Изобретение относится к металлообработке и может быть использовано при шлифовании и хонинговании труднообрабатываемых материалов, в частности, на круглошлифовальных станках, станках с ЧПУ, гибких производственных модулях для финишных операций.
Известен способ шлифования, который осуществляют двумя шлифовальными кругами с одинаковыми диаметрами [1]. Последние располагают на коаксиальных соосных валах и сообщают им вращение в противоположных направлениях и движение подачи. Заготовке сообщают возвратно-поступательное перемещение относительно кругов. Первый круг устанавливают жестко на полом валу под углом к плоскости, перпендикулярной оси вращения. Второму кругу сообщают осцилляцию, для чего его устанавливают на сферической шейке центрального вала с помощью сопряженной с последней планшайбы. Торец упомянутой планшайбы предназначен для контакта с торцовым кулачковым механизмом осцилляции, который является планшайбой первого круга. Наружную периферийную поверхность второго круга заправляют по сфере и располагают симметрично относительно центра сферы шейки.
Существенным недостатком известного способа является неэффективная работа второго сферического круга по причине малой площади контакта с обрабатываемой поверхностью (теоретически контактом сферической абразивной поверхности круга с обрабатываемой поверхностью является точка), что снижает производительность и качество обработки.
Наиболее близким аналогом предлагаемому способу является способ комбинированной квазипрерывистой чистовой обработки, при котором обработку ведут шлифовальным кругом и диском с абразивными разжимными в радиальном направлении брусками [2].
Недостатками известного способа являются: невозможность регулирования частоты продольного возвратно-поступательного осциллирующего движения брусков, которое назначается в зависимости от режущих свойств абразивного материала, что снижает долговечность инструмента и производительность обработки, кроме того, находясь в свободном состоянии, абразивные бруски занимают произвольное положение, и при соприкосновении с обрабатываемой поверхностью происходит удар, который ведет к возникновению вибраций, к сколу и выкрашиванию абразива, а также может повредить обрабатываемую поверхность. Все это снижает качество и производительность обработки.
Задача изобретения - возможность регулирования частоты продольного возвратно-поступательного осциллирующего движения хонинговальных брусков независимо от частоты вращения круга при установлении оптимальных режимов резания, а также повышение производительности и качества обработки.
Поставленная задача решается предлагаемым способом шлифохонингования тел вращения, включающем сообщение вращательных движений и движения подачи вдоль обрабатываемой поверхности заготовке и шлифохонинговальной головке, имеющей шлифовальный круг с аксиальным смещением режущего слоя в направлении рабочей подачи и диск с абразивными хонинговальными брусками, шарнирно закрепленными на нем с возможностью радиального разжима и обката в круговом направлении по обрабатываемой поверхности, при этом используют шлифохонинговальную головку с двумя коаксиальными и соосными валами, на полом из которых жестко установлен шлифовальный круг под углом аксиального смещения к плоскости, перпендикулярной оси ее вращения, а на сферической шейке центрального из валов подвижно установлен с возможностью осцилляции диск с хонинговальными брусками посредством сопряженной с упомянутой шейкой планшайбы, торец которой предназначен для контакта с торцовым кулачковым механизмом осцилляции, являющимся планшайбой шлифовального круга, причем диск расположен симметрично относительно центра сферы шейки на двойном упорном подшипнике качения с возможностью вращения относительно шейки, а хонинговальные бруски связаны друг с другом с двух торцов гибкими кольцами для ограничения свободного и произвольного поворота хонинговальных брусков в шарнире, при этом осуществляют регулирование частоты осцилляции диска с хонинговальными брусками путем регулирования частоты вращения центрального вала независимо от частоты вращения полого вала с шлифовальным кругом.
Кроме того, осуществляют ступенчатое регулирование величины амплитуды осцилляции диска с хонинговальными брусками в зависимости от угла наклона шлифовального круга с помощью набора косых шайб.
Сущность изобретения поясняется чертежами.
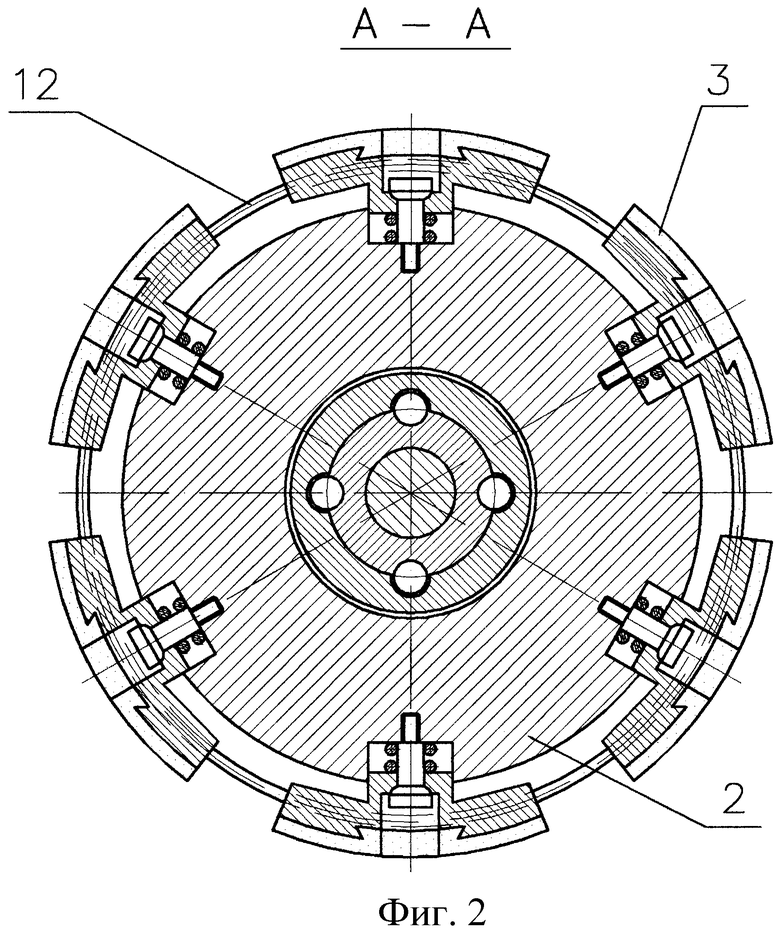
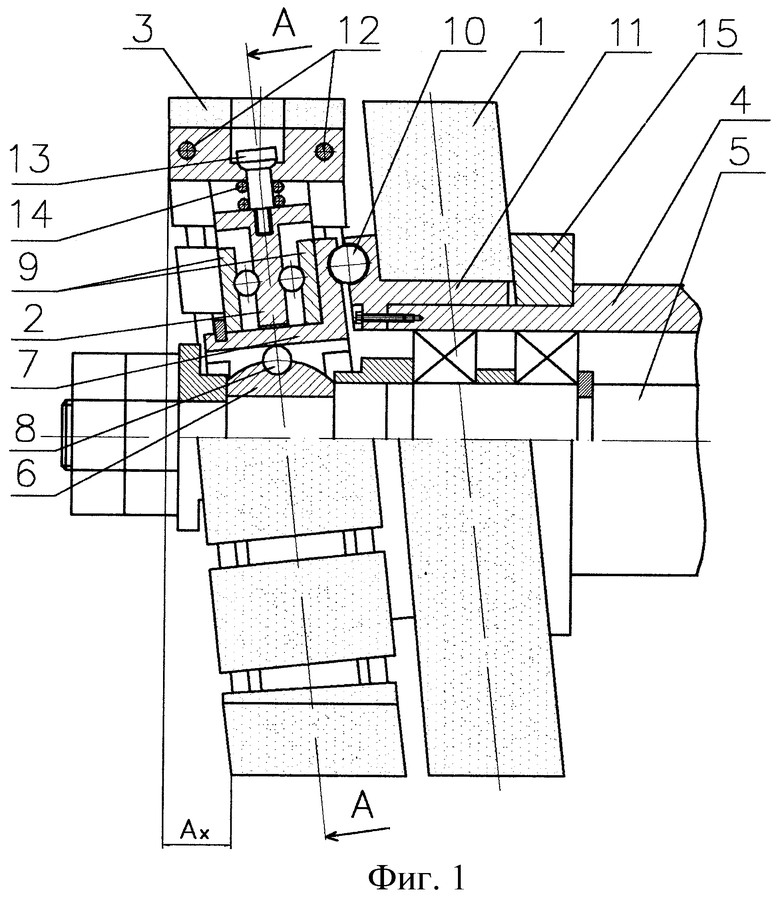
На фиг.1 показана шлифохонинговальная головка для реализации предлагаемого способа; на фиг.2 - сечение по А-А на фиг.1.
Предлагаемый способ шлифохонингования предназначен для комбинированной одновременной черновой (шлифованием) и чистовой (хо-нингованием) обработки тел вращения, при котором заготовке и шлифохонинговальной головке сообщают вращательные движения и движение подачи вдоль обрабатываемой поверхности. Способ также применим для обработки плоских поверхностей на модернизированных плоскошлифовальных станках периферией шлифохонинговальной головки.
Шлифохонинговальная головка, используемая для реализации предлагаемого способа, состоит из шлифовального круга 1 с аксиальным смещением в направлении продольной рабочей подачи режущего слоя и диска 2, имеющего в качестве рабочих элементов абразивные раздвижные в радиальном направлении хонинговальные бруски 3.
Шлифовальный круг 1 и диск 2 с хонинговальными брусками 3 располагают на коаксиальных соосных валах 4 и 5, причем круг 1 устанавливают жестко на полом валу 4 под углом аксиального смещения к плоскости, перпендикулярной оси вращения, а диск 2 - на центральном валу 5.
С целью сообщения диску 2 осциллирующих движений в продольном направлении его подвижно устанавливают на сферической шейке 6 центрального вала 5 с помощью сопряженных с последней планшайбы 7, через шарики 8 и двойной упорный подшипник качения 9, при этом диск 2 располагают симметрично относительно центра сферы шейки 6.
Большой торец планшайбы 7 предназначен для контакта с торцовым кулачковым механизмом осцилляции 10, который состоит из шариков и планшайбы 11 круга 1.
На диске 2 хонинговальные бруски 3 закреплены шарнирно с возможностью радиального разжима и связаны друг с другом с двух торцов гибкими кольцами 12, ограничивающими свободный и произвольный поворот брусков в шарнире. При этом абразивные бруски занимают определенное положение, а именно рабочая поверхность брусков всегда будет параллельна обрабатываемой поверхности, и при соприкосновении брусков с ней не происходит удара, не повреждается обрабатываемая поверхность; не возникают вибрации, отсутствуют сколы и не наблюдается выкрашивание абразива. Все это повышает качество и производительность обработки.
Шарнирное крепление брусков 3 может быть осуществлено известными способами, например, с помощью винта 13 со сферическим торцом головки и пружины 14.
Ступенчатое регулирование угла наклона круга 1 осуществляется с помощью набора косых шайб 15, торцы которых выполнены под разными углами.
С изменением угла наклона круга, а следовательно, и угла наклона торца планшайбы 11 механизма осцилляции, изменяется величина амплитуды Ax продольного колебательного движения хонинговальных брусков, которая влияет на производительность и качество обработки, т.е. регулирование величины амплитуды осциллирующего колебательного движения осуществляется ступенчато с помощью косых шайб 15.
Регулирование частоты осцилляции хонинговальных брусков 3 осуществляют частотой вращения центрального вала 5 независимо от частоты вращения шлифовального круга 1. Т.к. коаксиальные валы 4 и 5 имеют независимые приводы, то можно устанавливать движения их как разнонаправленные, так и в одном направлении. Это расширяет технологические возможности способа.
Особенности обработки по предлагаемому способу заключаются в следующем. Благодаря аксиально-смещенному режущему слою шлифовального круга для некоторых поперечных сечений заготовки наблюдается прерывистое шлифование, которое сопровождается низкой температурой резания по сравнению с традиционным шлифованием, при этом даже при повышенных режимах резания не наблюдаются на обрабатываемой поверхности прижоги и микротрещины.
В целом данная обработка шлифовальным кругом является непрерывным процессом резания, который обеспечивает осцилляцию теплового поля, причем угол наклона круга позволяет увеличить количество абразивных зерен, участвующих в резании.
Вслед за шлифовальным кругом обрабатываемая поверхность подвергается чистовой обработке абразивными хонинговальными брусками, которые имеют возможность радиального перемещения и прижимаются к обрабатываемой поверхности с определенным усилием. Бруски обкатываются по обрабатываемой поверхности, совершая возвратно-поступательные осевые движения с амплитудой Ах, которая зависит от диаметра и угла наклона инструмента.
Благодаря этому на обрабатываемой поверхности абразивными зернами образуются царапины, направление которых перпендикулярно предыдущим, полученным шлифовальным кругом.
Применение предлагаемого способа шлифохонинговальной головкой позволяет вести обработку с использованием всей периферийной рабочей части инструмента с сохранением преимуществ процессов прерывистого шлифования и хонингования.
Производительность предлагаемого способа шлифохонингования повышается в 2-2,5 раза, а шероховатость поверхности - на 1-2 класса по сравнению с традиционным шлифованием. При этом расход абразивного материала снижается на 1/3.
Пример. На внутришлифовальном модернизированном станке мод. 3К228В шлифовали сквозное отверстие диаметром 60Н7(+0,03) и длиной 60 мм. Модернизация заключалась в установлении коаксиальных соосных шпинделей, один из которых - полый, внутри последнего на подшипниках располагался центральный шпиндель. Каждый шпиндель имел индивидуальный привод и независимое регулирование частоты вращения. Станок оснащен устройством для активного контроля обрабатываемых заготовок. Параметр шероховатости обрабатываемой Ra=0,63 мкм. Припуск на сторону 0,2 мм. Материал заготовки - сталь 45, закаленная, твердость HRC 45. Характеристика шлифовального круга 24А25ПС25К8А, диаметр нового круга 50 мм. Абразивные бруски: материал зерна 63С, зернистость М40, твердость СМ1, связка керамическая, количество брусков - 6, длина брусков - 30 мм, ширина - 16 мм. Обработка проводилась при следующих режимах резания. Частоту вращения шлифовального круга принимали 13000 мин-1; частота вращения центрального шпинделя с абразивными брусками - 320 мин-1; при этом скорость продольного перемещения брусков 10 м/мин, а частота осцилляции брусков равна частоте вращения шлифовального круга. Продольная подача была установлена 5390 мм/мин. Поперечная подача - 0,006 мм/дв.ход (в 1,5 раза больше, чем при обычном шлифовании). Охлаждающая жидкость - эмульсия. Угол наклона шлифовального круга к плоскости, перпендикулярной оси вращения - 10°. Амплитуда при этом составляла Ах=8 мм. Радиальное давление хонинговальных брусков составляло 0,05-0,06 МПа. Для обеспечения необходимого качества и размерной точности обработки потребовалось 0,6 мин основного времени, что в два раза быстрее, чем при традиционном шлифовании.
Применение данного способа шлифохонингования позволяет исключить операцию получистового шлифования благодаря улучшению шероховатости поверхности на 1-2 класса, при этом расход абразивного материала снижается на 1/3.
Источники информации, принятые во внимание
1 Патент РФ 2162398, МКИ 7 В 24 В 1/00, 7/02, 5/12, 45/00. Способ шлифования. Степанов Ю.С., Афанасьев Б.И. Заявка 99108489/02, заявл. 21.04.1999, опубл. 27.01.2001. Бюл. № 3.
2 Патент РФ 2120368, МКИ 6 В 24 В 5/06, 1/00. Способ комбинированной квазипрерывистой обработки. Степанов Ю.С., Афанасьев Б.И. др. Заявка 96116348/02, заявл. 07.08.96, опубл. 20.10.1998. Бюл. № 29 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2236933C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ, ОБЕСПЕЧИВАЮЩИЙ ЗНАКОПЕРЕМЕННЫЕ ДЕФОРМАЦИИ В СРЕЗАЕМОМ СЛОЕ | 1999 |
|
RU2151690C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| СПОСОБ ИМПУЛЬСНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2005 |
|
RU2302329C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2162398C2 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| МЕХАНИЗМ ПРИВОДА ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2176183C2 |
Изобретение относится к области машиностроения и может быть использовано при шлифовании и хонинговании труднообрабатываемых материалов, в частности, на круглошлифовальных станках, станках с ЧПУ и др. Способ осуществляют шлифохонинговальной головкой, имеющей два коаксиальных и соосных вала, шлифовальный круг с аксиальным смещением режущего слоя в направлении рабочей подачи и диск с абразивными хонинговальными брусками. Последние шарнирно закреплены на диске с возможностью радиального разжима и обката в круговом направлении. На полом из валов жестко установлен шлифовальный круг, а на сферической шейке центрального из валов подвижно установлен с возможностью осцилляции диск с хонинговальными брусками посредством сопряженной с упомянутой шейкой планшайбы. Торец планшайбы предназначен для контакта с торцовым кулачковым механизмом осцилляции, являющимся планшайбой шлифовального круга. Диск расположен симметрично относительно центра сферы шейки на двойном упорном подшипнике качения. Хонинговальные бруски связаны друг с другом с двух торцов гибкими кольцами для ограничения свободного и произвольного поворота хонинговальных брусков в шарнире. Предусмотрено регулирование частоты осцилляции диска с хонинговальными брусками путем регулирования частоты вращения центрального вала независимо от частоты вращения полого вала со шлифовальным кругом. В результате повышается производительность и качество обработки. 1 з.п. ф-лы, 2 ил.
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2162398C2 |
| Устройство для крепления шлифовального круга | 1988 |
|
SU1611714A1 |
| US 1976233 A, 28.10.1929. | |||

