Изобретение относится к области энергомашиностроения и может быть использовано при изготовлении горизонтальных аппаратов воздушного охлаждения с теплообменными секциями, имеющими камеры прямоугольной формы.
Такие аппараты предназначены для конденсации и охлаждения парообразных, газообразных и жидких сред в технологических процессах нефтеперерабатывающей, нефтехимической и химической промышленности.
Изготовление прямоугольных камер секций аппаратов воздушного охлаждения включает изготовление трубной решетки с отверстиями для закрепления в них концов теплообменных труб, верхней, нижней и боковых стенок, соединение упомянутых стенок между собой и с трубной решеткой посредством сварки с образованием корпуса, а также изготовление задней стенки, которую соединяют с корпусом посредством сварки (Технические условия ТУ 26-02-1158-96, АППАРАТЫ ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГОРИЗОНТАЛЬНЫЕ, Зарегистрированы в Государственном Комитете стандартов 07.03.1996).
Аппараты воздушного охлаждения с такими камерами работают при давлении газа 10-15 МПа. При изготовлении этих аппаратов закрепление концов теплообменных труб в отверстиях трубных решеток производят развальцовкой через отверстия в задней стенке, закрытые резьбовыми пробками. После развальцовки необходимо срезать выступающие в полость камеры концы труб и удалить образовавшуюся металлическую стружку. Кроме того, в процессе эксплуатации аппарата возникает необходимость очистки внутренней поверхности камеры и теплообменных труб от образовавшихся при работе аппарата загрязнений.
Осуществление указанных выше действий затруднено вследствие выполнения камеры неразъемной. Отверстия в задней стенке, закрытые резьбовыми пробками, не обеспечивают свободный доступ инструмента для развальцовки труб, срезания их концов, очистки полости камеры и труб от стружки и эксплуатационных загрязнений, что снижает качество закрепления труб и уменьшает срок эксплуатации камеры.
Технической задачей настоящего изобретения является повышение удобства при изготовлении камер секций аппаратов воздушного охлаждения и их обслуживании в процессе эксплуатации, повышение надежности работы и увеличение срока их эксплуатации.
Для решения поставленной задачи в способе изготовления прямоугольных камер секций аппаратов воздушного охлаждения, включающем изготовление трубной решетки с отверстиями для закрепления в них концов теплообменных труб, верхней, нижней и боковых стенок, соединение упомянутых стенок между собой и с трубной решеткой сваркой с образованием корпуса, изготовление задней стенки и ее соединение с корпусом, в соответствии с изобретением верхнюю, нижнюю и боковые стенки изготавливают с выступом, образующим на наружной боковой поверхности корпуса со стороны задней стенки бурт, после закрепления концов теплообменных труб на обращенном к упомянутой задней стенке торце корпуса размещают стальную мембрану толщиной 2-3 мм, которую закрепляют сваркой по периметру с образованием с корпусом замкнутой полости, заднюю стенку размещают в контакте с мембраной и соединяют с корпусом посредством резьбовых крепежных элементов, которые размещают в соосных отверстиях, выполненных в задней стенке и бурте корпуса.
Мембрана может быть изготовлена из нержавеющей стали.
Изобретение поясняется чертежом, где на фиг.1 схематично изображена прямоугольная камера секции аппарата воздушного охлаждения.
Способ осуществляют следующим образом.
Для изготовления камеры секции аппарата воздушного охлаждения изготавливают трубную решетку 1, верхнюю стенку 2, нижнюю стенку 3 и боковые стенки (не показаны), которые соединяют сваркой между собой и с трубной решеткой 1 с образованием корпуса. Трубную решетку 1 изготавливают с отверстиями для крепления в них развальцовкой концов теплообменных труб. Верхнюю, нижнюю и боковые стенки изготавливают с выступом 4, образующим при соединении стенок на наружной боковой поверхности корпуса бурт. В отверстия трубной решетки устанавливают концы теплообменных труб и закрепляют развальцовкой. В случае необходимости выступающие в полость корпуса концы труб срезают и удаляют отходы и металлическую стружку. На торце корпуса располагают мембрану 5 из нержавеющей стали толщиной 2-3 мм и приваривают к корпусу по периметру сплошным сварным швом 6 с образованием замкнутой полости 7. Заднюю стенку 8 выполняют в виде сплошной плиты, которую устанавливают в контакте с мембраной 5 и соединяют с корпусом посредством резьбовых крепежных элементов 9. Крепежные элементы 9 ввинчивают в соосные резьбовые отверстия, которые образуют в задней стенке 8 и бурте корпуса.
При необходимости очистки внутренней поверхности труб и камеры вывинчивают крепежные элементы 9, осуществляющие крепление задней стенки 8 к корпусу, и снимают заднюю стенку. Затем срезают сварной шов 6 и удаляют мембрану 5, в результате чего обеспечивается свободный доступ как к внутренней поверхности теплообменных труб, так и к внутренней поверхности стенок камеры, что позволяет провести необходимые мероприятия по обслуживанию камеры. Удаленная мембрана в случае отсутствия дефектов может быть использована повторно. При наличии повреждений изготавливается новая мембрана и приваривается к корпусу при сборке камеры после проведения мероприятий по ее очистке.
Заявленная камера в части удобства ее изготовления и обслуживания обладает всеми преимуществами разъемной камеры, поскольку обеспечивается возможность свободного доступа к внутренней поверхности камеры и к теплообменным трубам, но при этом вследствие ее герметичности работает, как и сварная камера, при повышенном давлении газа.
Изобретение относится к области энергомашиностроения и может быть использовано при изготовлении прямоугольных камер секций аппаратов воздушного охлаждения. Изготавливают трубную решетку с отверстиями для теплообменных труб, верхнюю, нижнюю и боковые стенки, которые соединяют между собой сваркой с образованием корпуса. При этом верхнюю, нижнюю и боковые стенки выполняют с выступом, образующим на наружной боковой поверхности корпуса со стороны задней стенки бурт. После закрепления в отверстиях трубной решетки концов труб на обращенном к задней стенке торце корпуса размещают стальную мембрану. Мембрана имеет толщину 2-3 мм. Мембрану закрепляют сваркой по периметру с образованием с корпусом замкнутой полости. Заднюю стенку размещают в контакте с мембраной и соединяют с корпусом посредством резьбовых крепежных элементов. Последние размещают в соосных отверстиях, выполненных в задней стенке и бурте корпуса. В результате обеспечивается повышение удобства при изготовлении камер и их обслуживании в процессе эксплуатации, повышение надежности работы и увеличение срока эксплуатации. 1 з.п. ф-лы, 1 ил.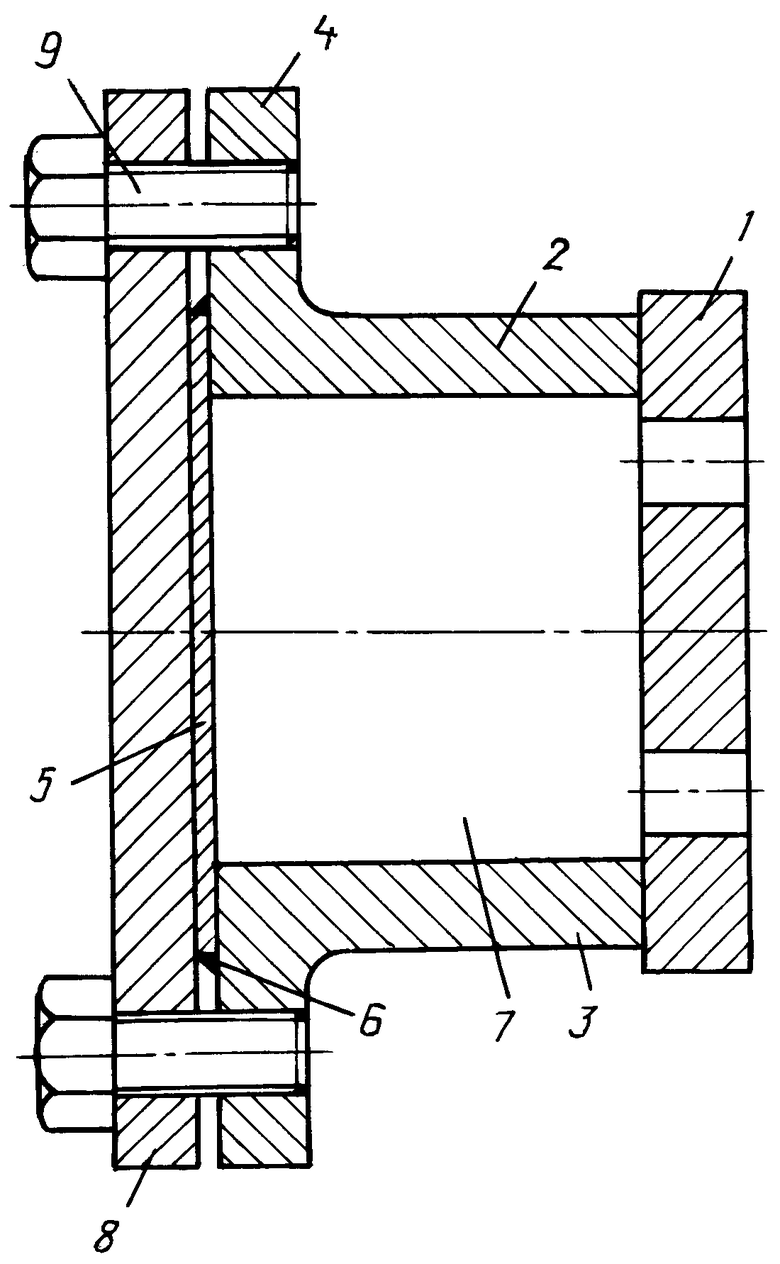
1. Способ изготовления прямоугольных камер секций аппаратов воздушного охлаждения, включающий изготовление трубной решетки с отверстиями для закрепления в них концов теплообменных труб, верхней, нижней и боковых стенок, соединение упомянутых стенок между собой и с трубной решеткой сваркой с образованием корпуса, изготовление задней стенки и ее соединение с корпусом, отличающийся тем, что верхнюю, нижнюю и боковые стенки изготавливают с выступом, образующим на наружной боковой поверхности корпуса со стороны задней стенки бурт, после закрепления в отверстиях трубной решетки концов теплообменных труб на обращенном к упомянутой задней стенке торце корпуса размещают стальную мембрану толщиной 2-3 мм, которую закрепляют сваркой по периметру с образованием с корпусом замкнутой полости, заднюю стенку размещают в контакте с мембраной и соединяют с корпусом посредством резьбовых крепежных элементов, которые размещают в соосных отверстиях, выполненных в задней стенке и бурте корпуса.
2. Способ по п.1, отличающийся тем, что используют мембрану из нержавеющей стали.

