Изобретение относится к производству горячекатаных полос на широкополосовых станах в черной металлургии.
Основная масса горячекатаных полос в мире производится на широкополосовых станах. Основной параметр этих станов - длина бочки валков, в определенной степени в мировой практике нормализован. Большинство широкополосовых станов горячей прокатки имеют длину бочки валков или 1700 мм, или 2000 мм, или 2250 мм (Здесь не рассматриваются колебания этого параметра в пределах 50-80 мм относительно указанных цифр, обусловленные применением дюймовой системы мер).
Все эксплуатируемые широкополосовые станы горячей прокатки содержат черновую и чистовую группы клетей, соединенные промежуточным рольгангом. В процессе прокатки горячекатаных полос на этих станах горячий сляб вначале прокатывают до раската в черновой группе клетей, транспортируют раскат по промежуточному рольгангу до чистовой группы клетей, в которой осуществляют прокатку раската до полосы заданного размера.
Транспортирование горячего раската по промежуточному рольгангу приводит, во-первых, к существенному его охлаждению в основном из-за излучения, во-вторых, к неодинаковому охлаждению переднего и заднего концов раската к моменту их входа в первую клеть чистовой группы.
Для уменьшения указанных негативных последствий процесса транспортирования горячего раската по промежуточному рольгангу на многих широкополосовых станах горячей прокатки предложено и применяют теплоизоляцию раската с помощью теплосохраняющих установок (ТСУ; экранов).
Известна ТСУ для широкополосового стана горячей прокатки, основу которой составляет применение сверху рольганга секции и тоннеля-рефлектора (см., например, патент США №3.264.856, Кл. 72-2002 от 09.08.1966 г.).
Основной недостаток известного ТСУ состоит в отсутствии рекомендаций по назначению конкретных соотношений между параметрами секции и размерами экранируемого рольганга.
Известна ТСУ для широкополосового стана горячей прокатки, основу которой составляет применение сверху рольганга секций-рефлекторов (см., например, патент США №3.344.648, Кл. 72-364, 03.10.1967 г.).
Основной недостаток известного ТСУ также состоит в отсутствии рекомендаций по назначению конкретных соотношений между параметрами секции и размерами экранируемого рольганга.
Известна секция (модуль) теплосохраняющей установки для экранирования верхней поверхности раската на рольганге широкополосового стана горячей прокатки, содержащая несущий корпус, снабженный приводом его перемещения к или от рольганга, на корпусе закреплен ряд идентичных кассет, содержащих каждая сформированную из листа подогреваемую теплоотражательную поверхность (панель), при этом совокупность панелей образует теплоотражательную поверхность секции (см., например, европейский патент 0049000, В21В 3/02 от 24.04.1979).
Основной недостаток известной ТСУ состоит в отсутствии конкретных рекомендаций по назначению соотношений между размером длины и ширины теплоотражательной поверхности панели, шириной и длиной теплоотражательной поверхности секции и шагом роликов рольганга. К тому же, предусмотренный в ТСУ подогрев теплоотражательной поверхности панели имеет повышенную тепловую инерционность.
Известна секция (модуль) теплосохраняющей установки для экранирования верхней поверхности раската на рольганге широкополосового стана горячей прокатки, содержащая несущий корпус, снабженный приводом его перемещения к или от рольганга, на корпусе закреплен ряд идентичных кассет, содержащих каждая сформированную из листа теплоотражательную утепленную теплоизолятором поверхность (панель), при этом совокупность панелей образует теплоотражательную поверхность секции (см., например, европейский патент 00485003, В21В 37/10 от 24.04.1979).
Основной недостаток известной секции ТСУ состоит в отсутствии конкретных рекомендаций по назначению соотношений между длиной и шириной теплоотражательной поверхности панели, шириной и длиной теплоотражательной поверхности секции и шагом роликов рольганга.
Известна секция (модуль) теплосохраняющей установки для экранирования верхней поверхности раската на рольганге широкополосового стана горячей прокатки, содержащая несущий корпус, снабженный приводом его перемещения к или от рольганга, имеющего шаг роликов lp, на корпусе закреплен ряд одинаковых кассет, содержащих каждая набор стянутых стержнями одинаковых профилированных труб, набор труб имеет вместе с предусмотренными в секции продольными и поперечными зазорами между кассетами ширину в и длину l, при этом продольные оси труб в наборе расположены в направлении длины секции, а совокупность поверхностей набора труб кассет образует теплоотражательную поверхность секции шириной В и длиной L (см., например, патент РФ №1.519.799, В21В 1/26, F28F 9/20, F16L 59/08 от 07.11.1989 г.).
По существенным признакам эта известная секция (модуль) ТСУ наиболее близка к предлагаемому техническому решению, поэтому принята за прототип.
Известной секции (модулю) ТСУ присущ существенный недостаток, состоящий в отсутствии конкретных рекомендаций по назначению соотношений между указанными параметрами В, L, в, l и lp. Отмеченный недостаток усложняет назначение этих параметров с учетом того, что величина шага роликов рольганга не является одинаковой для широкополосовых станов горячей прокатки и может быть, например, равной lp=900 мм (стан 2250, Польша) и lp=1200 мм (станы 2000 ОАО «НЛМК» и ОАО «Северсталь», Россия). К тому же, размер В различен и определен длиной бочки валков. Отсутствие указанных рекомендаций существенно усложняет назначение ширины профилированной трубы, используемой в наборе труб кассеты секции ТСУ для станов с различной длиной бочки валков. Учитывая, что профилированные трубы получают путем листовой штамповки, отсутствие этих рекомендаций усложняет разработку штампов для формовки труб.
Изобретение свободно от указанных недостатков известной секции ТСУ. В нем предложены конкретные соотношения между размерами В, L, в, l и lp, позволяющие систематизировать обеспечение размеров В и L теплоотражательной поверхности секции ТСУ для разных широкополосовых станов в ее взаимосвязи с размерами теплоотражательной поверхности кассет в и l и шага роликов рольганга lp.
Получение указанного технического решения обеспечено благодаря тому, что секция (модуль) теплосохраняющей установки для экранирования верхней поверхности раската на рольганге широкополосового стана горячей прокатки, содержащая несущий корпус, снабженный приводом его перемещения к или от рольганга, имеющего шаг роликов lp, на корпусе закреплен ряд одинаковых кассет, содержащих каждая набор стянутых стержнями одинаковых профилированных труб, набор труб имеет в сумме с предусмотренными в секции продольными и поперечными зазорами между кассетами ширину в и длину l, при этом продольные оси труб в наборе расположены в направлении длины секции, а совокупность поверхностей набора труб кассет образует теплоотражательную поверхность секции шириной В и длиной L, согласно изобретению секция имеет следующую совокупность соотношений В, L, в, l и lp: ширина набора труб в равна или  , или
, или  , или
, или  , длина набора труб l равна или
, длина набора труб l равна или  , или
, или  , или
, или  , или
, или  , или
, или  , или
, или  , или lp, при этом
, или lp, при этом  . К тому же, значения
. К тому же, значения  являются целыми цифрами.
являются целыми цифрами.
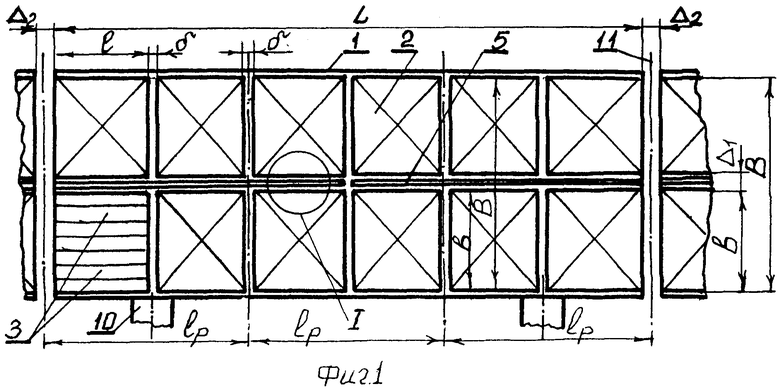
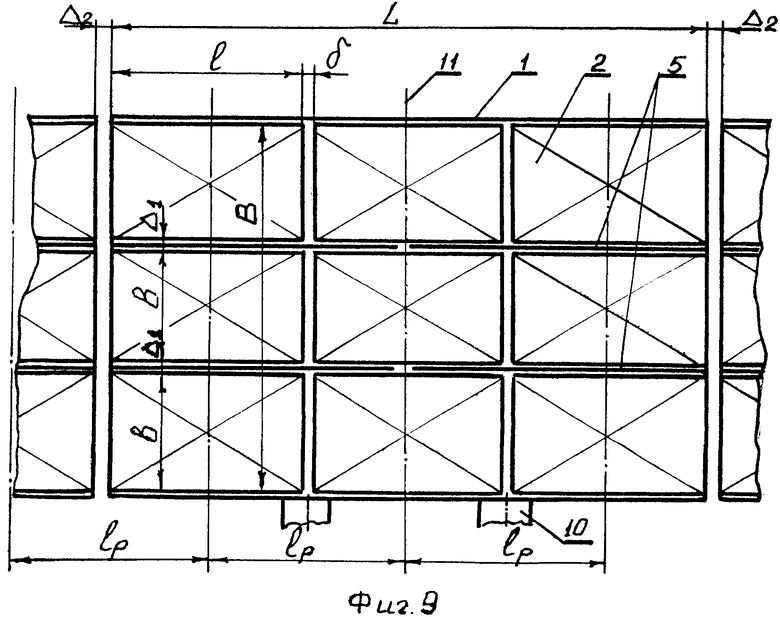
Предлагаемые соотношения размеров В, L, в и l секции в зависимости от шага роликов рольганга lp пояснены схематическими чертежами (фиг.1-10).
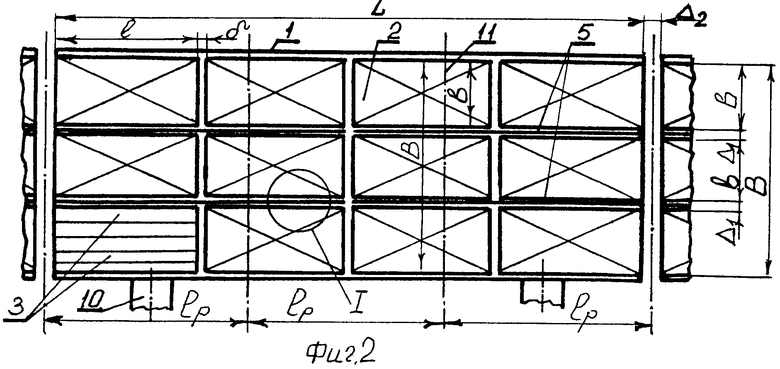
На фиг.1 приведен вид на секцию (со стороны рольганга) для соотношения  на фиг.2 - аналогичный фиг.1 вид на секцию для соотношения
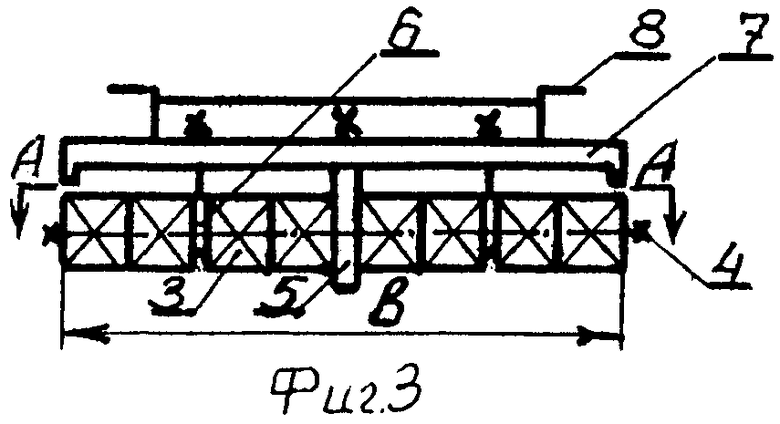
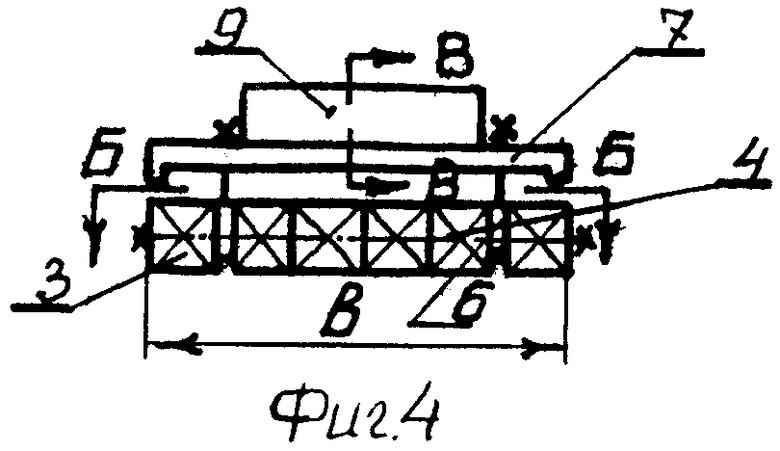
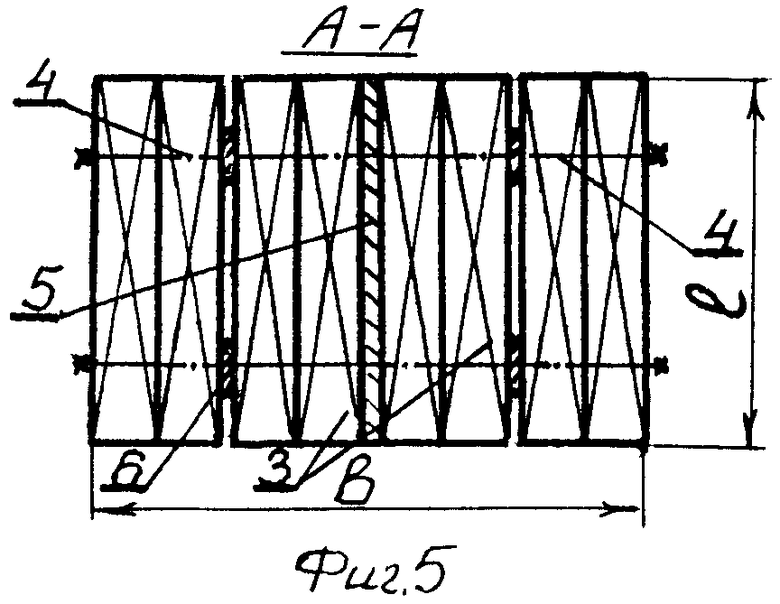
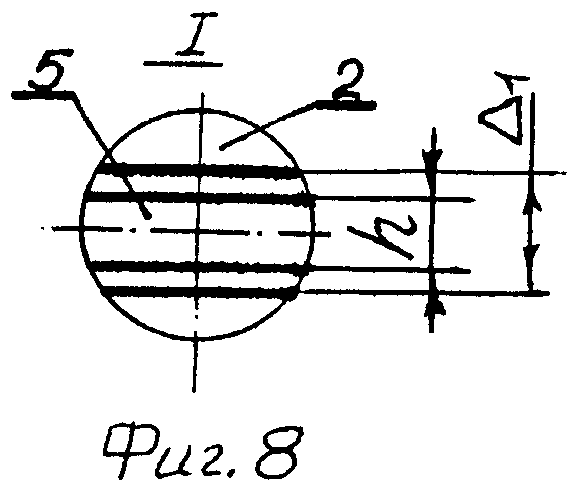
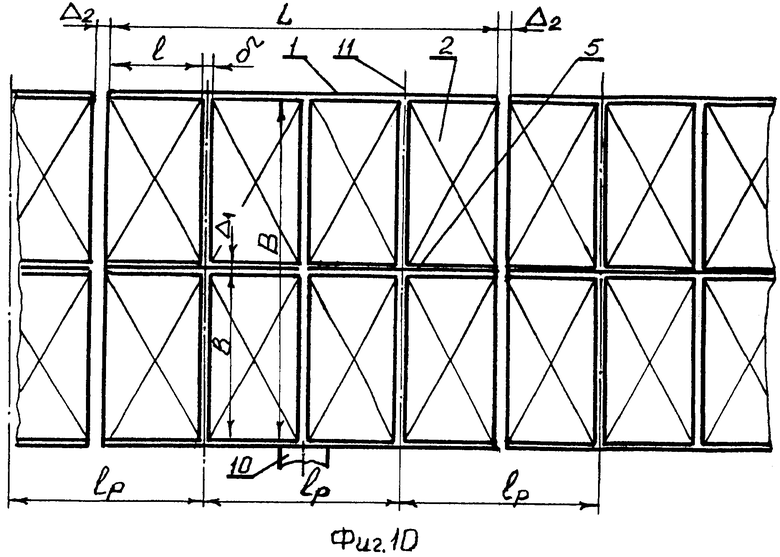
на фиг.2 - аналогичный фиг.1 вид на секцию для соотношения  на фиг.3 приведена кассета с набором труб и элементы, необходимые для ее установки на секции (вариант); на фиг.4 приведена кассета с набором труб и элементы, необходимые для ее установки на секции (вариант); на фиг.5 - разрез А-А на фиг.3; на фиг.6 - разрез Б-Б на фиг.4; на фиг.7 - разрез В-В на фиг.4; на фиг.8 - место I на фиг.1 и 2, отражающее необходимое при работе секции наличие продольных зазоров между кассетами; на фиг.9 - схема расположения кассет на секции при l=lp (вариант); на фиг.10 - схема расположения кассет на секции при
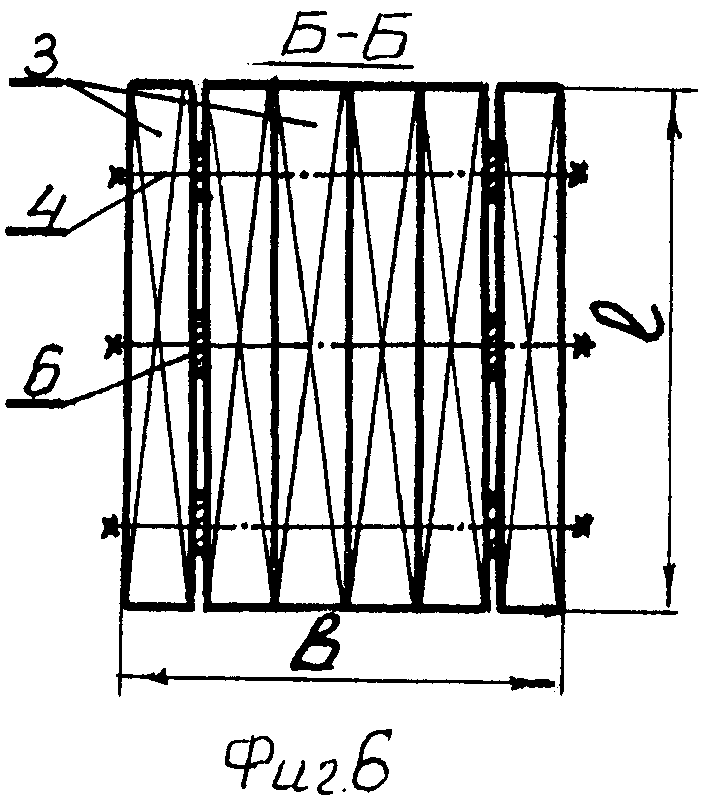
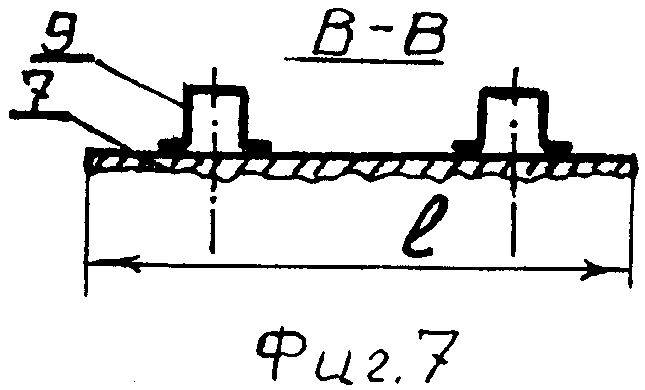
на фиг.3 приведена кассета с набором труб и элементы, необходимые для ее установки на секции (вариант); на фиг.4 приведена кассета с набором труб и элементы, необходимые для ее установки на секции (вариант); на фиг.5 - разрез А-А на фиг.3; на фиг.6 - разрез Б-Б на фиг.4; на фиг.7 - разрез В-В на фиг.4; на фиг.8 - место I на фиг.1 и 2, отражающее необходимое при работе секции наличие продольных зазоров между кассетами; на фиг.9 - схема расположения кассет на секции при l=lp (вариант); на фиг.10 - схема расположения кассет на секции при  (вариант).
(вариант).
Секция имеет длину L и ширину В, при этом произведение В×L является теплоотражательной поверхностью секции. На корпусе секции 1 (фиг.1 и 2) закреплены одинаковые кассеты 2. Каждая кассета содержит набор одинаковых профилированных труб 3, стянутых стержнями 4, при этом продольные оси труб в наборе расположены в направлении длины секции. Между наборами труб, после закрепления кассет на корпусе секции, по направлению длины секции предусмотрен зазор δ, компенсирующий тепловое удлинение труб в процессе работы секции. Между наборами труб, после закрепления кассет на корпусе секции, по направлению ширины секции предусмотрен зазор Δ1 (фиг.1, 2 и 8), компенсирующий тепловое расширение труб при работе секции. При назначении зазоров Δ1 и δ исходят из условия  , где α - коэффициент линейного расширения материала труб,
, где α - коэффициент линейного расширения материала труб,  - линейный размер (в для Δ1 и l для δ), Т1 - минимальная исходная температура труб в наборе кассет в процессе работы секции. Значения зазоров Δ1 и δ обычно не превышают 15…20 мм. Зазор Δ1 (фиг.8) дополнительно увеличивают на толщину h бруса 5, предусмотренного для отбоя раската при работе секции. Брус 5 может быть также установлен в кассете (фиг.3). Набор труб в холодном состоянии имеет ширину в и длину l (фиг.1-8). В процессе работы секции из-за разогрева эти размеры изменяются на указанные зазоры δ и
- линейный размер (в для Δ1 и l для δ), Т1 - минимальная исходная температура труб в наборе кассет в процессе работы секции. Значения зазоров Δ1 и δ обычно не превышают 15…20 мм. Зазор Δ1 (фиг.8) дополнительно увеличивают на толщину h бруса 5, предусмотренного для отбоя раската при работе секции. Брус 5 может быть также установлен в кассете (фиг.3). Набор труб в холодном состоянии имеет ширину в и длину l (фиг.1-8). В процессе работы секции из-за разогрева эти размеры изменяются на указанные зазоры δ и  , причем толщина h бруса 5 из-за разогрева до рабочих температур увеличивается.
, причем толщина h бруса 5 из-за разогрева до рабочих температур увеличивается.
Так как значения зазоров δ и Δ1 на тепловое расширение набора труб в кассете в несколько раз (в 6…8 раз) меньше значений длины l набора труб и ширины в набора труб в кассете в исходном (холодном) состоянии, ниже, в описании изображения, значения в и l приняты с учетом указанных значений зазоров δ и Δ1, т.е. в сумме с предусмотренными в секции продольными δ и поперечными Δ1 зазорами между кассетами на тепловое расширение набора труб в процессе работы секции ТСУ.
Набор труб через подвески 6 крепится на корпусе 7 кассеты (фиг.3 и 4). Корпус 7 кассеты крепится на корпусе 1 секции с помощью направляющих 8 (вариант для соотношения  на фиг.1 и 3), или с помощью петель 9 (вариант для соотношений или
на фиг.1 и 3), или с помощью петель 9 (вариант для соотношений или  или
или  или
или  на фиг.4 и 7), или другим способом. Примененный способ крепления кассет на корпусе секции не определяет назначение (выбор) соотношений размеров кассеты в и l и секции В и L, не влияет на эффект сохранения тепла раскатом. Между секциями, установленными над рольгангом в рабочее положение, предусматривают наличие зазора Δ2 (фиг.1, 2, 9 и 10). Корпус 1 секции снабжают приводом его перемещения к или от рольганга через рычаги 10 (фиг.1, 2, 9 и 10). При назначении зазора Δ2 учитывают линейное удлинение корпуса секции длиной L из-за нагрева, но в основном ориентируются на условия работы секций ТСУ в процессе их перемещения к или от рольганга. Значение зазора Δ2 обычно составляет 40…60 мм. В основном наличие зазора Δ2 между секциями предусматривают над осью 11 ролика рольганга (фиг.1 и 2). В то же время в зависимости от конструктивного исполнения рольганга и механизмов его обслуживания возможны варианты расположения зазора Δ2 между секциями по середине расстояния (шага) между роликами рольганга (фиг.9 и 10). Использование приведенного на фиг.9 т 10 расположения кассет на секциях, а секций над рольгангом наиболее возможен в случаях длины кассеты или
на фиг.4 и 7), или другим способом. Примененный способ крепления кассет на корпусе секции не определяет назначение (выбор) соотношений размеров кассеты в и l и секции В и L, не влияет на эффект сохранения тепла раскатом. Между секциями, установленными над рольгангом в рабочее положение, предусматривают наличие зазора Δ2 (фиг.1, 2, 9 и 10). Корпус 1 секции снабжают приводом его перемещения к или от рольганга через рычаги 10 (фиг.1, 2, 9 и 10). При назначении зазора Δ2 учитывают линейное удлинение корпуса секции длиной L из-за нагрева, но в основном ориентируются на условия работы секций ТСУ в процессе их перемещения к или от рольганга. Значение зазора Δ2 обычно составляет 40…60 мм. В основном наличие зазора Δ2 между секциями предусматривают над осью 11 ролика рольганга (фиг.1 и 2). В то же время в зависимости от конструктивного исполнения рольганга и механизмов его обслуживания возможны варианты расположения зазора Δ2 между секциями по середине расстояния (шага) между роликами рольганга (фиг.9 и 10). Использование приведенного на фиг.9 т 10 расположения кассет на секциях, а секций над рольгангом наиболее возможен в случаях длины кассеты или  , или l=lp. В качестве привода перемещения секций к или от рольганга в основном применяют гидроцилиндр/гидроцилиндры, воздействующие на рычаг 10. Не исключается возможность применения электромеханического привода указанного перемещения секций. Однако предпочтительно применение гидроцилиндров.
, или l=lp. В качестве привода перемещения секций к или от рольганга в основном применяют гидроцилиндр/гидроцилиндры, воздействующие на рычаг 10. Не исключается возможность применения электромеханического привода указанного перемещения секций. Однако предпочтительно применение гидроцилиндров.
При назначении (выборе) соотношений между размерами теплоотражательной поверхности секции (ее шириной В и длиной L), теплоотражательной поверхностью набора труб кассет с его теплоотражательной поверхностью шириной в и длиной l, учитывают шаг роликов lp экранируемого секцией рольганга, при этом руководствуются следующими положениями.
1. При назначении размеров В и L теплоотражательной поверхности секции.
1.1. При назначении длины L:
- во-первых, предпочтение отдают соотношению  и значениям
и значениям  , равным целым цифрам. Отмеченное обусловлено необходимостью симметричного расположения массы секции относительно ее привода (рычагов 10). В свою очередь конструктивное исполнение экранируемого рольганга, особенно расположение приводов вращения его роликов, не всегда позволяют размещать, например, гидроцилиндры подъема или опускания секции между осями роликов рольганга, т.е. посередине шага роликов lp;
, равным целым цифрам. Отмеченное обусловлено необходимостью симметричного расположения массы секции относительно ее привода (рычагов 10). В свою очередь конструктивное исполнение экранируемого рольганга, особенно расположение приводов вращения его роликов, не всегда позволяют размещать, например, гидроцилиндры подъема или опускания секции между осями роликов рольганга, т.е. посередине шага роликов lp;
- во-вторых, учитывают, что в процессе работы секции ТСУ возникает необходимость оперативного ее подъема от рольганга с целью исключения разрушения секции движущимся раскатом, образования на стане аварийной ситуации. Отмеченное накладывает ограничение на максимальную длину L теплоотражательной поверхности секции, равное (6-8)lp. При этом значение 6·lp относится к рольгангам с большим шагом роликов lp (например, lp=1200 мм), а значение 8·lp - к рольгангам с меньшим шагом роликов (например, lp=900 мм);
- в-третьих, с уменьшением значения L возрастает вероятность отскока секции вверх при ударе переднего конца движущегося раската в теплоотражательную поверхность секции (чаще в брусья 5). В этом случае появляется вероятность удара переднего конца движущегося раската в торец следующей по ходу движения раската секции ТСУ. Появляется вероятность разрушения ряда секций ТСУ, вплоть до возникновения на стане аварийной ситуации;
- в-четвертых, меньшим значениям соотношения  отдают предпочтение для ТСУ станов, прокатывающих раскаты меньшей массы. Однако, из соображений, сформулированных выше, минимальное значение соотношения
отдают предпочтение для ТСУ станов, прокатывающих раскаты меньшей массы. Однако, из соображений, сформулированных выше, минимальное значение соотношения  принимают равным двум.
принимают равным двум.
1.2. При назначении ширины В за основу принимают существующую на стане длину бочки роликов экранируемого рольганга, отступая от торца бочки роликов на величину, необходимую и достаточную для размещения боковых экранов ТСУ, снижающих потери тепла кромкой раската.
2. При назначении размеров в и l теплоотражательной поверхности набора труб в кассете.
2.1. При назначении длины l учитывают:
во-первых, необходимость обеспечения целого числа соотношения  . В таблице 1 приведены целые числа соотношений
. В таблице 1 приведены целые числа соотношений  и число кассет в продольном ряду секции при различной длине l теплоотражательной поверхности набора труб в кассете. Согласно таблице 1 для обеспечения целого значения соотношения
и число кассет в продольном ряду секции при различной длине l теплоотражательной поверхности набора труб в кассете. Согласно таблице 1 для обеспечения целого значения соотношения  назначают значения l равным или
назначают значения l равным или  , или
, или  , или
, или  , или
, или  , или
, или  , или
, или  , или k=lp.
, или k=lp.




Согласно таблице 1 предпочтительными являются значения или  , или l=lp. В этих случаях обеспечивают целое число соотношений
, или l=lp. В этих случаях обеспечивают целое число соотношений  для любого из принятого значения длины l набора труб в кассете.
для любого из принятого значения длины l набора труб в кассете.
Применение кассет с другими значениями длины l отражающей поверхности набора труб в кассете: или , или , или , или , или , налагают ограничения на обеспечение соотношения  целым числом. Но применение кассет с указанными наборами длин l набора труб также рекомендуется для секций ТСУ широкополосовых станов горячей прокатки, учитывая широкое разнообразие конструктивного исполнения рольгангов этих станов;
целым числом. Но применение кассет с указанными наборами длин l набора труб также рекомендуется для секций ТСУ широкополосовых станов горячей прокатки, учитывая широкое разнообразие конструктивного исполнения рольгангов этих станов;
во-вторых, значения  не рекомендуются для секций ТСУ широкополосовых станов, так как не решают дополнительных технических задач по экранированию раската на рольганге, в то же время приводят к необоснованному увеличению числа кассет в секции, к существенному увеличению монтажных или демонтажных работ по их замене и к, соответственно, дополнительным простоям стана;
не рекомендуются для секций ТСУ широкополосовых станов, так как не решают дополнительных технических задач по экранированию раската на рольганге, в то же время приводят к необоснованному увеличению числа кассет в секции, к существенному увеличению монтажных или демонтажных работ по их замене и к, соответственно, дополнительным простоям стана;
в-третьих, из значений  в наибольшей мере рекомендуется использование значений l=lp, т.к. согласно таблице 1 в этом случае обеспечивают целым числом соотношение
в наибольшей мере рекомендуется использование значений l=lp, т.к. согласно таблице 1 в этом случае обеспечивают целым числом соотношение  для любых значений шага роликов lp рольганга. Более того, значение l=lp создает возможность иного в сравнении с фиг.1 и 2 расположения секций ТСУ относительно роликов рольганга (фиг.9 и 10). Необходимость расположения секций ТСУ согласно фиг.9 и 10 возникает в отдельных случаях конструктивного исполнения рольганга широкополосового стана горячей прокатки;
для любых значений шага роликов lp рольганга. Более того, значение l=lp создает возможность иного в сравнении с фиг.1 и 2 расположения секций ТСУ относительно роликов рольганга (фиг.9 и 10). Необходимость расположения секций ТСУ согласно фиг.9 и 10 возникает в отдельных случаях конструктивного исполнения рольганга широкополосового стана горячей прокатки;
в-четвертых, значения l>lp не рекомендуются к применению, т.к. увеличивают тепловое удлинение набора труб, из-за чего возрастает вероятность потери трубами (в наборе) устойчивости и, к тому же, требуются повышенные зазоры δ между кассетами.
2.2. При назначении ширины в учитывают:
во-первых, ширина набора труб, равная ширине секции, т.е. в=В, не рекомендуется для ТСУ широкополосовых станов горячей прокатки, так как исключает возможность применения бруса 3 по длине секции с опорой на корпус 1 секции. Последнее необходимо для восприятия возможного удара переднего конца движущегося подката в секцию в рабочем ее положении;
во-вторых, с учетом отмеченного, ширина набора труб в должна быть меньше В. В секции применяют одинаковые кассеты. Последнее определяет принятие ширины набора труб в равным или  , или
, или  , или
, или  . Уменьшение этих соотношений, т.е.
. Уменьшение этих соотношений, т.е.  не приводит к какому-либо техническому преимуществу, но заметно увеличивает количество кассет в секции, что соответственно увеличивает монтажные или демонтажные работы при замене кассет, соответственно, приводит к дополнительным простоям стана.
не приводит к какому-либо техническому преимуществу, но заметно увеличивает количество кассет в секции, что соответственно увеличивает монтажные или демонтажные работы при замене кассет, соответственно, приводит к дополнительным простоям стана.
В таблице 2 приведено число кассет в поперечном ряду секции при в, равном или , или , или .
Материалы таблицы 3 отражают число кассет в секции ТСУ широкополосового стана горячей прокатки при разных соотношениях  и значениях в, l и lp.
и значениях в, l и lp.






Выше отмечена нежелательность увеличения длины секции свыше L=(6-8)lp, обусловленная необходимостью оперативного подъема секции от рольганга.
Укажем также, что с ростом числа кассет в секции имеет место все большее возрастание продолжительности монтажно-демонтажных работ по замене кассет. Последнее увеличивает простои стана.
К тому же, с ростом числа кассет в секции практически не меняется эффективность применения секции для сохранения тепла экранируемым раскатом.
Совокупность отмеченного и практика работы по монтажу или демонтажу кассет позволяют рекомендовать для секций всех широкополосовых станов горячей прокатки или 1700, или 2000, или 2250 ограничение числа кассет в секции, равное 20…24 кассетам.
Исходя из изложенных рекомендаций в таблице 3 заштрихованы области, в которых рекомендуется назначать размеры теплоотражательной поверхности секции и размеры теплоотражательной поверхности набора труб в кассете для рольгангов широкополосовых станов горячей прокатки или 1700, или 2000, или 2250 с разным шагом lp роликов экранируемого рольганга и при этом иметь указанное в таблице 3 число кассет в секции.
Рекомендуемые соотношения между параметрами экранируемого рольганга, секции ТСУ и размерами кассет, формирующих теплоотражательную поверхность секции, в основном охватывают широкополосовые станы горячей прокатки с длиной бочки валков или 1700 мм, или 2000 мм, или 2250 мм. При этом, естественно, не имеет принципиального значения некоторые колебания этого параметра станов, обусловленные применением дюймовой системы мер.
Рекомендуемые соотношения размеров относятся только к секции ТСУ и не исключают укомплектование ТСУ секциями различной длины, необходимость в котором возникает иногда из-за специфики конструктивного исполнения экранируемого рольганга и компоновки оборудования, обеспечивающего работу широкополосового стана горячей прокатки. Однако предпочтение отдают формированию ТСУ из одинаковых секций, а секции рекомендуется укомплектовывать одинаковыми кассетами.
Рекомендуемое разнообразие соотношений размеров секции ТСУ не оказывает практического влияния на эффективность работы ТСУ по сохранению тепла экранируемым раскатом на рольганге стана. В то же время рекомендуемые соотношения существенно упрощают назначение размеров кассет, содержащих набор стянутых стержнями одинаковых профилированных труб. Последним, в свою очередь, облегчают назначение размеров профилированных труб. Так как профилированные трубы получают методами листовой штамповки, знание размеров труб облегчает назначение параметров штамповочного оборудования для изготовления труб и инструмента (штампов) к этому оборудованию.
Рекомендуемые в описании длины отражающей поверхности секции и числа кассет в секции являются предпочтительными, так как облегчают перевод кассеты из рабочего положения в нерабочее, снижают простои стана при монтаже или демонтаже кассет. Отступления от этих рекомендаций возможны, но не желательны.
Изобретение предназначено для повышения экономичности изготовления и эксплуатации теплосохраняющих установок. Секция с теплоотражательной поверхностью шириной В и длиной L содержит несущий корпус с приводом его перемещения к/от рольганга, имеющего шаг роликов lр, на корпусе закреплен ряд одинаковых кассет, выполненных с набором стянутых стержнями труб, имеющих длину труб l и ширину набора в, при этом продольные оси труб в наборе расположены в направлении длины секции и теплоотражательные поверхности кассет образуют теплоотражательную поверхность секции. Упрощение изготовления устройства и повышение точности изготовления его комплектующих, снижение простоев стана при монтаже и демонтаже кассет обеспечивается за счет того, что секция имеет следующую совокупность соотношений В, L, в, l и lр: ширина в в кассете равна или  , или
, или  , или
, или  , длина l в кассете равна или
, длина l в кассете равна или  , или
, или  , или
, или  , или
, или  , или
, или  , или
, или  , или lр, при этом
, или lр, при этом  и значения
и значения  являются целыми числами. 1 з.п. ф-лы, 10 ил., 3 табл.
являются целыми числами. 1 з.п. ф-лы, 10 ил., 3 табл.
1. Секция теплосохраняющей установки для экранирования верхней поверхности раската на рольганге широкополосового стана горячей прокатки, содержащая несущий корпус, снабженный приводом его перемещения к рольгангу или от рольганга, шаг роликов которого составляет lр, на несущем корпусе закреплен ряд одинаковых кассет, каждая из которых содержит набор стянутых стержнями одинаковых профилированных труб, выполненный шириной в и длиной l, с учетом предусмотренных в секции продольных и поперечных зазоров между кассетами, при этом набор труб в кассете расположен продольными осями труб в направлении длины секции, а совокупность поверхностей труб в кассетах образует теплоотражательную поверхность секции, отличающаяся тем, что ширина в набора труб в кассете секции равна , или , или , а длина l набора труб в кассете секции равна , или , или , или , или , или , или lр, при этом ,
где В - ширина секции;
L - длина секции.
2. Секция по п.1, отличающаяся тем, что значения  являются целыми числами.
являются целыми числами.
| Теплоизоляционный экран рольганга полосового стана горячей прокатки | 1988 |
|
SU1519799A1 |
| КАССЕТА ЭКРАНА СЕКЦИЙ ТЕПЛОСОХРАНЯЮЩЕЙ УСТАНОВКИ РОЛЬГАНГА ПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ И СПОСОБ НАНЕСЕНИЯ ПРОДОЛЬНОЙ ПРОРЕЗИ НА ТРУБАХ КАССЕТЫ | 2001 |
|
RU2207196C2 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ ЭКРАН РОЛЬГАНГА ПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1994 |
|
RU2078417C1 |
| Машина для выколачивания моли и кожееда из кож с транспортером, подающим кожи к выколачивающим приспособлениям | 1935 |
|
SU49000A1 |
| US 4343168 A, 10.08.1982. | |||

