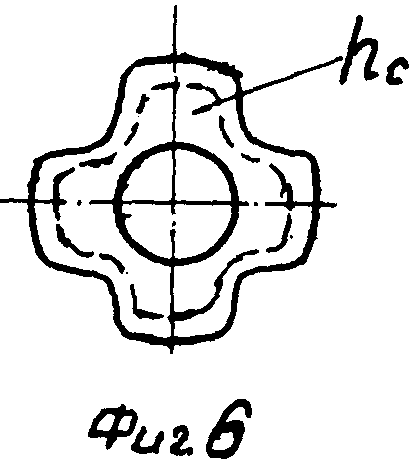
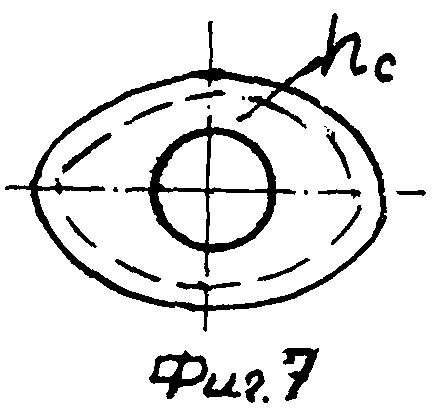
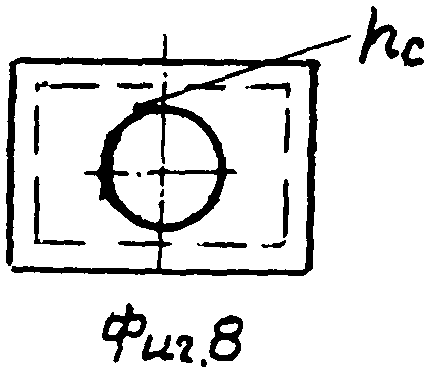
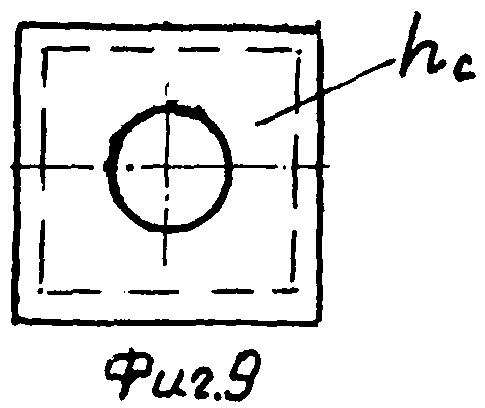
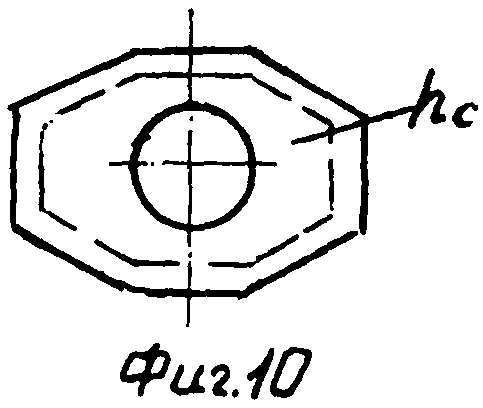
На фиг.1 показан вид на экранирующую панель с ее торца, на фиг.2 - показан ряд секций установки сохранения тепла металлом на рольганге, установленных вдоль рольганга для экранирования верхней поверхности подката; на фиг.3 - вид места I на фиг.1 в увеличенном масштабе, на фиг.4-10 - возможные исполнения стаканчатых колпаков, важным показателем которых является их толщина hc.
Установка сохранения тепла верхней поверхностью подката на полосовом стане горячей прокатки содержит расположенный последовательно над рольгангом ряд секций 1 (фиг.2), снабженных механизмом перемещения секций к/от рольганга (на чертеже условно не показан).
На корпусе каждой секции закреплены одинаковые экранирующие панели (кассеты) 2 (рядами вдоль и поперек секции). Экранирующие панели образуют экранирующую поверхность 2 секции. На фиг.1 и 3 показан один из элементов 3, относящийся к возможному решению задачи крепления экранирующей панели к корпусу секции. В указанных выше патентах приведены различные способы крепления экранирующей панели к секции. Эти способы не определяют сущность работы экранирующей панели, поэтому ниже подробно не описаны. Они определяют только простоту операций установки и замены экранирующей панели на секции.
Экранирующая панель кроме элемента 3 содержит несущий корпус 4 (фиг.1) и набор одинаковых прямоугольных труб 5, свободно посаженных на поперечный стяжной стержень 6. Каждая экранирующая панель имеет два поперечных стержня 6 (в редких случаях три). Трубы 5 свободно насажены на стержень 6, более того для установки стержня 6 размер отверстий по длине каждой трубы выполнен с запасом, учитывающим тепловое линейное удлинение трубы в наборе 5 в процессе работы экранирующей панели. Вертикальные стенки 7 набора труб 5 образуют с горизонтальной стенкой 8 соединения типа рояльные петли 9. Через стержень 10 и металлические пластины 11 набор труб 5 соединен с несущим корпусом 4. В зависимости от ширины и длины экранирующей панели число таких соединений может быть равно четырем или шести (реже девяти). Составной частью экранирующей панели является мулитокремнезимистая вата 12, обозначенная фиг.3 и 1 точками.
Позиции 1-12 на фиг.1 и 2 частично повторяют описание известной конструкции экранирующей панели, принятой за прототип. Определенное повторение описания известного устройства необходимо в данном случае для более детального представления сущности предлагаемой экранирующей панели для секции установки экранирования подката на рольганге полосового стана горячей прокатки.
Согласно фиг.1 и 3, во-первых, прямоугольные трубы 5 установлены на поперечных стержнях 6 с зазором S между их боковыми (вертикальными) стенками. Указанный зазор S предусмотрен по меньшей мере между боковыми стенками двух труб в наборе труб, образующих панель, а по большей мере зазор S предусмотрен между всеми трубами, в том числе между вертикальными (боковыми) стенками труб, используемыми, как уже отмечено, для закрепления набора труб 5 к несущему корпусу 4 стержнями 10 (см. фиг.3).
В зазорах S на поперечных стяжных стержнях 6 установлены стаканчатые колпаки 14 (фиг.3) каждый высотой hс. Значение высоты hc определяют исходя из длины роликов рольганга, экранируемых панелями. В свою очередь длина роликов рольганга определена длиной бочки валков прокатной клети. Кроме того, во всех зазорах S на этих же стержнях 6 установлены U-образные элементы 13, которые охватывают стаканчатые колпаки 14 по толщине. U-образные элементы изготавливают из того же листа и материала, что и поперечные трубы 5. Сумма двух толщин листа, образующего U-образный элемент 13, и высоты hс стаканчатого колпака 14 равна величине зазора между боковыми стенками набора прямоугольных труб 5. Высота U-образного элемента 13 (hэ) меньше высоты h прямоугольных труб 5 (hэ<h), а длина этого элемента - меньше длины прямоугольных труб. Выпуклая сторона U-образного элемента 13 обращена к рояльным петлям 9 и не выходит за их пределы.
В экранирующей панели применяют или круглые стаканчатые колпаки 14 (фиг.4), или крестообразные (фиг.6), или эллиптические (фиг.7), или прямоугольные (фиг.8), или квадратные (фиг.9), или многогранные (фиг.10). Возможно применение стаканчатых колпаков 14 другой формы, но отмеченные на фиг.4-10 формы охватывают возможные основные их очертания.
Основу выбора формы стаканчатого колпака (фиг.4 - фиг.10) решают выбором более легкой формы, которая при той же необходимой ее высоте hс обеспечивает работу экранирующей панели с учетом ее тепловых изменений. Другого назначения формы ступенчатых стаканов 14 в предлагаемой экранирующей панели не предусмотрено.
Благодаря введению в известную конструкцию экранирующей панели сохранения тепла металлом на рольганге полосового стана горячей прокатки деталей 13 и 14 обеспечивают использование в полосовых станах горячей прокатки с разной длиной бочки прямоугольных труб одинакового поперечного сечения, что упрощает операции их изготовления для станов с разной длиной бочки. Тогда при целом числе труб 5 в экранирующей панели подбором зазора S между боковыми стенками труб 5 и соответственно высоты стаканчатого колпака 14 обеспечивают значение ширины панели, необходимое и достаточное для экранирования рольганга станов горячей прокатки с разной длиной бочки валков. Таким образом устраняют необходимость изменения ширины труб 5 при изменении длины бочки валков прокатных клетей (стан 2800, 2500, 2250, 2150, 2000, 1700 и др.).
Описанные экранирующие панели (фиг.1-3) закрепляют на секциях 1, тем самым установки сохраняют тепло подкатом 15 в процессе его перемещения по роликам 16 рольганга. Эти экранирующие панели используют в установках сохранения тепла, теряемого верхней поверхностью подката. Сохранение тепла нижней поверхностью подката обеспечивают применением межроликовых плит с емкостями для воздушной окалины.
Изобретение относится к производству горячекатаных полос в черной металлургии, где для снижения охлаждения раската с его верхней поверхности на рольгангах полосовых станов горячей прокатки применяют установку экранирования, состоящую из ряда секций, на которых закреплены экранирующие панели, набираемые на поперечные стержни из прямоугольных труб, при этом трубы установлены с зазором между их боковыми стенками и в указанный зазор устанавливают на этом поперечном стержне стаканчатый колпак с плоским дном, охваченный по толщине U-образным элементом из листа, толщина и материал которого аналогичны примененным для труб экранирующей панели, что позволяет, независимо от длины роликов экранируемого рольганга, формировать панель из целого числа одинаковых труб, а образующуюся невязку компенсировать указанной установкой стаканчатых колпаков и U-образных элементов в зазор между трубами. 2 з.п. ф-лы, 10 ил.
1. Экранирующая панель секции установки сохранения тепла металлом на рольганге полосового стана горячей прокатки, содержащая набор одинаковых прямоугольных труб, свободно насаженных на поперечные стяжные стержни, посредством которых набор труб закреплен на несущем корпусе панели, при этом трубы со стороны, образующей в совокупности экранирующую поверхность панели, соединены с вертикальными стенками труб посредством соединения типа рояльные петли, отличающаяся тем, что между боковыми стенками труб, по меньшей мере, двух из набора, предусмотрен зазор, в котором на указанном поперечном стяжном стержне свободно насажены стаканчатый колпак с плоским дном, охваченный по высоте U-образным элементом из листа, причем выпуклая сторона U-образного элемента обращена к рояльным петлям и не выходит за их пределы, при этом высота U-образного элемента меньше высоты поперечного сечения каждой из набранных труб, его длина меньше длины набранных труб, толщина листа равна толщине стенок труб, а сумма толщин двух сторон U-образного элемента и высоты стаканчатого колпака равна указанному зазору между боковыми стенками труб.
2. Экранирующая панель по п.1, отличающаяся тем, что стенки стаканчатого колпака образуют с его плоским дном угол 90°, а в центре дна выполнено сквозное отверстие, диаметр которого, по меньшей мере, равен диаметру поперечного стяжного стержня.
3. Экранирующая панель по п.1, отличающаяся тем, что стаканчатый колпак выполнен из листа в виде квадрата, прямоугольника, круга, эллипса, многогранника или крестообразной формы.
| СПОСОБ СНИЖЕНИЯ ПОТЕРЬ ТЕПЛА МЕТАЛЛОМ В ПРОЦЕССЕ ЕГО ПЕРЕДАЧИ ПО РОЛЬГАНГУ ИЗ ОДНОЙ ПРОКАТНОЙ КЛЕТИ (ГРУППЫ КЛЕТЕЙ) В ДРУГУЮ И КАССЕТА ЭКРАНОВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2268791C1 |
| СЕКЦИЯ (МОДУЛЬ) ТЕПЛОСОХРАНЯЮЩЕЙ УСТАНОВКИ ДЛЯ ЭКРАНИРОВАНИЯ ВЕРХНЕЙ ПОВЕРХНОСТИ РАСКАТА НА РОЛЬГАНГЕ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2008 |
|
RU2395355C1 |
| US 4595358 A, 17.06.1986 | |||
| Машина для выколачивания моли и кожееда из кож с транспортером, подающим кожи к выколачивающим приспособлениям | 1935 |
|
SU49000A1 |
| Теплоизоляционный экран рольганга полосового стана горячей прокатки | 1988 |
|
SU1519799A1 |

