Изобретение относится к металлургии и может быть использовано при производстве биметаллов в виде плит и листов различной толщины из биметаллических слитков.
Цель изобретения - улучшение условий прокатки, снижение трудоемкости процесса и металлоемкости пакета.
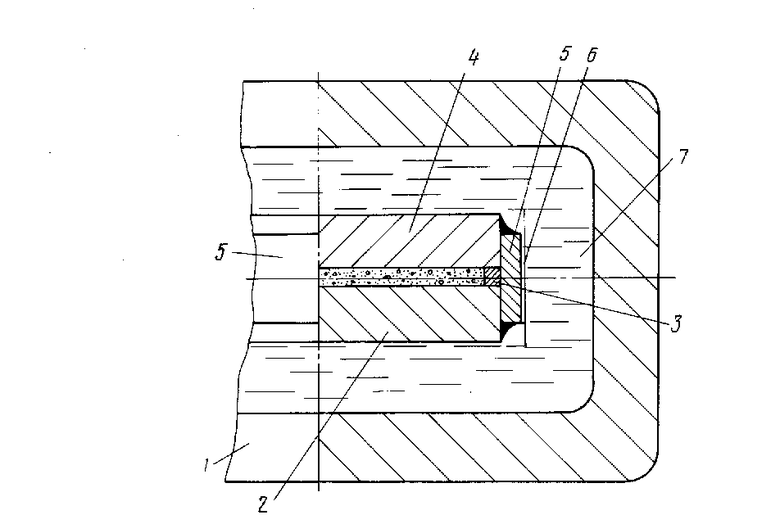
Способ поясняется чертежом, где изображено горизонтальное сечение изложницы.
В полости изложницы 1 установлен пакет, который залит металлом 7. Пакет состоит из пластин (слябов) 2, прокладки в виде рамы 3, разделительного слоя 4. Слябы сварены в пакет по узким граням пластинами 5, на поверхность пакета нанесено покрытие 6.
Разделительный слой предохраняет плакирующие пластины от схватывания между собой в процессе прокатки слитков, не разрушается и не накапливается на контактных поверхностях, не выделяет активных газов в процессе нагрева под прокатку. В качестве разделительного слоя применяется обмазка на основе окислов металлов, например, состоящая из мелкого порошка магнезита, огнеупорной глины, а также жидкого стекла.
Улучшение качества соединения пакета и заливаемого металла, а также снижение металлоемкости и трудоемкости изготовления пакета достигается за счет использования вместо герметизирующей коробки пластин, соединяющих слябы с помощью сварки по периметру, т. е. только по узким граням пакета.
Изготовлено около 4,0 т листового проката. Результаты металлографического анализа свидетельствуют об удовлетворительной сплошности соединения плакирующего и основного слоев.
П р и м е р . Изготовление слитков массой 0,9 т из нержавеющей стали марки Х18Н10Т, и конструкционной стали марки Ст. 3.
При изготовлении герметизирующей коробки используется в три и более раза большее количество металла, чем при сборке пакета по изобретению, т. е. с помощью приварки пластин только по узким граням.
Кроме того, при изготовлении биметалла по данному способу выход годного за счет снижения брака по расслоениям по сравнению с прототипом увеличивается на 20 % .
Способ изготовления биметаллических заготовок может найти применение в черной металлургии, в частности при изготовлении новых композиционных материалов, минуя промежуточный цикл изготовления проката коррозионно-стойких монометаллов. (56) Авторское свидетельство СССР N 850299, кл. B 22 D 19/00, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕРМЕТИЧНОЕ КОРРОЗИОННОСТОЙКОЕ СОЕДИНЕНИЕ КОРПУСА СОСУДА И ТРУБОПРОВОДА ИЗ НЕСВАРИВАЮЩИХСЯ СВАРКОЙ ПЛАВЛЕНИЕМ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1997 |
|
RU2115522C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
| Способ изготовления биметаллических пакетов | 1976 |
|
SU585033A1 |
| Способ производства многослойного листа из многослойного слитка | 1976 |
|
SU633706A1 |
| Трехслойный сляб | 1991 |
|
SU1792754A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ СЛИТКОВ С ИЗНОСОСТОЙКИМ НАПЛАВЛЕННЫМ СЛОЕМ | 2012 |
|
RU2501628C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ ПЛАКИРОВАННЫХ ЛИСТОВ | 2002 |
|
RU2225781C2 |
| Способ получения биметаллических заготовок | 1982 |
|
SU1140915A1 |
| Способ получения непрерывнолитых заготовок | 1988 |
|
SU1715473A1 |
Использование: в металлургии при производстве биметаллов в виде плит и листов различной толщины из биметаллических слитков. Сущность изобретения: в изложницу 1 устанавливают пакет, состоящий из двух пластин (слябов) 2. Между пластинами пакета помещают прокладку 4 в виде рамы, обеспечивающую регламентированный зазор, на прилегающие широкие грани слябов 2 наносят разделительный слой 4 на основе окислов металлов до заполнения им зазора, а соединение пластин 2 в пакет производят путем приварки сплошным герметичным швом по узким граням пластин 5 из стали, аналогичной по химическому составу с заливаемой. На поверхность пакета наносят покрытие 6. При этом в пакет сваривают слябы из углеродистой или низколегированной стали, а заливку осуществляют коррозионно-стойкой сталью или сплавом. 1 з. п. ф-лы, 1 ил.