Изобретение относится к области металлургии, в частности к непрерывной и полунепрерывной разливке жидких металлов.
Известно устройство “Установка для непрерывного литья” Заявка 58-28845. Япония. Заявл. 06.09.81. №56-123350. Опубл. 16.02.84. МКИ B 22 D 11/04 (Р. ж. Т. М. №7-84), состоящее из металлоприемника, выполненного из огнеупорного теплоизоляционного материала и закрепленного на водоохлаждаемом кристаллизаторе.
Недостатками такого устройства являются низкая скорость литья из-за отсутствия дополнительных устройств для обеспечения интенсивного теплообмена между слоями металла и невысокое качество слитка из-за попадания окисной пленки в тело слитка при разливке металла.
Наиболее близким к заявленному устройству является устройство для непрерывного литья слитков, представленное в патенте США №3381741, МКИ B 22 D 11/00. Method and apparatus for continuous casting of ingots (Метод и установка для непрерывного литья слитков) Aluminium company of America, USA, G. R. Gardner, Original Filed, June 7, 1963; April 13, 1966 и содержащее кристаллизатор, распределительную чашу и тепловую насадку с крышкой, расположенную над кристаллизатором.
Недостатком такого устройства является невозможность обеспечить высокое качество слитка из-за частичного попадания окисной пленки в тело слитка в процессе литья.
В основу изобретения положена задача создания устройства для литья слитков с улучшенными технологическими характеристиками, которое позволяет использовать дополнительные устройства для интенсификации теплообмена в процессе кристаллизации слитка при сохранении его высокого качества.
Поставленная задача решается тем, что в устройстве для литья слитков, содержащем кристаллизатор, распределительную чашу и тепловую насадку с крышкой, согласно изобретению, над кристаллизатором дополнительно размещено несколько тепловых насадок, с внешней стороны которых расположен один или несколько электромагнитных индукторов, а с внутренней стороны расположены крышки, образующие уровни, при этом нижняя тепловая насадка с крышкой герметично примыкает к кристаллизатору, а расположенные над ней тепловые насадки с крышками примыкают одна к другой; в каждой из дополнительных крышек имеется одно или несколько отверстий, с буртиками по периметру, при этом отверстия в каждой из крышек размещены без перекрытия друг друга.
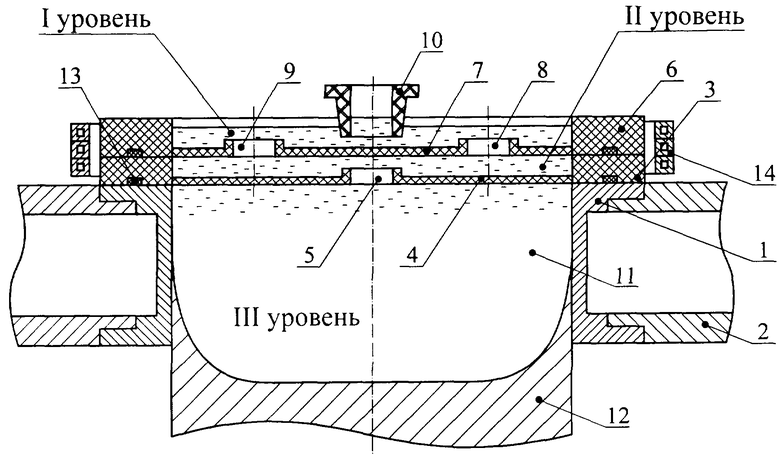
На чертеже изображено в разрезе устройство для литья слитков.
Устройство для литья слитков содержит кристаллизатор 1, установленный в корпусе 2. На кристаллизатор 1 установлена тепловая насадка 3 с крышкой 4, в которой выполнено отверстие 5. К тепловой насадке 3 сверху примыкает тепловая насадка 6 с крышкой 7, в которой имеются отверстия 8 и 9. Сверху над крышкой 7 расположена распределительная чаша 10, через которую поступает расплавленный металл 11 для формирования слитка 12. Между кристаллизатором 1 и тепловой насадкой 3, а также между тепловыми насадками 3 и 6 расположены прокладки 13 для герметизации пространства между ними. Вокруг тепловых насадок 3 и 6 расположен электромагнитный индуктор 14.
Устройство работает следующим образом.
Начало литья
Жидкий металл 11 через распределительную чашу 10 поступает в область, ограниченную с боков тепловой насадкой 6, а снизу крышкой 7, в результате чего она заполняется жидким металлом, который задерживается крышкой 7. При достижении жидким металлом уровня, превышающего буртики отверстий 8 и 9, жидкий металл поступает в область, ограниченную с боков тепловой насадкой 3, и полностью заполняет пространство между крышкой 4 и крышкой 7. После этого через отверстие 5 металл поступает в кристаллизатор 1, где в начальный момент снизу удерживается поддоном, а в дальнейшем слитком 12.
Процесс литья
При установлении скорости литья жидкий металл 11 через распределительную чашу 10 и через отверстия 8, 9 и 5 поступает в кристаллизатор. Тепловой насадкой 6 формируется уровень металла, на зеркале которого образуется окисная пленка. При этом окисная пленка, удерживаемая силами поверхностного натяжения до определенного момента времени на поверхности металла, впоследствии разрывается и попадает на дно I уровня, то есть на крышку 7. Какая-то часть окисной пленки, которая расположена непосредственно над отверстиями 8 и 9, попадает на II уровень и оседает на крышку 4, где и задерживается впоследствии. Учитывая, что II уровень между крышкой 4 и крышкой 7 полностью заполнен жидким металлом, то в этой зоне не происходит образования оксидной пленки. Так как отверстие 5 обрамлено буртиком, то окисная пленка, упавшая на крышку 4, не может попасть через отверстие 5 на III уровень в жидкий металл, находящийся в кристаллизаторе, где формируется тело слитка. Тем самым обеспечивается практически 100% защита слитка от попадания в него окисных пленок. Для предотвращения протекания жидкого металла между тепловыми насадками или между тепловой насадкой и кристаллизатором предусмотрены прокладки 13. При наличии крышек в тепловых насадках, расположенных над кристаллизатором, металл в них может охлаждаться или налипать на них. Для обеспечения нормальных условий литья вокруг тепловых насадок расположен электромагнитный индуктор 14, создающий вихревые токи в жидком металле, тем самым способствуя циркуляции металла над кристаллизатором.
Предлагаемое устройство можно использовать как при литье слитков квадратно-прямоугольной, Т-образной, так и круглой формы. Особенно такое устройство является необходимым при литье слитков из сплавов, где необходимо использование устройств для измельчения структуры зерна слитка, например, таких как электромагнитные перемешиватели жидкой сердцевины слитка или ультразвуковые перемешиватели жидкой сердцевины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАТОР ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2231006C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО РАФИНИРОВАНИЯ АЛЮМИНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ | 2003 |
|
RU2233344C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО РАФИНИРОВАНИЯ АЛЮМИНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ | 2003 |
|
RU2240368C1 |
| Установка для полунепрерывного литья плоских слитков | 2018 |
|
RU2714453C1 |
| СПОСОБ РАФИНИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2003 |
|
RU2237091C1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| Способ полунепрерывного литья слитков из алюминиевых сплавов | 2018 |
|
RU2697144C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ СЕРДЦЕВИНЫ СЛИТКА | 1997 |
|
RU2116160C1 |
| Установка непрерывного или полу-НЕпРЕРыВНОгО лиТья СлиТКОВ B элЕКТРО-МАгНиТНОМ КРиСТАллизАТОРЕ | 1978 |
|
SU806238A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО РАФИНИРОВАНИЯ ЭЛЕКТРОПРОВОДНЫХ РАСПЛАВОВ | 2001 |
|
RU2194779C2 |
Изобретение относится к области металлургии, в частности к непрерывной и полунепрерывной разливке жидких металлов. Технический результат - обеспечение практически 100% защиты слитка от попадания в него окисных пленок, интенсификация теплообмена в процессе кристаллизации слитка при сохранении его высокого качества. Устройство содержит несколько тепловых насадок, размещенных над кристаллизатором, с внешней стороны которых расположен один или несколько электромагнитных индукторов. С внутренней стороны расположены крышки, образующие уровни. Нижняя тепловая насадка с крышкой герметично примыкает к кристаллизатору, а расположенные над ней тепловые насадки с крышками примыкают одна к другой. В каждой из крышек имеется одно или несколько отверстий, с буртиками по периметру, при этом отверстия в каждой из крышек размещены без перекрытия друг друга. Предлагаемое устройство можно использовать при литье слитков квадратно-прямоугольной, Т-образной и круглой формы. 1 ил.
Устройство для литья слитков, содержащее кристаллизатор, распределительную чашу и тепловую насадку с крышкой, отличающееся тем, что над кристаллизатором дополнительно размещено несколько тепловых насадок, с внешней стороны которых расположен один или несколько электромагнитных индукторов, а с внутренней стороны расположены крышки, образующие уровни, при этом нижняя тепловая насадка с крышкой герметично примыкает к кристаллизатору, а расположенные над ней тепловые насадки с крышками примыкают одна к другой, в каждой из дополнительных крышек имеется одно или несколько отверстий с буртиками по периметру, при этом отверстия в каждой из крышек размещены без перекрытия друг друга.
| US 3381741, 07.05.1968 | |||
| СПОСОБ ПОДАЧИ РАСПЛАВА ПРИ ГРУППОВОЙ РАЗЛИВКЕ | 1992 |
|
RU2038910C1 |
| УСТРОЙСТВО ДЛЯ РАСПРЕДЕЛЕНИЯ И РЕГУЛИРОВАНИЯ МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ ПРИ ВЕРТИКАЛЬНОЙ НЕПРЕРЫВНОЙ РАЗЛИВКЕ ПЛОСКИХ СЛИТКОВ | 1993 |
|
RU2066584C1 |
| Устройство для распределения металла в кристаллизаторе при вертикальной непрерывной разливке металлов в электромагнитном поле | 1978 |
|
SU961548A3 |
| ЛИТЕЙНОЕ ОБОРУДОВАНИЕ | 1996 |
|
RU2147968C1 |
| ЕР 620062 А, 19.10.1994 | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| WO 00/37197, А1, 29.06.2000. | |||

