Изобретение относится к области энергомашиностроения и может быть использовано при изготовлении и ремонте теплообменного оборудования, в частности аппаратов воздушного охлаждения (АВО) с теплообменными секциями, имеющими разъемные камеры.
Известен способ изготовления или ремонта теплообменных секций АВО, имеющих разъемные камеры, при котором в отверстиях трубных решеток размещают и закрепляют концы трубчатых элементов, а на наружных поверхностях трубных решеток устанавливают крышки, которые затем закрепляют с образованием разъемных камер /Аппараты воздушного охлаждения. Общие технические условия, ОСТ 26-02-1309-96, Москва, 1996/.
Указанные АВО работают в условиях высоких давлений, в связи с чем особые требования предъявляются к жесткости разъемных камер теплообменных секций, поскольку возникающие в процессе эксплуатации взаимные деформации крышек и трубных решеток приводят к нарушению герметичности в зоне их соединения и, следовательно, к утечке продукта во внешнюю среду.
Учитывая изложенное, необходимо обеспечивать минимальные деформации крышек и трубных решеток.
В настоящее время задача уменьшения относительных деформаций элементов разъемных камер теплообменных секций решается путем увеличения толщины крышек и трубных решеток.
Согласно методике расчета толщины трубных решеток и крышек теплообменных секций АВО, приведенной в ГОСТ 25822-83 (Аппараты воздушного охлаждения. Нормы и методы расчета на прочность) для существующих теплообменных секций с разъемными камерами указанные толщины составляют до 85 мм.
Проведенный анализ показал, что столь высокие толщины определяются, как правило, не прочностными ограничениями, а требованиями жесткости.
Технической задачей настоящего изобретения является повышение надежности работы теплообменных секций за счет повышения жесткости разъемных камер при одновременном снижении толщин крышек и трубных решеток.
Поставленная задача решается за счет того, что в известном способе изготовления или ремонта теплообменных секций АВО, имеющих разъемные камеры, включающем размещение и закрепление в отверстиях трубных решеток концов трубчатых элементов и установку на наружных поверхностях трубных решеток крышек с последующим их закреплением и образованием разъемных камер, согласно изобретению, предварительно в крышке каждой разъемной камеры выполняют одно или более отверстий, которые располагают соосно соответствующим отверстиям с резьбой в трубной решетке и равномерно по ширине разъемной камеры в центральной ее части, используют стяжки в виде стержня с резьбовым участком и кольцевым упором на одном конце и с резьбовым участком, кольцевым упором и расположенным между ними гладким посадочным участком - на втором, стяжки первым из упомянутых концов ввинчивают в резьбовые отверстия трубной решетки до взаимодействия соответствующего кольцевого упора с наружной поверхностью трубной решетки, после чего место соединения решетки со стяжками герметизируют, установку каждой крышки на наружную поверхность трубной решетки с установленными стяжками производят с размещением гладкого посадочного участка на втором конце каждой стяжки в соответствующем отверстии крышки до взаимодействия кольцевого упора на этом конце стяжки с внутренней поверхностью крышки и с расположением его резьбового участка за пределами разъемной камеры с внешней стороны крышки, а после закрепления крышки на трубной решетке на упомянутый выступающий за пределы разъемной камеры резьбовой участок каждой стяжки устанавливают герметизирующую прокладку и навинчивают глухую гайку до обеспечения герметичности в зоне упомянутой прокладки.
В зависимости от конструкции АВО в трубной решетке теплообменной секции может быть от 100 до 200 отверстий под развальцовываемые концы теплообменных труб. При этом в соответствии с ОСТ 26-02-1309-96 при изготовлении секций в случае невозможности обеспечения герметичности при развальцовке концов труб допускается заглушение до трех отверстий.
В соответствии с настоящим изобретением допускается использовать от одного до трех отверстий в трубной решетке, предназначенных для размещения концов теплообменных труб для обеспечения ее жесткой связи с крышкой, путем закрепления в них одного из концов стяжек. Либо можно использовать области трубных решеток между основными отверстиями для выполнения резьбовых отверстий под стяжки. В последнем варианте резьбовые отверстия в трубной решетке могут быть не сквозными и их число может быть любым.
Расположение стяжек в средней части разъемных камер является оптимальным с точки зрения увеличения жесткости конструкции.
Как показывают расчеты, эффект увеличения жесткости наступает даже при использовании одной стяжки.
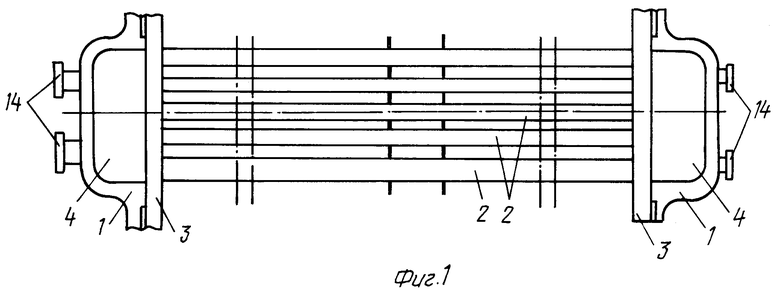
Изобретение поясняется чертежами, где на фиг.1 изображена схема теплообменной секции с разъемными камерами АВО;
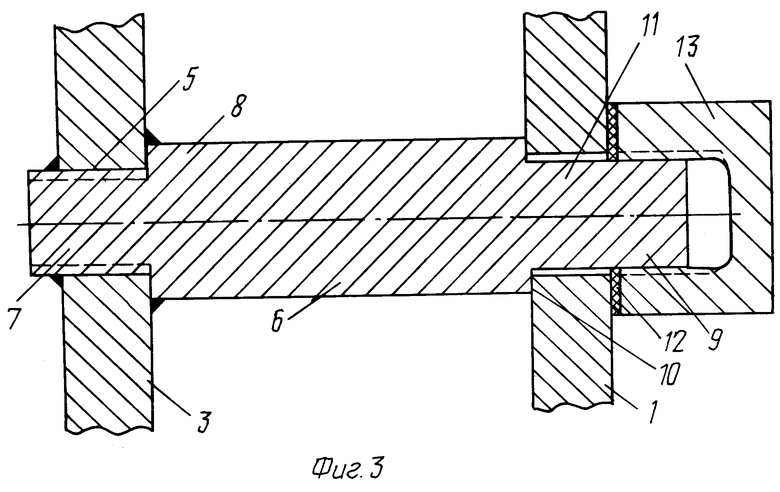
на фиг.2 (а, в) схема возможного расположения отверстий в передней и задней крышках теплообменных секций, на фиг.3 - схема крепления стяжки в крышке и трубной решетке теплообменной секции.
Способ осуществляют следующим образом.
Теплообменная секция АВО содержит трубные решетки 3, в отверстиях которых закреплены концы теплообменных труб 2. На наружной поверхности трубных решеток смонтированы крышки 1, образующие с трубными решетками разъемные камеры 4. Для обеспечения герметичности разъемных камер 4 зону стыка трубных решеток 3 и крышек 1 уплотняют.
При изготовлении теплообменных секций предварительно в каждой крышке 3 выполняют одно или более отверстий, которые располагают соосно отверстиям с резьбой 5 соответствующей трубной решетки 3. Упомянутые отверстия с резьбой 5 размещены в средней части разъемной камеры 4 равномерно по ее ширине с исключением совмещения со штуцерами 14.
В упомянутые отверстия с резьбой 5 одним концом ввинчивают стяжки 6, выполненные в виде стержня с резьбовым участком 7 и кольцевым упором 8 на одном конце и с резьбовым участком 9, кольцевым упором 10 и гладким посадочным участком 11 - на втором конце. Ввинчивание стяжек производят до взаимодействия кольцевого упора 8 с наружной поверхностью трубной решетки. Место соединения трубной решетки со стяжками герметизируют, например, с помощью сварки (если резьбовые отверстия не глухие).
Затем крышки 1 устанавливают на наружную поверхность трубных решеток 3, при этом гладкий посадочный участок 11 второго конца каждой стяжки размещают в соответствующем отверстии крышки 1 до взаимодействия кольцевого упора 10 с внутренней поверхностью крышки. В результате такой установки резьбовой участок 9 стяжек 6 располагается за пределами разъемных камер теплообменной секции.
После закрепления крышек 1 на трубных решетках 3 на выступающий за пределы разъемной камеры резьбовой участок 9 каждой стяжки 6 устанавливают герметизирующую прокладку 12 и навинчивают глухую гайку 13 до тех пор, пока в зоне указанной прокладки не будет обеспечена требуемая герметичность.
Ремонт теплообменных секций АВО, у которых вследствие коррозионного износа изменилась толщина трубных решеток и крышек, производится в той же последовательности. При этом могут быть использованы старые крышки и трубные решетки.
Заявленное изобретение позволяет использовать теплообменные секции с разъемными камерами для более высоких давлений, уменьшить толщину крышек и трубных решеток для новых теплообменных секций, а также использовать старые крышки и трубные решетки, подвергнувшиеся в процессе эксплуатации коррозионному износу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ КАМЕР СЕКЦИЙ АППАРАТОВ ВОЗДУШНОГО ОХЛАЖДЕНИЯ | 2010 |
|
RU2430823C1 |
| СПОСОБ СБОРКИ КОЖУХОТРУБЧАТОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2284889C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА С ТРУБЧАТЫМ ЭЛЕМЕНТОМ | 2001 |
|
RU2176583C1 |
| СПОСОБ МОДЕРНИЗАЦИИ ПРЯМОУГОЛЬНЫХ НЕРАЗЪЕМНЫХ КАМЕР СЕКЦИЙ АППАРАТОВ ВОЗДУШНОГО ОХЛАЖДЕНИЯ | 2006 |
|
RU2330751C1 |
| Теплообменник | 2019 |
|
RU2725068C1 |
| КОТЕЛЬНАЯ УСТАНОВКА С ЦИЛИНДРИЧЕСКИМ КОТЛОМ И КОНТАКТНЫМ ВОДОПОДОГРЕВАТЕЛЕМ. ВОДОТРУБНЫЙ, ПРОТИВОТОЧНЫЙ, ЦИЛИНДРИЧЕСКИЙ КОТЕЛ С КОНВЕКТИВНЫМ ПУЧКОМ. КОЛЬЦЕВОЙ, СЕКЦИОННЫЙ, ОРЕБРЕННЫЙ КОЛЛЕКТОР | 2002 |
|
RU2249761C2 |
| Теплообменник | 2019 |
|
RU2725120C1 |
| СПОСОБ ГИДРАВЛИЧЕСКИХ ИСПЫТАНИЙ ТРУБ | 2010 |
|
RU2447417C1 |
| Контейнер для транспортировки и/или хранения отработавших тепловыделяющих сборок | 2019 |
|
RU2707868C1 |
| ТЕПЛООБМЕННИК | 1994 |
|
RU2069831C1 |

Изобретение относится к области энергомашиностроения. Предварительно в крышке каждой разъемной камеры выполняют одно или более отверстий. Отверстия располагают соосно отверстиям с резьбой в трубной решетке и равномерно по ширине разъемной камеры в центральной ее части. Используют стяжки в виде стержня с резьбовым участком и кольцевым упором на одном конце и с резьбовым участком, кольцевым упором и гладким посадочным участком - на втором. Стяжки первым концом ввинчивают в резьбовые отверстия решетки до взаимодействия соответствующего кольцевого упора с наружной поверхностью решетки. Затем место соединения решетки со стяжками герметизируют. При установке каждой крышки со стяжками на наружную поверхность решетки гладкий посадочный участок каждой стяжки размещают в соответствующем отверстии крышки до взаимодействия кольцевого упора с внутренней поверхностью крышки. Резьбовой участок размещают за пределами разъемной камеры. После закрепления крышки на резьбовой участок устанавливают герметизирующую прокладку и навинчивают глухую гайку. В результате обеспечивается повышение надежности работы теплообменных секций за счет увеличения жесткости разъемных камер при одновременном снижении толщин крышек и решеток. 3 ил.
Способ изготовления или ремонта теплообменных секций аппаратов воздушного охлаждения, имеющих разъемные камеры, включающий размещение и закрепление в отверстиях трубных решеток концов трубчатых элементов и установку на наружных поверхностях трубных решеток крышек с последующим их закреплением и образованием разъемных камер, отличающийся тем, что предварительно в крышке каждой разъемной камеры выполняют одно или более отверстий, которые располагают соосно соответствующим отверстиям с резьбой в трубной решетке и равномерно по ширине разъемной камеры в центральной ее части, используют стяжки в виде стержня с резьбовым участком и кольцевым упором на одном конце и с резьбовым участком, кольцевым упором и расположенным между ними гладким посадочным участком - на втором, стяжки первым из упомянутых концов ввинчивают в резьбовые отверстия трубной решетки до взаимодействия соответствующего кольцевого упора с наружной поверхностью трубной решетки, после чего место соединения решетки со стяжками герметизируют, установку каждой крышки на наружную поверхность трубной решетки с установленными стяжками производят с размещением гладкого посадочного участка на втором конце каждой стяжки в соответствующем отверстии крышки до взаимодействия кольцевого упора на этом конце стяжки с внутренней поверхностью крышки и с расположением его резьбового участка за пределами разъемной камеры с внешней стороны крышки, а после закрепления крышки на трубной решетке на упомянутый выступающий за пределы разъемной камеры резьбовой участок каждой стяжки устанавливают герметизирующую прокладку и навинчивают глухую гайку до обеспечения герметичности в зоне упомянутой прокладки.
| Аппараты воздушного охлаждения, Общие технические условия | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| - М., 1996 | |||
| Способ изготовления кожухотрубного теплообменника | 1988 |
|
SU1632729A1 |
| SU 1815105 А1, 15.05.1993 | |||
| ПРОТОКОЛ РАЗРЕШЕНИЯ ИМЕН ДЛЯ ПРОВОДНОГО СОЕДИНЕНИЯ РАВНОПРАВНЫХ УСТРОЙСТВ И ИСПОЛЬЗУЕМАЯ В НЕМ СТРУКТУРА ДАННЫХ ФОРМАТА СООБЩЕНИЯ | 2004 |
|
RU2385488C2 |

