Изобретение относится к черной металлургии.
В последние годы наметилась тенденция прокатки широкополочных балок (и рельсов) повышенной длины: до 100…120 м, и даже 150 м.
При такой длине раската, особенно в последних проходах и особенно в наиболее тонких местах поперечного сечения, имеет место повышенное недопустимое охлаждение раската, неравномерное по его длине. Так как отмеченное явление в наибольшей степени проявляется в последнем проходе прокатки, последнее снижает качество готового проката.
Совокупность аналогичных технологических задач в черной металлургии при производстве полос на широкополосовых станах горячей прокатки решают путем теплоизоляционного экранирования раската на линии стана, где эти потери максимальны: на промежуточном рольганге стана. В промышленности наибольшее применение нашли теплоаккумулирующие экраны (ТАЭ).
Однако теплоизоляционное экранирование раската не нашло пока применения на сортовых станах, что особенно негативно проявляется на этих станах при прокатке длинных (свыше 100 м) широких балок и рельсов.
Настоящее техническое предложение предусматривает устранение этого недостатка станов для прокатки широких балок и рельсов.
Известен теплоизоляционный рольганг прокатного стана, выполненный в виде ряда секций, установленных над рольгангом стана, при этом каждая секция содержит несущую конструкцию и закрепленные на ней экранирующие панели (см., например, патент №1519799, Россия, B21B 1/26).
Специфика технологий прокатки широких балок и рельсов с их, в ряде случаев, реверсивными проходами и перемещением раската между проходами поперек раскатного поля затрудняет прямое применение известного теплоизоляционного экрана, требует определенных технических решений по совершенствованию исполнения теплоизоляционного экранирования.
Предлагаемый теплоизоляционный экран стана для прокатки широких балок и рельсов содержит ряд секций, установленных над рольгангом, при этом каждая секция содержит несущий корпус и закрепленные на нем экранирующие панели, выполненные из прямоугольных труб, заполненных теплоизолятором, согласно предложению ширина панели по меньшей мере равна ширине указанной прямоугольной трубы, при этом несущий корпус с помощью тяг соединен со стационарно установленным приводом горизонтального перемещения секции к/от рольганга, а на этих тягах установлен привод поворота секции к/от рольганга. Кроме того, обращенные к рольгангу боковые стенки несущего корпуса выполнены со съемными теплоотражательными пластинами.
Предлагаемый теплоизоляционный экран стана для прокатки широких балок (рельсов) пояснен схематическими чертежами на фиг.1-4.
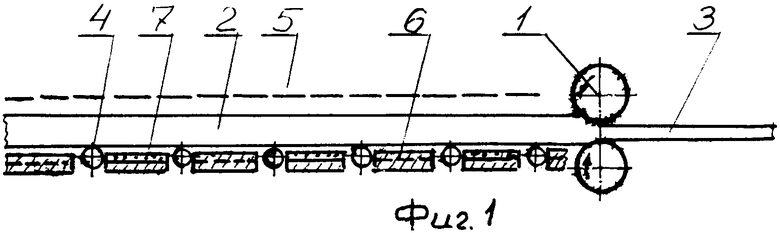
На фиг.1 показана схема расположения секций теплоизоляционного экрана относительно раската и прокатной клети в последнем проходе; на фиг.2 - основные элементы поперечного сечения конструкции секции; на фиг.3 и 4 - предусмотренные перемещения секции к/от рольганга и поворота секции к/от рольганга и механизмы их реализации.
Теплоизоляционный экран стана для прокатки широких балок (рельсов) содержит (фиг.1): 1 - прокатная клеть (при реверсивной прокатке стан может содержать одну клеть с набором калибров на длине бочки валка), в которой осуществляют последний проход, при этом из раската 2 получают готовое изделие 3 (широкую балку или рельс). Раскат 2 опирается на приводные ролики 4 рольганга. Сверху заготовки 2 установлен ряд секций теплоизоляционных экранов 5. Снизу раската 2 между роликами 4 рольганга расположены межроликовые плиты 6 (фиг.1 и 2), имеющие по их длине (по направлению проката) емкости, заполненные воздушной окалиной 7. На межроликовой плите выполнено по меньшей мере две емкости, при этом по направлению движения раската 2 указанные емкости на межроликовых плитах распологают в шахматном порядке. Каждая секция имеет несущий корпус 8 (фиг.2). На корпусе 8 с помощью подвесок 9 подвешены прямоугольные трубы 10, наполненные теплоизолятором 11. Теплоизолятор 11 расположен также между набором этих труб 10 и несущим корпусом 8.
Прямоугольные трубы 10 расположены в длину в направлении прокатки заготовки 2. Трубы 10 стянуты стержнем 12. При прокатке на стане относительно небольших по ширине изделий (например, рельсов Р50, см. пунктир на фиг.2) секцию компонуют одной прямоугольной трубой 10, расположенной посередине секции и подвешенной с помощью подвесок 9 так, как показано на фиг.2, для центральной трубы, при этом подвешивание труб 10 выполнено через стержни 12. Углы поперечных сечений прямоугольных труб 10, обращенные к заготовке 2, выполнены в виде рояльных петель 13, что исключает образование усталостных трещин. Составной частью секции являются теплоотражательные пластины 14, выполненные из стального листа, покрытого алюминием (покрытие осуществляется газотермическим напылением). Плиты 15 ограничивают пространство рольганга, в котором может перемещаться прокат в поперечном направлении.
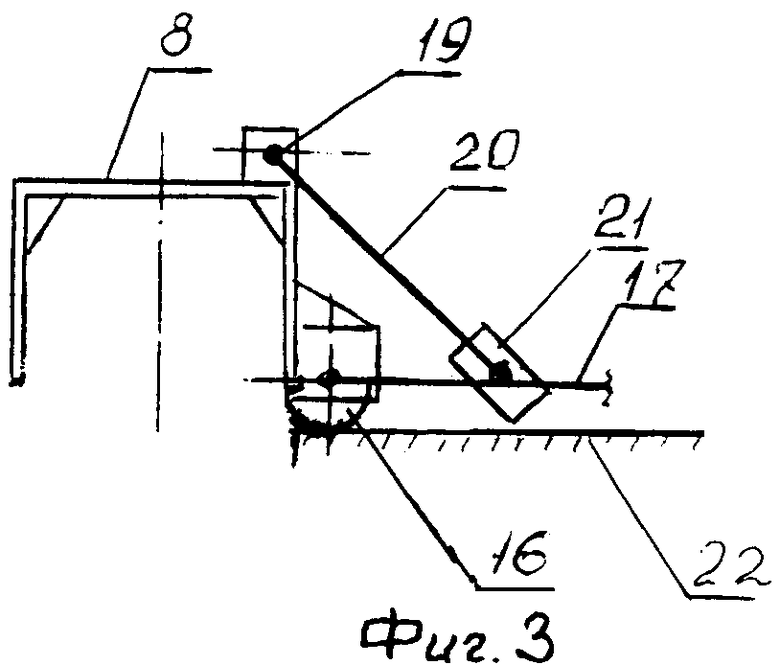
Все секции 5 снабжены механизмами их перемещения (фиг.3 и 4) к/от рольганга: линейного и путем поворота. Для линейного перемещения каждая секция снабжена колесами 16, тягами 17 и гидроцилиндром 18 (фиг.2-4). Для поворота секции к/от рольганга каждая секция снабжена опорами 19 (фиг.2-4), шарнирно соединенными через тяги 20 с цилиндром 21. В свою очередь цилиндр 21 с возможностью поворота закреплен на тяге 17. Колеса 16 перемещаются по направляющим 22 настила цеха, обеспечивающим перемещение секций по настилу 22 перпендикулярно рольгангу стана. Предусмотрено стопорение секций 5 строго над рольгангом (фиг.2 и 3). Последнее обеспечивают наличием на настиле 22 и на тяге 17 соответствующих упоров (здесь это не рассматривается, т.к. не представляет технической сложности).
Теплоизоляционный экран работает следующим образом.
На прокатном стане (фиг.1), на последнем проходе, из раската 2 в прокатной клети 1 получают готовый прокат 3 (широкополочную балку или рельс) повышенной длины (например, более 100 м). Из-за длительного пребывания раската 2 перед клетью 1 происходит повышенное охлаждение раската по длине (температурный клин), к тому же имеет место неравномерное распределение температуры по полученному сечению раската из-за разной толщины его стенок. В совокупности отмеченное затрудняет получение качественного готового проката 3.
Для уменьшения отмеченного негативного явления осуществляют теплоизоляцию раската 2 от окружающей среды: сверху - секциями 5, снизу - воздушной окалиной 7 в емкостях межроликовых плит 6. Емкости в межроликовых плитах по ходу прокатки расположены в шахматном порядке, что исключает застревание боковых стенок переднего торца раската в этих емкостях.
На фиг.2 показано размещение раската 2 на роликах рольганга 4 при прохождении между плитами 15, формирующими с роликами 4 межроликовое пространство. На этой же фигуре отмечено экранирование раската снизу воздушной окалиной 7.
Сверху раската располагают теплоизолирующие секции 5, каждая из которых содержит (фиг.2) несущий корпус 8 (сформирован из листа малоуглеродистой стали), в котором на подвесках 9 закреплены прямоугольные плиты 10, набор которых стянут стержнями 12, образуя панель. Для уменьшения влияния теплового линейного расширения труб 8 на работу теплоэкранирующих секций длина труб в панели в направлении прокатки составляет порядка 490…900 мм, и при длине порядка 490 мм секция укомплектована двумя панелями с зазором между ними порядка 10 мм. Длина секции 5 может достигать 3,0…4,0 м, с соответствующим увеличением числа панелей, но не их длины; применение больших длин секций нежелательно, т.к. при работе возникают проблемы продольной устойчивости секции.
Трубы 10 наполнены с полуторократным уплотнением теплоизолирующей мулитокремнеземистой ватой 11. В пространстве между набором труб 10 и несущим корпусом 8 также расположена мулитокремноземистая вата в виде плит. Боковые плиты 14, выполненные из листа малоуглеродистой стали, на стороне раската 2 напылены толщиной 0,15…0,3 мм алюминием; напыление выполнено газотермическим способом; степень черноты покрытия колеблется от 0,2 до 0,35. В работе секции допускается удар раската 2 по плитам 14 с/их изгиб (см. 14').
В процессе прокатки раската 2 секции 5 занимают рабочее положение (фиг.1-3). Для подачи очередного раската 2 на рольганг 4 (при реверсивной прокатке) секции поворачивают от рольганга относительно оси ролика 16 с помощью цилиндра 21, тяг 20 и благодаря шарнирному соединению 19 (фиг.3). После подачи раската 2 на рольганг 4 осуществляют поворот секции к рольгангу, т.е. в обратном порядке.
Предусмотрен также отвод секции 5 от рольганга (фиг.4), в том числе с уже описанным поворотом (фиг.3) секции. Необходимость в этой операции возникает при установке в секции набора новых труб 10, теплоизолятора 11 и пластин 14. По окончании этих работ используют цилиндры 18 и тяги 17, которые соединены с несущим корпусом секции 5, что позволяет перекатыванием колес 16 вернуть кассеты 5 в рабочее положение над рольгангом.
Таким образом, реализация настоящего технического решения существенно улучшает температурные условия прокатки длинномерных широполочных балок и рельсов на последнем проходе, тем самым повышает качество готового проката.

Изобретение предназначено для повышения качества прокатываемых широких балок и рельсов повышенной длины (до 100…150 м). Теплосохраняющая установка содержит ряд секций, каждая секция содержит несущий корпус с закрепленными на нем экранирующими панелями. Экранирующие панели выполнены из набора прямоугольных труб, заполненных теплоизолятором. Снижение температурного клина и перепада температуры по сечению готового проката на последнем проходе обеспечивается за счет того, что ширина панели по меньшей мере равна ширине указанной прямоугольной трубы, при этом несущий корпус с помощью тяг соединен со стационарно установленным приводом горизонтального перемещения секции к/от рольганга, а на этих тягах установлен привод поворота секции к/от рольганга. Кроме того, в конструкции секции предусмотрены съемные боковые теплоотражательные пластины. 1 з.п. ф-лы, 4 ил.
1. Теплоизоляционный экран стана для прокатки широких балок и рельсов, содержащий ряд секций, установленных над рольгангом, при этом каждая секция содержит несущий корпус и закрепленные на нем экранирующие панели, выполненные из прямоугольных труб, заполненных теплоизолятором, отличающийся тем, что ширина панели по меньшей мере равна ширине указанной прямоугольной трубы, при этом несущий корпус с помощью тяг соединен со стационарно установленным приводом горизонтального перемещения секции к рольгангу или от рольганга, а на этих тягах установлен привод поворота секции к рольгангу или от рольганга.
2. Теплоизоляционный экран по п.1, отличающийся тем, что обращенные к рольгангу боковые стенки несущего корпуса выполнены со съемными теплоотражающими пластинами.
| 0 |
|
SU151799A1 | |
| Тепловой экран промежуточного рольганга листового прокатного стана | 1988 |
|
SU1611480A1 |
| ИЗОЛИРОВАННЫЙ БОКС ДЛЯ РУЛОНОВ, РАСПОЛОЖЕННЫЙ МЕЖДУ ЧЕРНОВЫМ И ЧИСТОВЫМ ПРОКАТНЫМИ СТАНАМИ | 2003 |
|
RU2311247C2 |
| US 4803864 A, 14.02.1989. | |||

