Изобретение относится к черной металлургии, а именно к производству слоистой коррозионно-стойкой стали горячей прокаткой.
Известен способ производства стальных слоистых материалов (ССМ) горячей пакетной прокаткой, описаны действия (операции), выполняемые для получения соединения слоев [1, с.115].
Недостаток описанных способов - обработка сложных конструкций пакетов “углеродистая сталь - нержавеющая сталь”, в которых нержавеющая сталь имеет термический коэффициент линейного расширения (ТКЛР), значительно превышающий ТКЛР углеродистой стали ([1], с.115-125, с.213-216). Отсутствие связи между соотношением размеров основного и плакирующего слоев и соотношением их ТКЛР приводит к усложнению конструкции пакетов.
Самая простая конструкция стального слоистого пакета пригодна для изготовления качественного слоистого материала прокаткой только при соотношении ТКЛР материалов основного и плакирующего слоев, равном единице ([1], с.118, рис.3.1).
Известен способ прокатки плакированных полос из материалов слоев с различной величиной ТКЛР, при котором контактирующие поверхности полос основного и плакирующего металлов очищают до металлического блеска, сваривают по краям прерывистым или сплошным швом, нагревают и прокатывают под высоким давлением на планетарном многовалковом стане при скорости (0,01-0,06 м/с) при обжатии в задающей клети 25-30% и в планетарном стане 90-98% [2]. При этом величина полки равна 0,5-1,5 толщины плакирующего слоя.
Недостаток состоит в том, что в данном способе размеры полок под сварку и плакирующего слоя не связаны с величинами их ТКЛР материалов, что может приводить или к отрыву сварного шва, или к излишнему расходу металла.
Известен способ непрерывного изготовления биметаллических многослойных заготовок (цилиндрических), при котором осуществляют сборку слоистой заготовки из основного и плакирующего материалов, сварку слоев с одного торца, их холодное обжатие до небольшого пластического течения металла в контактной зоне, сварку слоев у противоположного торца, нагрев слоистой заготовки, ее горячую прокатку с большой величиной обжатия и последующую термическую обработку [3].
Недостаток этого способа состоит в том, что в нем отсутствует связь размеров заготовок с ТКЛР их материалов и величиной холодного обжатия (вытяжки) плакирующего слоя, что может привести к избыточному расходу металла и дополнительным затратам на подготовку слоистой заготовки под прокатку.
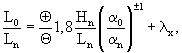
Известно изобретение [4], в котором толщину слоев стального пакета принимают исходя из соотношения ТКЛР из материалов по зависимости
где Но, Нп - толщина материалов основного и плакирующего слоев,
αo, αп - ТКЛР материалов основного и плакирующего слоев.
Недостаток рассматриваемого изобретения состоит в том, что оно применимо только для стальных слоистых пакетов, основной слой которых изготовлен из углеродистой стали с содержанием углерода 0,02-0,20 мас.%, а плакирующий слой изготовлен из коррозионно-стойкой стали, содержащей 5-20 мас.% хрома. Кроме того, в изобретении рассматривается способ соединения слоев наплавкой слоя из коррозионно-стойкой стали на основу из углеродистой стали, что является весьма трудоемким процессом.
Известен способ изготовления прокаткой плакированного металлического листа из сталей с различными величинами ТКЛР, включающий изготовление заготовок каждого из слоев, подготовку к сборке поверхности заготовок, сборку слоистой заготовки из основного металла и по меньшей мере одного плакирующего слоя, нагрев пакета, деформирование горячей прокаткой за несколько проходов при заданных величинах обжатий с относительной деформацией, не превышающей 30% [5]. При этом способе собирают пакет с технологическим припуском по ширине и длине слоя основного металла, равном двум толщинам плакирующего слоя, фиксируют взаимное расположение листов стягивающими скобами, прихватывают слои и сваривают сплошным швом по всему периметру плакирующего и основного металлов. Недостаток данного способа в том, что технологический припуск для полок под сварку назначают постоянным, независимым от ТКЛР сталей основного и плакирующего слоев, и полку предусматривают только на основном слое. Следующий недостаток в том, что плакирующий слой не поджимают к основному слою, а прихватывают края, что препятствует диффузии металлов при нагреве под прокатку и может привести к вспучиванию плакирующего слоя из нержавеющей стали с высоким содержанием никеля, имеющей большую величину ТКЛР.
Техническими задачами, решаемыми данным изобретением, являются снижение расхода металла на изготовление стального слоистого материала за счет повышения точности изготовления заготовок основного и плакирующего слоев, их взаимного расположения, надежности фиксации их взаимного расположения и ее сохранение при нагреве под прокатку, а также повышение прочности ССМ технологическими способами: подбором марок сталей для основного и плакирующего слоев, выбором технологического оборудования и назначением параметров режимов прокатки.
Решение задачи достигнуто в способе изготовления прокаткой ССМ, состоящего из основного слоя из углеродистой или низко- или среднелегированной стали и по меньшей мере одного плакирующего слоя из высоколегированной стали с особыми свойствами (коррозионная стойкость, износостойкость и др.). Предложенный способ включает изготовление заготовок прямоугольных, квадратных или цилиндрических для каждого из слоев из материалов с различными ТКЛР, подготовку к сборке поверхностей заготовок (например, механической обработкой до получения заданной точности и шероховатости поверхностей), сборку заготовок основного и плакирующего слоев, обеспечивающую придание им взаимного расположения и его фиксацию с одного торца заготовки, прижатие плакирующего слоя к основному и фиксацию взаимного расположения слоев в прижатом состоянии (преимущественно сваркой), герметизацию поверхности соединения слоев (преимущественно наложением сварного шва), нагрев собранной слоистой заготовки до температуры горячей пластической деформации, горячую прокатку и термическую обработку при параметрах процесса (обжатии, вытяжке, скорости прокатки, скорости относительной деформации, температуре нагрева под термическую обработку, скорости охлаждения и др.), обеспечивающих получение заданных механических свойств слоистого материала.
Новизна предложенного способа состоит в том, что изготавливают стальные заготовки основного и плакирующего слоев различной длины исходя из взаимосвязи соотношений длин стальных заготовок и ТКЛР их сталей, определяемой из следующей зависимости:
где Lo, αо - длина заготовки и ТКЛР материала основного слоя;
Ln, Нn, αn - длина и толщина заготовки и ТКЛР материала плакирующего слоя;
λx - коэффициент вытяжки при холодной деформации, выполняемой в процессе сборки стального слоистого материала;
собирают заготовки слоев, задавая и фиксируя их взаимное расположение, прижимают плакирующий слой к основному до достижения пластической деформации при коэффициенте вытяжки λх, выбираемом из интервала
1<λx<1,03
Если собирают цилиндрические заготовки с посадкой полой цилиндрической заготовки плакирующего слоя на цилиндрическую заготовку основного слоя с натягом, то коэффициент вытяжки близок к 1. Если же собирают цилиндрические заготовки с зазором, то вытяжку плакирующего слоя увеличивают до 1,03, чтобы устранить зазор между цилиндрическими поверхностями и обеспечить плотное поджатие контактирующих слоев. Увеличение вытяжки плакирующего слоя в холодном состоянии более 1,03 может привести к появлению трещин в нем, особенно при высокой шероховатости контактирующих поверхностей.
В известных изобретениях размеры полок под сварку назначают приближенно в зависимости от толщины плакирующего слоя
Δ=(0,3...1,5)Нn
Сварка при размерах полок, не связанных с ТКЛР, может привести к отрыву сварного шва или его срезу при нагреве под прокатку слоистой заготовки при его малых величинах (Δ→0,3 Нп) или к избыточному расходу стали(Δ→1,5 Нп).
В изобретении предлагается величину полки под сварку назначать в зависимости от соотношения ТКЛР материалов основного и плакирующего слоев

при этом полку под сварку слоев образуют на основном слое, если соотношение ТКЛР сталей основного и плакирующего слоев больше 1, и на плакирующем слое, если это соотношение меньше 1. Такое расположение полок под сварку слоев и предложенная зависимость для назначения размера полки позволит сохранить целостность шва при нагреве и экономить материал за счет уменьшения отходов на обрезку проката.
Новым является изготовление заготовок основного и плакирующего слоев из стали с соотношением ТКЛР, большем  при котором для плакирующего слоя заготовку изготавливают из группы сталей с содержанием хрома не менее 13 мас.% и при содержании никеля менее 4 мас.% (08Х17, 20Х13 и других со средним значением ТКЛР 12·10-6 К-1 в диапазоне температур 373°С-1273°С), а основной слой можно брать из любой углеродистой или низко- или среднелегированной стали (сталь 20, 30, 40, 30Х, 40Х, 40ХН и др.), имеющей среднее значение ТКЛР более 12·10-6 K-1 в диапазоне температур 373°С-1273°С. Предпочтительно изготовление заготовок основного слоя из сталей, легированных любым из элементов, выбираемым из группы хром, никель, марганец, кремний при максимальном содержании, мас.% для каждого элемента: хром-2, никель-4, марганец-2, кремний-4. (Стали 40 ХН, 40ХС, 50С2Г, 30ХГСА, 30Г2).
при котором для плакирующего слоя заготовку изготавливают из группы сталей с содержанием хрома не менее 13 мас.% и при содержании никеля менее 4 мас.% (08Х17, 20Х13 и других со средним значением ТКЛР 12·10-6 К-1 в диапазоне температур 373°С-1273°С), а основной слой можно брать из любой углеродистой или низко- или среднелегированной стали (сталь 20, 30, 40, 30Х, 40Х, 40ХН и др.), имеющей среднее значение ТКЛР более 12·10-6 K-1 в диапазоне температур 373°С-1273°С. Предпочтительно изготовление заготовок основного слоя из сталей, легированных любым из элементов, выбираемым из группы хром, никель, марганец, кремний при максимальном содержании, мас.% для каждого элемента: хром-2, никель-4, марганец-2, кремний-4. (Стали 40 ХН, 40ХС, 50С2Г, 30ХГСА, 30Г2).
При соотношении ТКЛР стали основного и плакирующего слоев, превышающем 1, заготовку основного слоя изготавливают из стали с ТКЛР в диапазоне температур 373°С-1273°С, находящемся в пределах:
11-10-6 K-1<αo<15·10-6 K-1,
при содержании в них хрома менее 2 мас.%, а никеля - менее 4 мас.%, так как с повышением содержания хрома в стали снижается ТКЛР, а с повышением содержания никеля увеличивается температурный градиент ТКЛР стали и соответственно градиент напряжений при нагреве и охлаждении стальной слоистой заготовки (ССЗ). При нагреве цилиндрической ССЗ, у которой плакирующий слой постоянно поджат к основному, происходит процесс диффузии и образуется переходный слой тем интенсивнее, чем выше сжимающие напряжения в этом слое. При нагреве цилиндрической ССЗ с соотношением ТКЛР сталей, меньшим  может произойти отрыв плакирующего слоя от основного, если заготовки собраны без натяга или его величина недостаточна для сохранения сжимающих напряжений на всем диапазоне температур нагрева до 1250°С. Достаточный натяг сохранится, если он обеспечен горячей посадкой при нагреве цилиндрической заготовки плакирующего слоя ССЗ до температуры, зависящей от соотношения ТКЛР сталей, но не превышающей температуру начала интенсивного окисления поверхностей коррозионно-стойких сталей (≈500° для сталей с содержанием хрома 13 мас.%)
может произойти отрыв плакирующего слоя от основного, если заготовки собраны без натяга или его величина недостаточна для сохранения сжимающих напряжений на всем диапазоне температур нагрева до 1250°С. Достаточный натяг сохранится, если он обеспечен горячей посадкой при нагреве цилиндрической заготовки плакирующего слоя ССЗ до температуры, зависящей от соотношения ТКЛР сталей, но не превышающей температуру начала интенсивного окисления поверхностей коррозионно-стойких сталей (≈500° для сталей с содержанием хрома 13 мас.%)
где Тн.n.с. и Ток - температура нагрева полой цилиндрической заготовки плакирующего слоя для сборки и температура начала интенсивного окисления ее поверхности;
Tн - температура нагрева ССЗ под горячую прокатку.
Например, для стали Х18Н9С2 плакирующего слоя и 40ХС - основного слоя температура нагрева цилиндрической заготовки плакирующего слоя ССЗ составит
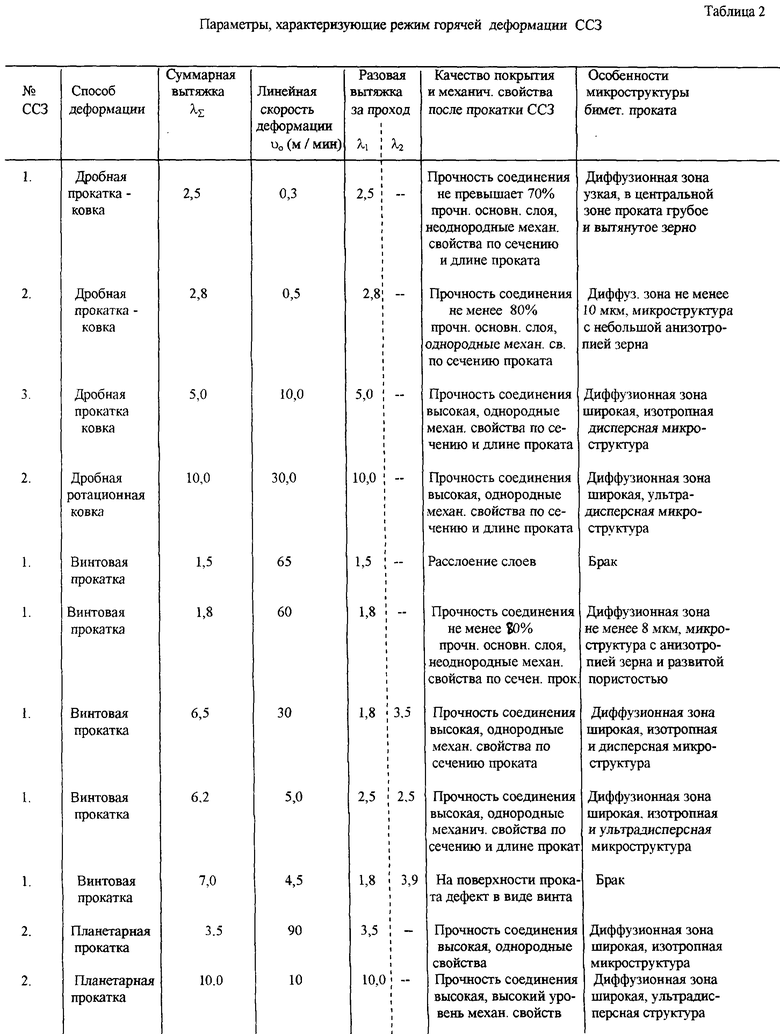
Для обеспечения прочного соединения слоев цилиндрической или квадратной ССЗ, имеющих различные ТКЛР, предпочтительна прокатка винтовым способом с вытяжкой за проход не менее 1,8, прокатка в многовалковом планетарном стане с суммарной вытяжкой вдоль оси прокатки, равной (3,5-10), прокатка дробными обжатиями на станах прокатки-ковки или ротационной ковки с вытяжкой вдоль оси прокатки (2,8-10). При интенсивном обжатии происходит разрушение и размельчение образовавшейся тонкой окисной пленки, ускорение термодиффузионных процессов и образование прочного переходного слоя.
Последовательность изготовления ССЗ иллюстрируется на технологических эскизах:
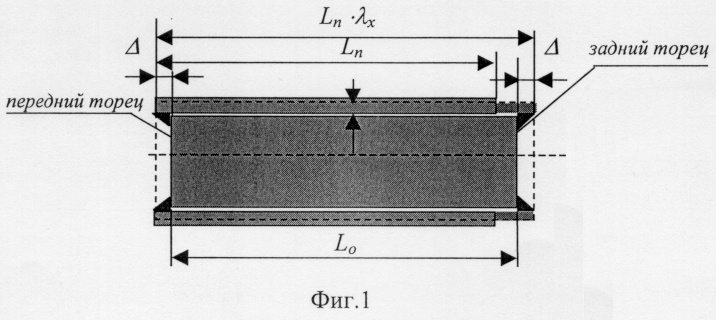
Фиг. 1 - сборка ССЗ при соотношении ТКЛР сталей основного и плакирующего слоев, большем 
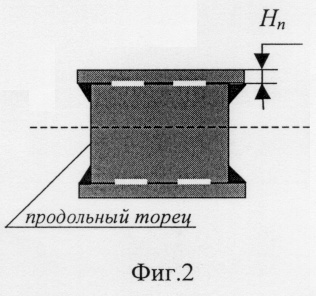
фиг.2 - поперечное сечение прямоугольной ССЗ;
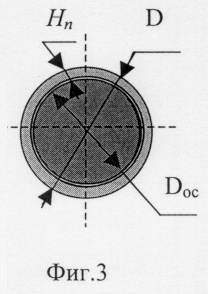
фиг.3 - поперечное сечение цилиндрической ССЗ;
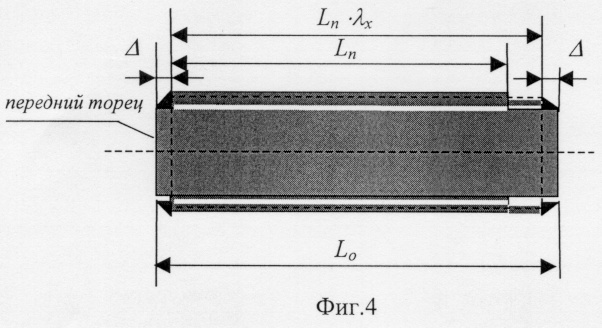
фиг.4 - сборка ССЗ при соотношении ТКЛР сталей основного и плакирующего слоев, меньшем 
Обозначения на фиг.1-4:
D - наружный диаметр цилиндрической полой стальной заготовки плакирующего слоя;
Doc - наружный диаметр цилиндрической заготовки основного слоя;
Δ - размер полки под сварку;
Lo и Ln - длины заготовок основного и плакирующего слоев;
λх - коэффициент вытяжки.
При соотношении ТКЛР сталей слоев ССЗ, большем  заготовку плакирующего слоя изготавливают длиной
заготовку плакирующего слоя изготавливают длиной
собирают с заготовкой основного слоя, образуя полку на плакирующем слое (фиг.1) с переднего торца ССЗ. Величину полки назначают исходя из соотношения

На собранной ССЗ заваривают передний торец, затем на прямоугольной заготовке сваривают слои вдоль продольных торцов под давлением на плакирующий слой 10-100 МПа, а на цилиндрической заготовке вхолодную обжимают плакирующий слой с вытяжкой на величину
1<λx<1,03,
после чего заваривают задний торец. Данные технологические операции обеспечивают герметичность ССЗ, а также полный и плотный контакт между слоями, что обеспечивает начало образования переходного диффузионного слоя при нагреве ССЗ, способствует повышению прочности соединения слоев.
При соотношении ТКЛР слоев сталей слоев ССЗ, меньшем  заготовку плакирующего слоя изготавливают длиной
заготовку плакирующего слоя изготавливают длиной
собирают с заготовкой основного слоя, образуя на нем полку с переднего торца ССЗ (фиг.4); величину полки назначают исходя из соотношения

Заданное относительное положение слоев фиксируют сваркой с переднего торца, обжимают заготовку в холодном состоянии от переднего торца к заднему при коэффициенте вытяжки
1<λx<1,03
На прямоугольной ССЗ в процессе обжатия сваривают слои вдоль продольных торцов (фиг.2), а на цилиндрической - сваривают слои на заднем торце после обжатия.
В случае сборки цилиндрической ССЗ с соотношением ТКЛР сталей, меньшим  с натягом за счет нагрева полой заготовки плакирующего слоя и с образованием полок под сварку на основном слое, процедура сборки аналогична описанной выше и иллюстрированной на фиг.4.
с натягом за счет нагрева полой заготовки плакирующего слоя и с образованием полок под сварку на основном слое, процедура сборки аналогична описанной выше и иллюстрированной на фиг.4.
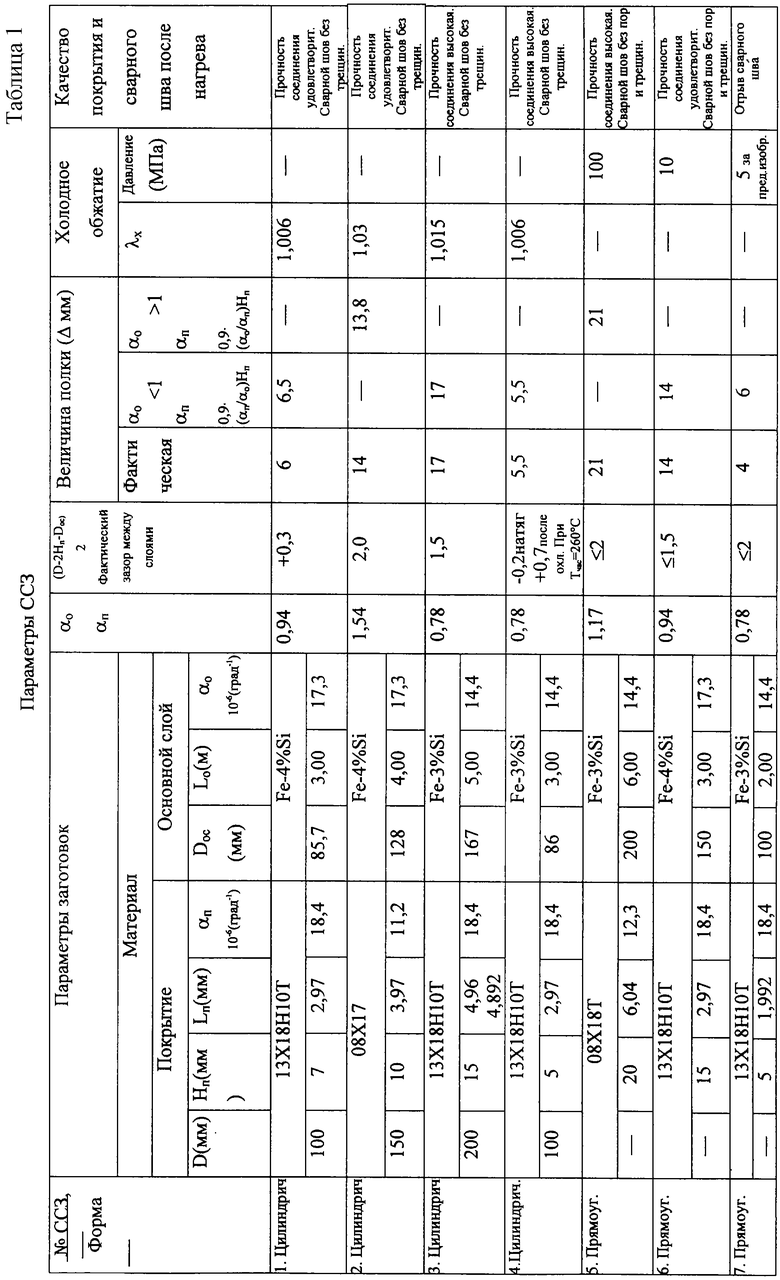
Результаты проведенной экспериментальной работы по изготовлению стального слоистого материала предложенным способом приведены в табл.1, 2. Один из экспериментов описан в примере.
Пример 1.
Цилиндрическую заготовку из стали, содержащей 4% кремния, диаметром 86,7 мм и длиной 3 м после абразивной обработки наружной поверхности собрали с полой цилиндрической заготовкой из стали 13Х18Н10Т с наружным диаметром 100 мм, толщиной стенки 7 мм и длиной 2,97 м. При сборке установили в продольном направлении цилиндрическую заготовку основного слоя относительно полой цилиндрической заготовки плакирующего слоя так, чтобы величина полки на цилиндрической заготовке основного слоя с переднего торца была равна 6 мм; затем заварили передний торец и при комнатной температуре обжали полую цилиндрическую заготовку протягиванием через круглую фильеру с вытяжкой 1,006, нагрели до температуры 1180°С в методической печи и обжали на стане винтовой прокатки с вытяжкой 1,8 при линейной скорости деформации 60 м/мин, затем поместили ССЗ в печь и выдержали при температуре 600°С в течение 2 часов, после чего охладили на воздухе до комнатной температуры и получили ССЗ с толщиной переходного слоя не менее 8 мкм и прочностью соединения не менее 80% от прочности основного слоя.
Источники информации
1. Производство слоистых композиционных материалов. /А.Г.Кобелев и др. - М.:Интермет Инжиниринг, 2002. - 496 с.
2. ЕР 0145803, 26.06.85.
3. Патент RU 2195392, 11.09.2001.
4. Патент RU 2115559, 27.08.96.
5. Патент RU 2103130, 11.09.96.
| название | год | авторы | номер документа |
|---|---|---|---|
| БИМЕТАЛЛИЧЕСКИЙ СТАЛЬНОЙ ПАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2234400C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| КОМПОЗИЦИОННЫЙ СТАЛЬНОЙ НЕРЖАВЕЮЩИЙ МАТЕРИАЛ СО СЛОИСТОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1999 |
|
RU2155134C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562193C1 |
| ПАКЕТ ДЛЯ ПРОИЗВОДСТВА БИМЕТАЛЛОВ ПРОКАТКОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2381093C2 |
| Способ деформационно-термической обработки биметаллического материала | 2022 |
|
RU2779416C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ЗАГОТОВКИ В ВИДЕ ПОЛОСЫ ИЛИ ЛИСТА ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2009 |
|
RU2422283C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2010 |
|
RU2464140C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЗАГОТОВКИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2005 |
|
RU2299103C1 |
Изобретение относится к черной металлургии, а именно к производству слоистой коррозионно-стойкой стали прокаткой. Изобретение может бать использовано при производстве стального слоистого материала как прямоугольной, так и цилиндрической формы, из стали основного и плакирующего слоев, имеющих различные термические коэффициенты линейного расширения (ТКЛР). Задача изобретения - снижение расхода металла. Способ включает изготовление заготовок из углеродистых или низко- или среднелегированных сталей для основного слоя и из высоколегированных сталей с особыми свойствами - для плакирующего слоя, подготовку к сборке поверхностей заготовок, сборку заготовок с образованием полок под сварку на основном или плакирующем слое в зависимости от соотношения ТКЛР сталей. Длина плакирующего слоя и полок регламентируется математической зависимостью. Сварку по торцам и периметру слоев выполняют сначала для фиксации взаимного расположения, а затем в процессе и после прижатия плакирующего слоя к основному при давлении, вызывающем пластическую деформацию и вытяжку плакирующего слоя. Соединение слоев происходит вследствие диффузии легирующих компонентов при нагреве и горячей прокатке, характеризуемой способами и режимами, обеспечивающими значительную вытяжку стальной слоистой заготовки. Изобретение обеспечивает повышение точности изготовления заготовок основного и плакирующего слоев, их взаимного расположения, надежности фиксации их взаимного расположения. 4 ил., 2 табл.
1<λх<1,03,
при этом стальные заготовки основного и плакирующего слоев изготавливают различной длины исходя из соотношения
где Lо, α0 - длина заготовки и ТКЛР материала основного слоя;
Ln, Hn, αn - длина и толщина заготовки и ТКЛР материала плакирующего слоя;
λх - коэффициент вытяжки при холодной деформации плакирующего слоя, выполняемой в процессе прижатия плакирующего слоя к основному;
 , полку под сварку слоев образуют на основном слое, а размер полки устанавливают исходя, из соотношения ТКЛР сталей по зависимости
, полку под сварку слоев образуют на основном слое, а размер полки устанавливают исходя, из соотношения ТКЛР сталей по зависимости
 , взаимное расположение слоев обеспечивают, образуя полку под сварку слоев на плакирующем слое, а размер полки устанавливают, исходя из соотношения ТКЛР сталей по зависимости
, взаимное расположение слоев обеспечивают, образуя полку под сварку слоев на плакирующем слое, а размер полки устанавливают, исходя из соотношения ТКЛР сталей по зависимости
 , при этом заготовку плакирующего слоя изготавливают из стали, выбираемой из группы сталей с содержанием хрома 13 мас.% и более и при содержании никеля менее 4 мас.%.
, при этом заготовку плакирующего слоя изготавливают из стали, выбираемой из группы сталей с содержанием хрома 13 мас.% и более и при содержании никеля менее 4 мас.%. , при этом заготовку плакирующего слоя изготавливают из стали, выбираемой из группы сталей с содержанием хрома 13 мас.% и более и при содержании никеля менее 4 мас.%.
, при этом заготовку плакирующего слоя изготавливают из стали, выбираемой из группы сталей с содержанием хрома 13 мас.% и более и при содержании никеля менее 4 мас.%.хром 2, никель 4, марганец 2, кремний 4.
 , при этом заготовки основного слоя изготавливают из стали, выбираемой из группы сталей с ТКЛР в диапазоне температур 373-1273°К, находящимся в пределах 11·10-6 K_1<αo<15·10-6 K-1 при содержании в них хрома менее 2 мас.%, а никеля менее 4 мас.%.
, при этом заготовки основного слоя изготавливают из стали, выбираемой из группы сталей с ТКЛР в диапазоне температур 373-1273°К, находящимся в пределах 11·10-6 K_1<αo<15·10-6 K-1 при содержании в них хрома менее 2 мас.%, а никеля менее 4 мас.%. , при этом заготовки основного слоя изготавливают из стали, выбираемой из группы сталей с ТКЛР в диапазоне температур 373-1273К, находящимся в пределах 11·10-6 K-1<αo<15·10-6 K-l при содержании в них хрома менее 2 мас.%, а никеля менее 4 мас.%.
, при этом заготовки основного слоя изготавливают из стали, выбираемой из группы сталей с ТКЛР в диапазоне температур 373-1273К, находящимся в пределах 11·10-6 K-1<αo<15·10-6 K-l при содержании в них хрома менее 2 мас.%, а никеля менее 4 мас.%.
где Тн.n.с. и Ток - температура нагрева полой цилиндрической заготовки плакирующего слоя для сборки и температура начала интенсивного окисления ее поверхности;
Тн - температура нагрева ССЗ под горячую прокатку, а после сборки ССЗ охлаждают до температуры окружающей среды.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 1996 |
|
RU2103130C1 |

