Изобретение относится к производству горячекатаных полос на широкополосовых станах горячей прокатки в черной металлургии.
Применение теплосохраняющей установки (ТСУ) на рольгангах стана широкополосовой горячей прокатки позволяет уменьшить охлаждение промежуточных раскатов и на этой основе иметь экономию тепла на нагрев металла, электроэнергии на деформацию металла, повысить качество готовых полос.
Преимущественно ТСУ нашли применение на промежуточном рольганге этих станов. При этом в промышленных условиях в основном применяют ТСУ, базирующие на аккумулировании тепла проходящего под экранами металла и разогреве экрана под действием этого тепла.
Известные ТСУ строят в виде ряда идентичных секций, последовательно расположенных над рольгангом. Секции в свою очередь компонуются из набора идентичных кассет, сменяемых по мере износа экранирующей (рабочей) поверхности.
Известна кассета экрана секций теплосохраняющей установки рольганга полосового стана горячей прокатки, содержащая корпус и ряд прямоугольных труб, наполненных каждая теплоизолятором, закрытых по торцам и плотно набранных на стержни, закрепленные на корпусе с возможностью установки кассеты в секции с расположением труб вдоль рольганга (см., например, патент 1519799, В 21 В 1/26, опубликованный 07.11.89. Бюл. 41).
По совокупности существенных признаков известная кассета экрана наиболее близка предлагаемой, поэтому принята за прототип.
Основным недостатком конструкции известной кассеты экрана является ускоренное разрушение труб кассеты в местах перехода (перегиба) стенок, обусловленное знакопеременной деформацией поперечного сечения труб из-за их термического расширения в процессе работы на стане (см. сведения, опубликованные в журнале "Сталь", 1994, 5, с.54).
Предлагаемая кассета экрана секций ТСУ рольганга полосового стана горячей прокатки свободна от указанного недостатка. В ней предусмотрено предотвращение появления знакопеременной деформации поперечного сечения труб в местах перегиба из-за их термического расширения в процессе работы на рольганге стана и, таким образом, исключение ускоренного разрушения труб кассеты в местах перегиба стенок.
Перечисленные технические результаты достигаются за счет того, что в кассете экрана секций теплосохраняющей установки рольганга полосового стана горячей прокатки, соединяющей корпус и ряд прямоугольных труб, наполненных каждая теплоизолятором, закрытых по торцам и плотно набранных на стержни, закрепленные на корпусе, с возможностью установки кассеты в секцию с расположением труб вдоль рольганга, согласно предложению на свободной от контактов горизонтальной стенке труб выполнена продольная прорезь, распространяющаяся на торцовые стенки труб, при этом ширина прорези по меньшей мере равна значению произведения α•B•Δt, где α - коэффициент линейного расширения материала трубы, В - ширина трубы, Δt - наибольший интервал температур эксплуатации горизонтальной стенки в процессе работы кассеты, а глубина прорези на торцовых стенках труб по меньшей мере равна толщине горизонтальной стенки. Кроме того, дно прорези в торцовых стенках труб выполнено с плавным переходом между стенками прорези.
Известен способ получения прямоугольного паза на отдельно взятой детали путем строгания (см., например, В.Т. Жадан и др. Материаловедение и технология материалов. Учебник для вузов. -М.: Металлургия, 1994, стр.540, рис. 43.9).
Недостатком известного способа является применение его на отдельно взятой детали, на трубе в рассматриваемой кассете перед ее сборкой. В этом случае в процессе сборки и осуществления стягивания труб в кассете не представляется возможным гарантировать необходимую ширину прорези.
Известен способ получения прямоугольного паза на отдельно взятой детали путем фрезерования (см., например, там же, стр.552, рис.44.7).
Недостатком известного способа является применение его на отдельно взятой детали, на трубе в рассматриваемой кассете перед ее сборкой. В этом случае в процессе сборки и осуществления стягивания труб в кассете не представляется возможным гарантировать необходимую ширину прорези.
Предлагаемый способ нанесения продольной прорези на каждой трубе кассеты экрана свободен от указанного недостатка. Способом предусмотрено исполнение на каждой трубе прорези гарантированной ширины.
Указанный технический результат достигается за счет того, что в способе нанесения продольной прорези на трубах кассеты экрана согласно предложению прорезь выполняют на плотно набранных на стержни трубах.
Кассета экрана секций ТСУ рольганга полосового стана горячей прокатки и способ нанесения продольной прорези на трубах кассеты пояснены чертежами.
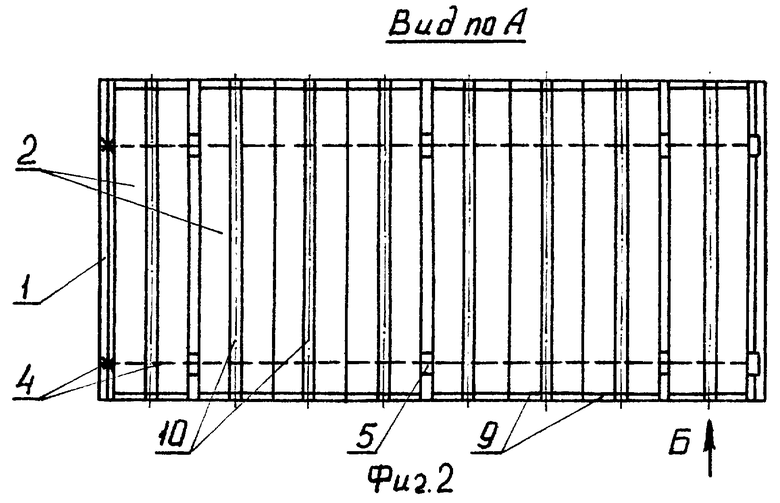
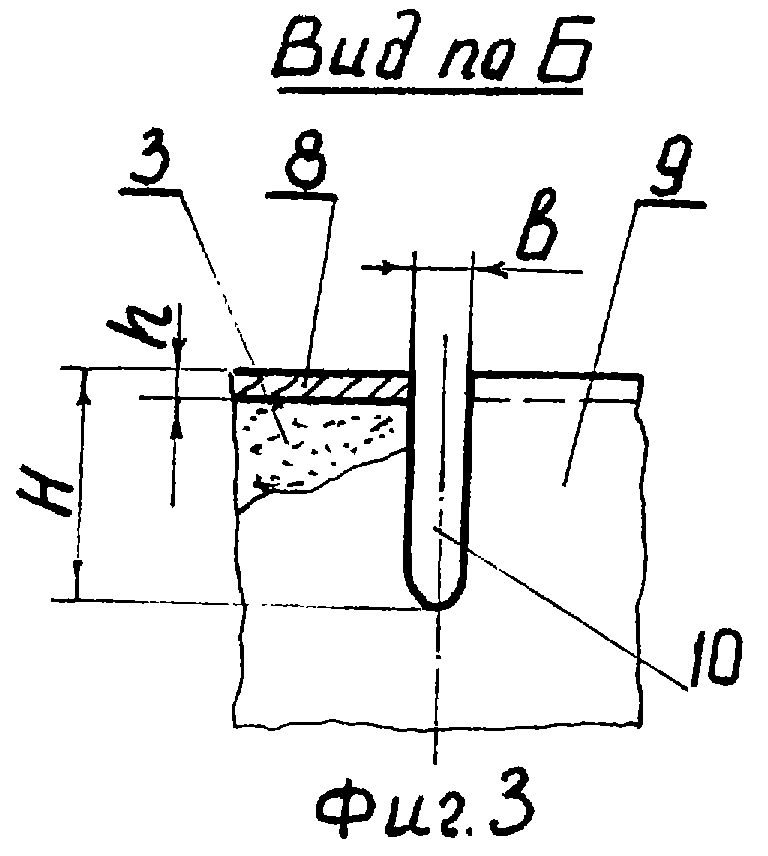
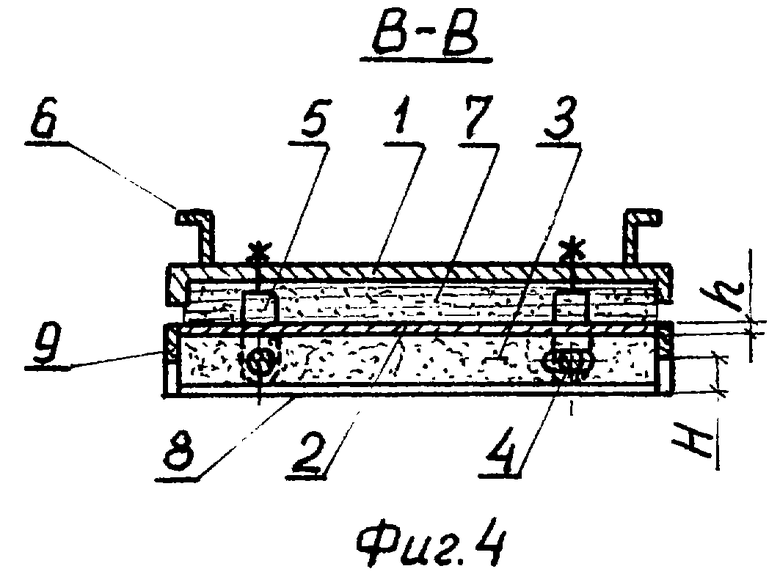
На фиг.1 показано поперечное сечение кассеты экрана; на фиг.2 - вид А на фиг. 1; на фиг.3 - вид Б на фиг.2 (масштаб увеличен); на фиг.4 - разрез В-В на фиг.1.
Кассета экрана (фиг.1) содержит корпус 1 и ряд прямоугольных труб 2, наполненных каждая теплоизолятором 3, стяжные стержни 4, закрепленные на корпусе 1 с помощью подвесок 5. Трубы 2 плотно набраны на стержни 4. Корпус 1 снабжен направляющими 6, с помощью которых кассета устанавливается в секции с расположением труб 2 вдоль рольганга (рольганг на фиг.1 не показан; направление его расположения перпендикулярно чертежу). Между набором труб и корпусом проложен теплоизолятор 7. Каждая труба имеет две горизонтальные и две вертикальные стенки, из которых одна из горизонтальных стенок 8 свободна от контактов и совокупность этих стенок труб образует рабочую поверхность кассеты. По торцам трубы закрыты торцовыми стенками 9. На каждой трубе 2, на ее горизонтальной стенке 8, свободной от контактов, выполнена продольная прорезь 10 (фиг.1, 2 и 4). Эта прорезь распространяется на торцовые стенки 9 труб, при этом дно прорези в торцовых стенках выполнено с плавным переходом между стенками прорези (фиг.3). При ширине трубы В (фиг.1 и 2) ширина указанной прорези в по меньшей мере равна значению произведения α•B•Δt, где α - коэффициент линейного расширения материала трубы, Δt - наибольший интервал температур эксплуатации горизонтальной стенки 8 в процессе работы кассеты. Глубина Н прорези 10 на торцовых стенках (фиг.3) по меньшей мере равна толщине h горизонтальной стенки 8 (фиг.4), но чаще превышает ее, достигая середины высоты трубы 2.
Кассета экрана секций ТСУ рольганга полосового стана горячей прокатки работает следующим образом.
Кассету в собранном виде устанавливают на секции ТСУ, закрепляя на несущей конструкции секции с помощью направляющих 6, при этом трубы 2 располагаются вдоль рольганга. В секции устанавливают четное число кассет, располагая их симметрично относительно продольной оси рольганга. В ТСУ используют несколько идентичных секций, чаще обеспечивая длину ТСУ, равной максимальной длине раската, проходящего по рольгангу на участке установки ТСУ.
Горячий полосовой раскат транспортируют по рольгангу под рядом секций ТСУ так, что продольные оси раската и секций ТСУ примерно совпадают. Благодаря теплообмену между металлом и рабочей поверхностью кассеты, теплоизолятору 3 внутри труб 2 и теплоизолятору 7 между набором труб и корпусом 1 кассеты горизонтальные стенки 8 труб 2, свободные от контакта с элементами кассеты и образующие рабочую поверхность кассеты, интенсивно нагреваются и их температура повышается на величину Δt, что уменьшает теплообмен между горячим раскатом и рабочей поверхностью кассет, тем самым снижает охлаждение раската.
Из-за указанного разогрева горизонтальные стенки 8 труб 2 удлиняются и уширяются. Так как на стане горячие полосовые раскаты прокатываются поштучно, с определенной паузой между штуками, эти тепловые изменения размеров трубы носят периодический характер и являются знакопеременными. Величина уширения горизонтальной стенки 8 равна значению произведения α•B•Δt При ширине горизонтальной стенки B= 100 мм, величине Δt=950oС и α=19,85•10-6 1/К (например, для жаропрочного сплава ХН45Ю в интервале температур до 1000oС) указанное уширение трубы составит α•B•Δt=19,85•10-6•100•950≅1,9 мм.
Благодаря наличию на горизонтальной стенке 8 труб 2 продольной прорези 10 шириной, по меньшей мере равной в=1,9 мм,и наличию этой прорези на торцовых стенках 9, указанное тепловое расширение труб 2 происходит в сторону этой прорези и не приводит к деформациям в местах перегиба стенок труб. Тем самым устраняются знакопеременные пластические деформации труб в местах перехода (перегиба) горизонтальной стенки 8 в вертикальные стенки трубы 2 и обусловленное этими деформациями ускоренное разрушение труб в указанных их участках.
Распространение продольной прорези 10 на торцовые стенки 9 позволяет предотвратить влияние этих стенок на свободное уширение труб. При этом, чем больше глубина Н указанной прорези в торцовых стенах (фиг.3), тем в меньшей степени торцовые стенки 9 препятствуют тепловому расширению горизонтальной стенки 8 трубы, однако тем в меньшей степени труба способна воспринимать удары переднего конца изогнутого раската, которые имеют место при транспортировке раската под секциями ТСУ. Поэтому, ориентируясь на практику работы ТСУ, указанную глубину H прорези 10 в торцовых стенках 9 назначают в пределах не менее толщины горизонтальной стенки 8 трубы 2, но и не более половины высоты трубы. Кроме того, выполнением дна прорези 10 в торцовых стенках 9 труб с плавным переходом между стенками прорези устраняют фактор концентрации напряжений в местах стыковки вертикальных стенок прорези с горизонтальной ее частью и исключают ускоренное разрушение торцовых стенок труб.
При назначении размера Н учитывают также возможность (по мере износа рабочей поверхности труб) использования противоположной горизонтальной поверхности труб путем демонтажа и разборки кассеты, поворота каждой трубы на 180o относительно ее продольной оси и новой сборки труб в кассете в этом их положении.
Необходимость реализации указанной технологии эксплуатации труб в кассетах экранов обусловлена высокой стоимостью жаростойких сталей и сплавов, из которых изготавливаются трубы кассет экранов. Если реализуют рассматриваемую технологию эксплуатации труб в кассетах экранов и при этом применяют монолитные трубы, размер Н назначают меньше половины высоты трубы или выполняют прорезь 10 асимметрично друг другу на разных горизонтальных стенках трубы, т.е. смещают относительно друг друга от продольной оси трубы.
Наиболее эффективно применение предложенных кассет экранов в случае использования труб со съемной горизонтальной стенкой, например, прикрепленной к вертикальным стенкам посредством соединения типа рояльных петель (см. патент 1671384, В 21 В 1/26).
В этом случае вначале кассету экранов эксплуатируют с расположением съемных горизонтальных стенок, образующим рабочую поверхность кассеты. Затем, после износа указанных рабочих поверхностей труб, кассету демонтируют, разбирают, поворачивают каждую трубу на 180o относительно ее продольной оси и в этом положении вновь собирают с образованием рабочей поверхности кассеты из новых горизонтальных стенок труб.
При этом в процессе указанной разборки и последующей новой сборки труб возможно изменение расположения труб в кассете. Необходимость такого изменения в расположении труб в кассете обусловлена тем, что на большинстве широкополосовых станах горячей прокатки основную массу прокатываемого металла составляют узкие полосы. В результате в процессе эксплуатации ТСУ изнашиваются в основном трубы кассет экранов, расположенные ближе к продольной оси секций (рольганга). Крайние же трубы в секции практически не изнашиваются.
Однако, наряду с указанной последовательностью операций, предшествующих процессу нанесения продольной прорези на каждой трубе кассеты, осуществляют также следующие приемы.
Освобождают крепление подвесок 5 к корпусу 1 и отделяют набор труб 2 от кассеты в плотно набранном на стержни 4 состоянии. Поворачивают подвески 5 относительно стержней 4 на 180o и таким образом подготавливают противоположные (от ранее работавших) горизонтальные стенки труб для нанесения на них продольных прорезей. Наносят продольные прорези на новых горизонтальных стенках каждой трубы, ранее контактировавших с теплоизолятором 7, после чего с помощью подвесок 5 набор труб 2 крепят к корпусу 1 кассеты. Таким образом полностью обновляют рабочую поверхность кассеты без демонтажа труб и их поворота на 180o относительно продольной оси.
Совокупность перечисленных приемов реализуют, во-первых, на ТСУ широкополосовых станов горячей прокатки, в сортаменте которых примерно 50% занимают широкие полосы, во-вторых, в ТСУ, в конструкции которых предусмотрена возможность демонтажа кассеты из секции, поворота кассеты на 180o в горизонтальной плоскости и монтажа ее в этом положении на секцию.
Таким образом во всех рассмотренных случаях исполнения и применения предложенной кассеты экрана способ нанесения продольной прорези на каждой трубе кассеты экрана реализуют следующим образом.
Прямоугольные трубы 2, наполненные теплоизолятором 3, закрытые по торцам стенками 9 и имеющие в боковых стенках отверстия под стержни 4 (фиг.4), предварительно набраны на эти стержни с расположением между трубами подвесок 5 и стянуты стержнями 4.
В этом состоянии возможны два варианта нанесения продольной прорези 10 на каждой трубе кассеты.
По первому варианту нанесение продольной прорези 10 на каждой трубе 2 осуществляют на блоке плотно набранных труб, стянутых стержнями 4, после чего блок собранных труб с помощью подвесок 5 закрепляют на корпусе 1.
По второму варианту блок собранных труб с помощью подвесок 5 закрепляют на корпусе 1, после чего осуществляют нанесение продольной прорези 10 на каждой трубе 2.
С точки зрения решаемой задачи оба варианта равнозначны, нанесение продольной прорези на каждой трубе осуществляют на плотно набранных на стержни трубах.
Важность осуществления нанесения продольной прорези 10 на каждой трубе кассеты на плотно набранных на стержни трубах состоит в получении на трубах гарантированной ширины в прорези 10.
Увеличение ширины прорези ослабляет жесткость труб, способность их противостоять ударам переднего конца движущегося раската. Уменьшение ширины прорези меньше значения произведения α•B•Δt недопустимо, так как появляется вероятность "замыкания" прорези при разогреве трубы и уже рассмотренных негативных последствий этого замыкания для стойкости трубы.
По указанным соображениям нежелательно нанесение продольной прорези 10 на отдельно взятой трубе 2, так как в процессе последующей посадки труб на стержни 4 и их стягивания ранее полученная ширина прорези 10 на трубе изменится, причем на неопределенную величину.
При нанесении продольной прорези 10 на рабочей горизонтальной стенке 8 труб 2 учитывают, что трубы по ширине кассеты при ее работе испытывают разное тепловое воздействие: наибольшее изменение температуры Δt имеет место на трубах, расположенных ближе к продольной оси секции ТСУ, наименьшее - на трубах, крайних в кассете после ее закрепления на секции ТСУ. Кроме того, трубы кассет секций ТСУ, расположенных ближе к клетям чистовой прокатки стана, работают в более напряженном тепловом режиме по сравнению с более удаленными от этих клетей секциями ТСУ.
Отмеченное требует учитывать указанную специфику тепловой работы труб кассет экранов в секциях ТСУ. Однако в практике эксплуатации ТСУ, во-первых, по мере износа рабочих поверхностей кассет секции ТСУ переставляют по длине рольганга, во-вторых, что уже отмечалось, по мере износа рабочих поверхностей труб в кассете осуществляют изменение расположения труб в кассете. Таким образом, по мере эксплуатации кассет экранов скомпонованные в них трубы могут работать при существенно меняющихся тепловых условиях. Кроме того, учитывают целесообразность использования одного и того же инструмента для нанесения продольной прорези 10 на горизонтальных стенках 8 труб 2 кассет экранов разных секций ТСУ.
Поэтому при выборе размера в ширины прорези 10 и его сопоставления со значением произведения α•B•Δt в последнем в качестве Δt принимают его значение для ближних к чистовым клетям секциям ТСУ, а в этих секциях - для труб кассеты, ближе расположенных к продольной оси секции.
Таким образом, унифицируют процесс нанесения продольной прорези на горизонтальной поверхности труб кассеты экрана. При этом предпочтение отдают обработке труб на фрезерных станках.
Применение предложенной кассеты экрана секций ТСУ рольганга полосового стана горячей прокатки повышает работоспособность кассет и, что важно, позволяет использовать две горизонтальные стенки труб кассеты вместо одной на известных конструкциях. В совокупности, учитывая высокую стоимость жаростойких сталей и сплавов, применяемых для изготовления труб кассет экранов ТСУ, указанные технические результаты позволяют иметь существенный экономический эффект.
Изобретение относится к кассетам экрана секций теплосохраняющих установок, применяемых в черной металлургии на рольгангах широкополосовых станов горячей прокатки. Сущность: кассета содержит корпус и ряд прямоугольных труб, наполненных каждая теплоизолятором, закрытых по торцам и плотно набранных на стержни, закрепленные на корпусе с возможностью установки кассеты в секцию с расположением труб вдоль рольганга. В кассете на свободной от контактов горизонтальной стенке каждой трубы выполнена продольная прорезь определенной ширины, прорезь охватывает торцовые стенки труб, где ее глубина по меньшей мере равна толщине горизонтальной стенки. Способ нанесения продольной прорези на трубах кассеты состоит в том, что прорезь выполняют на плотно набранных на стержни трубах. Изобретение обеспечивает возможность использования двух горизонтальных трубных стенок кассеты и, следовательно, повышение срока службы кассеты. 2 с. и 1 з.п. ф-лы, 4 ил.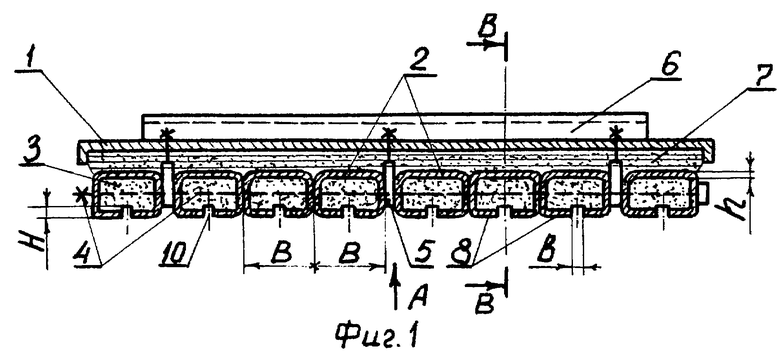
| Теплоизоляционный экран рольганга полосового стана горячей прокатки | 1988 |
|
SU1519799A1 |
| ЖАДАН В.Т | |||
| и др | |||
| Материаловедение и технология материалов | |||
| Учебник для вузов | |||
| - М.: Металлургия, 1994, с.540, рис.43.9, с.552, рис.44.7 | |||
| СЕКЦИЯ ТЕПЛОИЗОЛЯЦИОННОГО ЭКРАНА РОЛЬГАНГА ПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1997 |
|
RU2122475C1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ ЭКРАН РОЛЬГАНГА ПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1994 |
|
RU2078417C1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ ТЕПЛОВЫХ ПОТЕРЬ МЕТАЛЛА ПРИ ГОРЯЧЕЙ РЕВЕРСИВНОЙ ПРОКАТКЕ | 1993 |
|
RU2042446C1 |
| RU 94025823 А1, 27.06.1996 | |||
| US 4343168, 10.08.1982 | |||
| US 4595358, 17.06.1986. | |||

