Изобретение относится к области горячей прокатки сплавов на основе железа, в частности к горячей прокатке заготовок из композиционного стального материала, содержащего соединенные сердцевину и поверхностный слой, выполненные соответственно из рядовой и коррозионно-стойкой стали.
Применение коррозионно-стойких слоистых материалов позволяет достигать экономии дефицитных легирующих элементов, таких как никель, молибден, хром, при изготовлении изделий, предназначенных для сложных условий эксплуатации, поскольку только поверхностный (плакирующий) слой в этих изделиях содержит дефицитные легирующие элементы.
Под рядовой сталью следует понимать широко распространенные стали, не обладающие повышенной коррозионной стойкостью, в том числе низкоуглеродистые, углеродистые, низко или среднелегированные стали, электротехническую сталь, а также стали, легированные кремнием в количестве от 1,5 до 6%.
Широко известны способы производства и прокатки листовых композиционных изделий, раскрытые, например, в книге «Технология слоистых металлов», М.: Металлургия, 1991, авторы Кобелев А.Г., Потапов И.Н., Кузнецов Е.В., стр. 113-114. В частности, известный способ предусматривает нагрев прокатной заготовки, состоящей из сердцевины и поверхностного плакирующего слоя, выполненных соответственно из рядовой и коррозионно-стойкой стали, до температуры начала прокатки на уровне более чем 1220°С, и последующее обжатие по толщине с величиной не более 5% за проход.
Также известен способ горячей прокатки тонколистовой стальной композиционной заготовки с поверхностным слоем из нержавеющей стали, раскрытый в книге «Производство металлических слоистых композиционных материалов», М.: Интермет Инжиниринг, 2002, стр.208-209, включающий нагрев заготовки, состоящей из сердцевины и поверхностного плакирующего слоя, выполненных соответственно из рядовой и коррозионно-стойкой стали, до температуры начала прокатки на уровне более чем 1240°С, и последующее обжатие.
В известных способах режим прокатки выбирается таким образом, чтобы обеспечить прокатку наиболее труднодеформируемой стали. Таким образом, хотя в композиционном стальном материале образующие сердцевину и поверхностный слой стали значительно различаются по свойствам, например, коэффициент линейного расширения может различаться в несколько раз, при выборе режима прокатки зачастую руководствуются необходимостью применения режима прокатки, относящегося к более легированной и соответственно, труднодеформируемой стали, что снижает эффективность процесса прокатки, поскольку часто ведет к возникновению брака, вызванного неравномерностью деформации сердцевины и поверхностного слоя.
Кроме того, изготовление только листовых изделий, предусмотренное в известных способах, не позволяет в достаточной мере применять композиционные стальные материалы, поскольку существует потребность в изделиях, которые относятся к сортовому прокату: стержни, катанка, гнутые профили и т.д.
Многочисленные эксперименты, проведенные авторами настоящего изобретения, показали, что при изготовлении сортовых изделий из композиционного стального материала посредством прокатки в калибрах и при применении режима прокатки, адаптированного для поверхностного плакирующего слоя, состоящего как правило из коррозионно-стойкой стали, при прокатке зачастую возникает переполнение калибров и образуются «усы», делающие невозможной дальнейшую прокатку и приводящие к браку.
Таким образом, на сегодняшний день существует проблема прокатки в калибрах заготовок, выполненных из композиционного стального материала.
Исходя из вышеизложенного, задачей настоящего изобретения является создание способа горячей прокатки заготовки из композиционного стального материала, в котором обеспечивается изготовление сортового проката с сердцевиной из рядовой стали и поверхностным слоем из коррозионно-стойкой стали.
Техническим результатом изобретения является снижение брака при сортовой прокатке заготовок из композиционного стального материала, содержащих поверхностный слой из коррозионно-стойкой стали.
По мнению авторов настоящего изобретения, достаточно сложно разработать или подобрать режим сортовой прокатки композиционного стального изделия, основываясь только на характеристиках поверхностного слоя или наиболее труднодеформируемого слоя.
В основе предложенного изобретения лежит идея разработки режима прокатки для композиционного стального материала, выполненного из нескольких слоев, и содержащего по меньшей мере поверхностный слой из коррозионно-стойкой стали и сердцевину из рядовой стали.
Таким образом, авторы исходят из того, что прокатке подвергается композиционный материал, имеющий различный состав и свойства в сердцевине и в поверхностном слое, а не разнородные, механически соединенные слои, а следовательно при прокатке существует взаимовлияние сердцевины на характеристики деформации поверхностного слоя композиционного стального материала и наоборот. Вследствие взаимовлияния областей композиционного стального материала, имеющих различный состав и свойства, условия деформации в наиболее труднодеформируемой области материала могут быть облегчены.
Базируясь на изложенном выше подходе, авторами были разработаны режимы сортовой прокатки заготовок из композиционного стального материала.
Для решения поставленной задачи, согласно настоящему изобретению предложен способ горячей прокатки заготовок из композиционного стального материала, содержащего соединенные сердцевину и поверхностный слой, выполненные соответственно из рядовой и коррозионно-стойкой стали, при котором заготовку равномерно нагревают до температуры 950-1200°С и осуществляют последующее обжатие заготовки по меньшей мере за один проход в прокатной клети, с обеспечением коэффициента вытяжки за проход не более 1,2, при этом перед и/или во время прокатки регулируют температуру поверхности композиционной стальной заготовки.
В другом варианте, поставленная задача решается в способе горячей прокатки заготовок из композиционного стального материала, содержащего соединенные сердцевину и поверхностный слой, выполненные соответственно из рядовой и коррозионно-стойкой стали, при котором заготовку равномерно нагревают до температуры 800-950°С и осуществляют последующее обжатие заготовки по меньшей мере за один проход в прокатной клети, с обеспечением коэффициента вытяжки за проход 1,2-2,5, при этом перед и/или во время прокатки регулируют температуру поверхности композиционной стальной заготовки.
Предпочтительные варианты реализации заявленного изобретения предусматривают дополнительное регулирование температуры поверхности заготовки из композиционного стального материала перед прокаткой посредством охлаждения или дополнительного нагрева, при этом температура поверхности устанавливается в интервале 800-1000°С для высоких значений коэффициента вытяжки и на уровне 950-1000°С для низких значений коэффициента вытяжки. Дополнительное регулирование температуры позволяет создавать в заготовке градиент температуры по толщине в зависимости от величины изменения свойств композиционного стального материала в поверхностном слое и в сердцевине. При приближении свойств в поверхностном слое и в сердцевине композиционного стального материала целесообразно уменьшать градиент температуры заготовки перед прокаткой.
При прокатке заготовки более чем за один проход может осуществляться нагрев заготовки между проходами для компенсации тепловых потерь, при этом температуру поверхности заготовки устанавливают на уровне 800-1000°С.
Предпочтительно осуществлять прокатку в двухвалковой прокатной клети с валками, имеющими в зависимости от производимого проката гладкую бочку или совокупность вертикальных и горизонтальных калибров. Таким образом, возможность производства сортового проката из композиционного стального материала обеспечивается на широком спектре оборудования.
Далее приводятся примеры реализации настоящего изобретения для изготовления сортового проката разного вида.
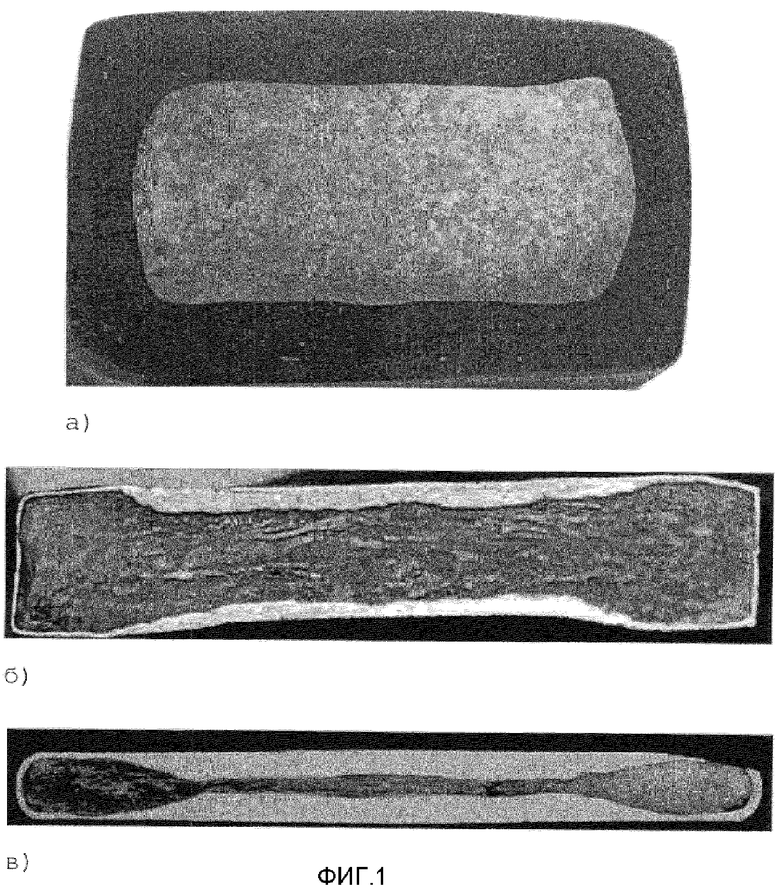
На фиг.1а-1в показаны различные профили из композиционного стального материала, полученные прокаткой способом согласно настоящему изобретению и подвергнутые травлению. Как видно из представленных изображений, существуют существенные различия между свойствами и составом поверхностной зоны и сердцевины в композиционном стальном материале, которые следует учитывать.
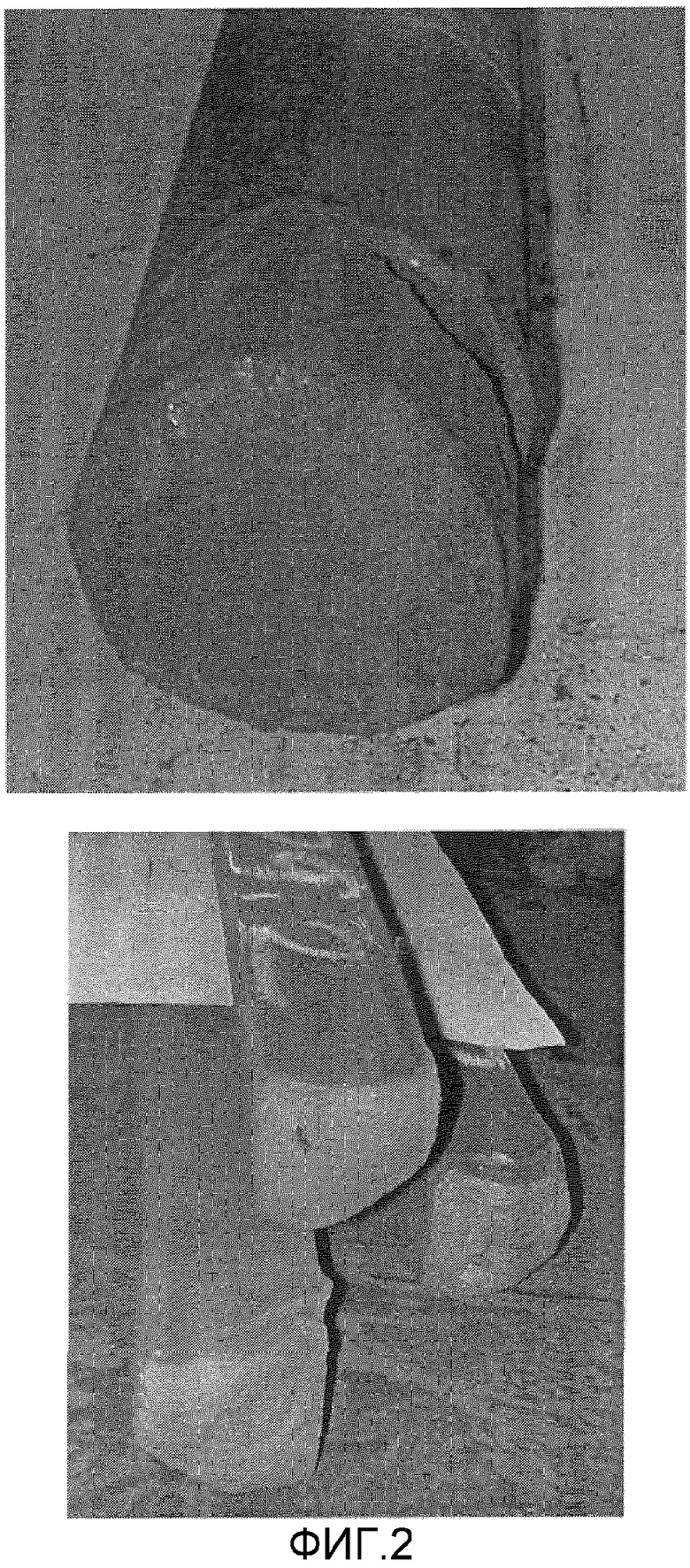
На Фиг.2 представлены квадратная и круглая заготовки.
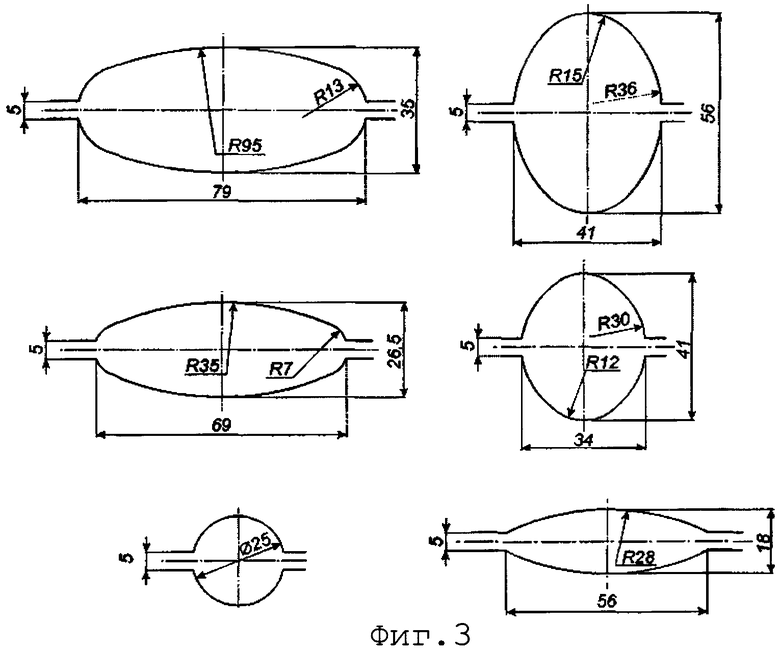
На фиг.3 показана система калибров для получения круглой заготовки.
Для получения мелкосортного проката использовался двухвалковый стан с валками диаметром 300 мм, при этом валки в зависимости от вида получаемого проката были калиброванными или имели гладкую бочку. На стане были получены следующие профили: прямоугольник, полоса, круг, квадрат. Задачей ставилось получение проката как можно более мелкого сорта.
Получение проката прямоугольного сечения
Прокат прямоугольного сечения получали на валках типа гладкая бочка. Были получены два варианта прутков прямоугольного сечения: из заготовки ⊘ 90 мм - 40×60 мм; из заготовок ⊘ 60 и 70 мм - 18×30 мм. (Фиг.1а)
Заготовки перед прокаткой нагревались в печи до температуры 1200°С с выдержкой 35-40 мин. Длина заготовок составляла от 400 до 500 мм.
В таблице 1 представлены значения коэффициентов вытяжек для каждого прохода при получении прямоугольного прутка 40×60 мм. Температура заготовки перед подачей в валки составляла в среднем 1170°С по оптическому пирометру. Температура конца прокатки составляла в среднем 980°С. В дальнейшем часть полученных прямоугольных прутков использовалась в качестве заготовок для получения круглого проката.
Значения коэффициентов вытяжки
для прямоугольного прутка 40×60 мм
Значения коэффициентов вытяжки для получения прямоугольного прутка 18×30 мм приведены в таблице 2. При получении этих прутков осуществлялся подогрев заготовки после 6 прохода, при снижении температуры заготовки до 850-900°С.
Значения коэффициентов вытяжки
для прямоугольного прутка 18×30 мм
Получение полосы
Из прямоугольного прутка 18×30 мм на валках типа гладкая бочка были получены полосы 3×33 мм, 4×27 мм и 5×68 мм (фиг.1б, 1в). Температура начала прокатки составляла 1200°С. В таблице 3 представлены значения коэффициентов вытяжек для каждого прохода при получении полосы 3×33 мм из заготовки 18×30 мм. При получении полосы 3×33 мм осуществлялся промежуточный подогрев после 7 прохода, при снижении температуры заготовки до 850-900°С. Для одной из полос промежуточного нагрева не производилось, и последние проходы осуществлялись при температуре около 700°С. На поверхности полосы произошло разрушение нержавеющего слоя.
Значения коэффициентов вытяжек для полосы 3×33 мм
Получение круга
Для получения мелкосортного круга диаметром 25 мм была выбрана калибровка, состоящая из 6 калибров: 3 горизонтальных овала, 2 вертикальных и 1 круга. Система калибров, использовавшихся для получения круглого проката диаметром 25 мм, показана на фиг.3. Заготовки нагревались в печи до температуры 1200°С. Последовательность прокатки следующая: 3 прохода через 1-й калибр и по одному проходу через каждый последующий, всего 8 проходов. В таблице 4 представлены значения коэффициентов вытяжек для каждого прохода. Заготовкой являлись прутки прямоугольного сечения 40×60 мм с толщиной покрытия 3 мм и 8 мм.
При использовании указанной калибровки и при значениях коэффициента вытяжки за проход, превышающего 1,2, происходило переполнение калибра, не позволившее получить качественный прокат. Применение калибровки, обеспечивающей значения коэффициента вытяжки за проход, не превышающего 1,2, привело к получению качественного круглого проката. На фиг.2 изображен полученный круглый прокат. При первом эксперименте по прокатке с такой калибровкой клеть стана не была оборудована проводками. При прокатке заготовки температура начала прокатки 1100°С, было отмечено скручивание заготовок в вертикальном калибре. Применение роликовой проводки для удержания заготовки в вертикальных калибрах решило проблему скручивания. Также было опробовано подстуживание заготовок перед очередным проходом до температуры до 950-1000°С. Температура контролировалась по оптическому пирометру. Это привело к получению качественного профиля на всех калибрах.
Получение квадрата
Для получения квадрата (Фиг.2) использовалась круглая заготовка диаметром 68 мм. Применялась калибровка ромб - квадрат, имеющая два калибра: горизонтальный ромб и вертикальный квадрат. Температура начала прокатки составляла 1200°С. Прокатка осуществлялась в четыре прохода. Три последовательных прохода через 1 калибр, с уменьшением после каждого прохода расстояния между валками, и одного - через квадрат. В третьем проходе для всех вариантов подбора калибровки значение коэффициента вытяжки не превышало 1,25. Температура заготовки перед третьим проходом составляла 950°С. В таблице 5 представлены значения параметров прокатки в системе калибров ромб - квадрат, при которой получились наилучшие результаты.
про-
хода
калибра/профиля
Н, мм
В, мм
F, мм
мм
мм
вытяжки
Таким образом, эксперименты показали, что предложенный режим прокатки позволяет производить сортовой прокат высокого качества из композиционного стального материала, состоящего из сердцевины и поверхностного слоя, выполненных соответственно из рядовой и коррозионно-стойкой стали. При этом обеспечивается высокое качество полученных изделий и низкая доля бракованных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2012 |
|
RU2492007C1 |
| Способ прокатки коррозионностойких сталей мартенситно-ферритного класса | 1990 |
|
SU1785448A3 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 2005 |
|
RU2291205C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОФИЛЯ ИЗ КРЕМНЕМАРГАНЦОВИСТОЙ СТАЛИ | 2008 |
|
RU2376392C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВЫХ ПРОФИЛЕЙ | 2002 |
|
RU2228806C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ ЛЕГИРОВАННОЙ ПРУЖИННОЙ СТАЛИ | 2005 |
|
RU2296017C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВ | 2011 |
|
RU2463138C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| ПЛАКИРОВАННЫЙ СТАЛЬНОЙ СОРТОВОЙ ПРОКАТ ДЛЯ АРМИРОВАНИЯ БЕТОНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2206631C2 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО ПРОФИЛЬНОГО ПРОКАТА ДЛЯ ТЕЛ КАЧЕНИЯ ПОДШИПНИКОВ | 2006 |
|
RU2320733C1 |
Изобретение относится к области горячей прокатки заготовок из композиционного стального материала. Задача изобретения - снижение брака при прокатке заготовок, содержащих соединенные сердцевину и поверхностный слой, выполненные соответственно из рядовой и коррозионно-стойкой стали. Заготовку равномерно нагревают до температуры 950-1200°С и осуществляют последующее обжатие по меньшей мере за один проход в прокатной клети с обеспечением коэффициента вытяжки за проход 1,2-2,5. Как вариант, заготовка может быть нагрета до температуры 800-950°С, при этом обжатие производят с вытяжкой за проход 1,2-2,5. Изобретение обеспечивает благоприятные условия деформации в наиболее труднодеформируемой области материала за счет использования фактора взаимовлияния областей композиционного материала. 2 н. и 10 з.п. ф-лы, 3 ил., 5 табл.
| КОБЕЛЕВ А.Г | |||
| и др | |||
| Технология слоистых материалов | |||
| - М.: Металлургия, 1991, с.113-114 | |||
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| Способ получения полых изделий из разнородных материалов | 1990 |
|
SU1726180A1 |
| Способ изготовления биметаллической проволоки | 1991 |
|
SU1796383A1 |
| JP 57103790 A, 28.06.1982. | |||

