Изобретение относится к производству ручного невращательного инструмента для заточки режущих кромок или для снятия (зачистки) поверхностного слоя материала и может быть использовано при производстве приспособлений для заточки ( правки), например, бытовых ножей.
Известен абразивный инструмент (1), имеющий корпус в виде целикового цилиндра с продольным пазом, в котором расположен так называемый замок, т.е. устройства для удержания кромок шлифовальной шкурки и устройства для натяжения шкурки на поверхности цилиндра. Этот инструмент является слишком тяжелым, а его замок слишком сложным для заимствования в ручном невращательном варианте абразивного инструмента.
Известен абразивный инструмент (2) - прототип для всех изобретений группы (п.п.1, 3, 4), представляющий собой каркас с натянутой на его поверхности шлифовальной шкуркой. Каркас этого инструмента выполнен из двух половинок, на каждом полукаркасе натянута своя полурубашка, причем для натяжения каждой полурубашки предусмотрена специальная пружинящая деталь. На рабочей поверхности абразивного инструмента в местах соприкосновения полукаркасов образуются два продольных стыка, в которых зажаты края листов шлифовальной шкурки, образующих полурубашки.
Такая конструкция абразивного инструмента сложна, не способствует применению при его производстве простых и надежных средств механизации и автоматизации, а поэтому малопривлекательна для производителей по экономическим соображениям.
Задача, решаемая изобретением п.1 формулы - упрощение конструкции абразивного инструмента, выполнение его из минимального количества деталей, имеющих простую конструкцию. Решение этой задачи достигается тем, что заявленный абразивный инструмент состоит всего из двух деталей: каркаса и абразивной рубашки. В свою очередь, каркас выполнен из отрезка стандартного замкнутого профиля (трубы). Он имеет продольный стык, торцы которого упруго смыкаются, обеспечивая надежное натяжение абразивной рубашки и одновременно закрепление ее на поверхности каркаса.
Другая задача, решаемая изобретением п.1 - повышение эксплуатационных достоинств инструмента. Кроме уже отмеченных надежного натяжения и закрепления рубашки, этому способствуют также следующие факторы:
- наличие на рабочей поверхности инструмента только одного стыка;
- кромки избытка шлифовальной шкурки спрятаны внутри полого профиля каркаса благодаря наличию W-образного зига рубашки;
- выполнение инструмента (п.2) с проушинами, позволяющими хранить инструмент между очередными использованиями в подвешенном состоянии в удобном месте (“под рукой”).
Задача, решаемая заявленным способом изготовления каркаса абразивного инструмента (п.3), состоит в повышении производительности и качества резания, особенно при изготовлении каркаса из пластмассовой тонкостенной трубы с применением оборудования и инструмента, работающих без образования стружки. Относительно малые внутренние габариты поперечного сечения профиля и большая протяженность каркаса не позволяют разместить внутри него опорные элементы, обычно применяемые в устройствах, работающих, например, по принципу ножниц.
Задача в данном случае решается за счет предварительного помещения внутрь профиля специального жесткого вкладыша, острые кромки которого и выполняют роль опорных элементов при отрезании заготовки каркаса от длиномерного профиля, при пробивке в заготовке проушин и при прорезании продольного стыка по ее образующей.
Задача, решаемая способом изготовления рубашки абразивного инструмента (п.4) - получение на рубашке W-образного зига с явно выраженными сгибами, расположенными в заданном месте и направлении.
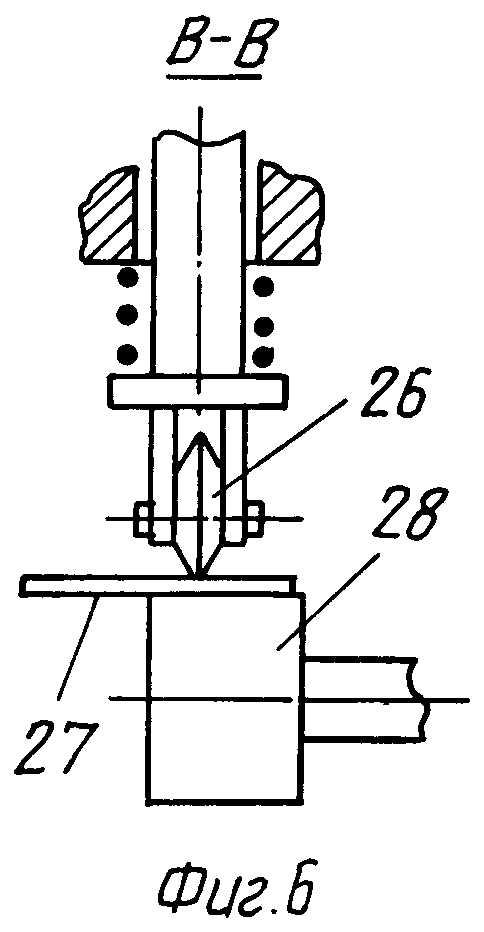
Достигается это тем, что на рабочем слое ленты шлифовальной шкурки отчерчивают линии будущих сгибов, например, заостренными твердосплавными роликами (п.5), по отчерченным линиям производят сгиб кромок с последующим перегибом, например, с помощью прокатных роликов (п.6), после чего производят отрезание от ленты листа заданной длины.
Способ изготовления рубашки (п.4) решает также задачу упрощения применяемых средств и способов скрепления кромок листа для образования замкнутого профиля рубашки.
Решается указанная задача за счет того, что края листа складывают между собой рабочей поверхностью наружу, скрепляют их, например, степлерными скобами (п.7), а затем образуют на рубашке W-образный зиг.
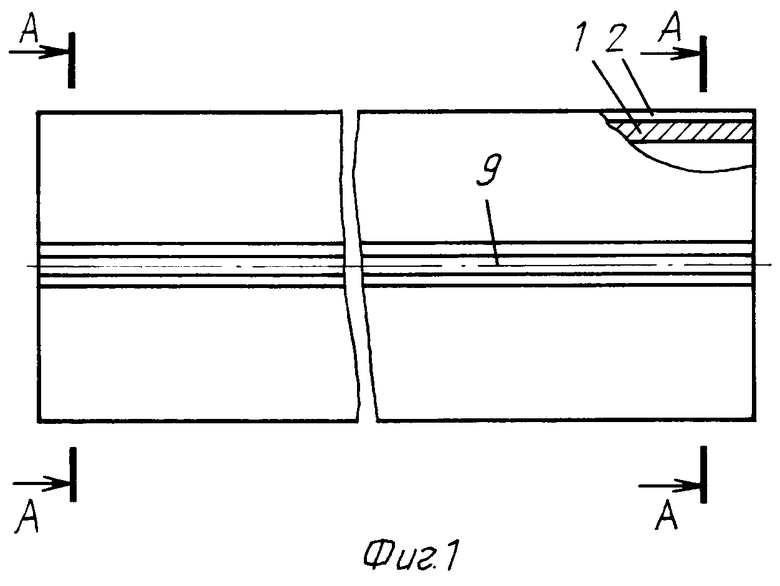
На фиг.1 показан абразивный инструмент, вид сбоку; на фиг.2 - то же, поперечный разрез; фиг.3, 4 поясняет способ изготовления каркаса абразивного инструмента; на фиг.5 показана последовательность выполнения операций сгиба и перегиба шлифовальной шкурки, а на фиг.6, 7, 8 показаны поперечные разрезы по соответствующим роликам, показанным на фиг.5.
Абразивный инструмент (фиг.1, 2) содержит каркас 1, на наружной поверхности которого натянута рубашка 2. Вблизи торцов инструмента выполнены проушины 3 для подвешивания инструмента “под рукой”. Рубашка 2 выполнена из листа шлифовальной шкурки и имеет W-образный зиг. Средняя часть 4 зига образована за счет сложения кромок листа и скрепления их между собой с помощью степлерных скоб 5. В сгибах 6, 7, W-образного зига шлифовальная шкурка сложена рабочей поверхностью соответственно внутрь и наружу. Сам зиг расположен внутри профиля каркаса и сжимается торцами 8 продольного стыка 9 за счет упругих свойств каркаса 1. Сборка абразивного инструмента состоит в заведении рубашки на каркас, причем перед заведением торцы 8 стыка 9 раздвигают между собой путем силового воздействия изнутри каркаса, а затем отпускают. Гарантированное натяжение шкурки на поверхности каркаса происходит автоматически за счет того, что длина наружного периметра каркаса между торцами 8 несколько больше внутренней поверхности рубашки, которая прилегает к каркасу.
Использование абразивного инструмента для заточки лезвия или зачистки поверхности производится в обычном порядке.
При изготовлении каркаса (фиг.3, 4) внутрь длинномерной пластмассовой трубы 10 вставляют жесткий вкладыш 11, острые кромки которого выполняют роль опорных элементов при резании. Так, кромка 12 в сочетании с гильотинным ножом 13 образуют ножницы для отрезания заготовки каркаса от трубы 10; кромки 14 отверстия 15 в сочетании с кромками 16 пуансона 17 образуют штамп для вырубки проушины в стенке 18 заготовки каркаса; кромка 19 паза 20, выполненного вдоль образующей вкладыша 11, в сочетании с кромкой 21 круглого ножа 22 образуют дисковые ножницы для прорезания в каркасе продольного стыка 9 (фиг.1, 3). Одновременно с вращением режущего ножа 22 вращаются подающие диски 23, которые зубьями 24 захватывают отрезанную заготовку каркаса и продвигают ее по опорной поверхности 25 приспособления для изготовления каркасов.
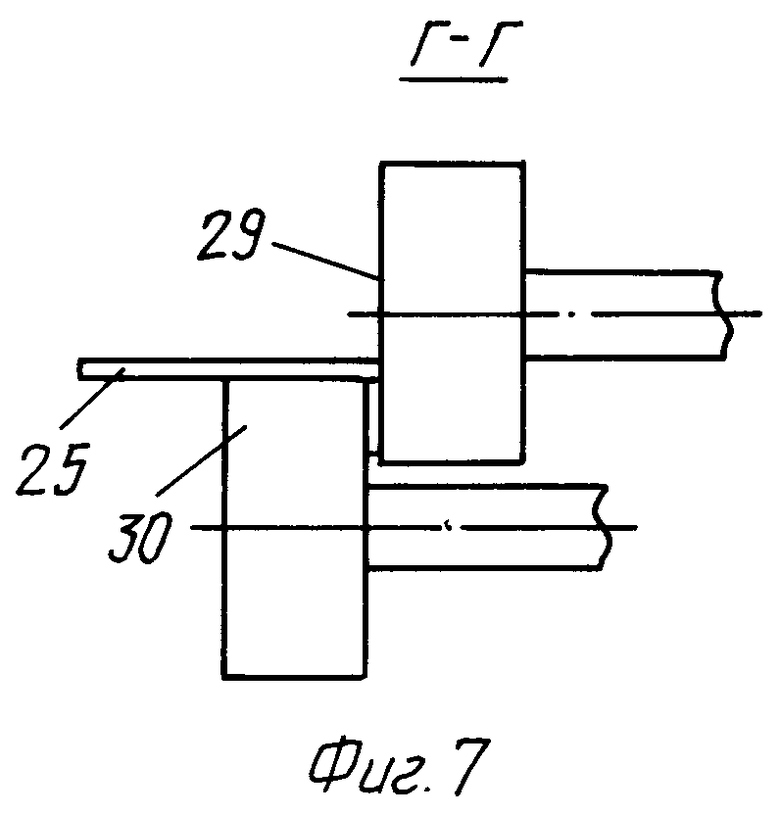
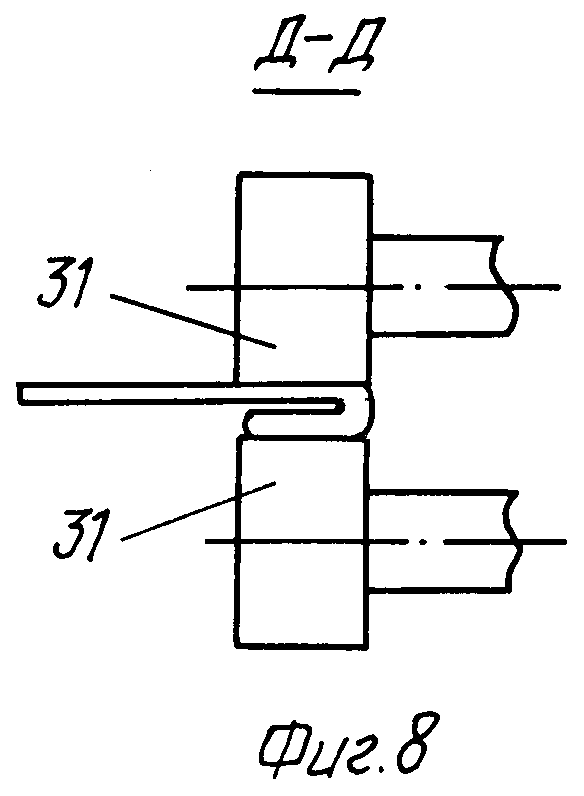
При изготовлении рубашки изгибы W-образного зига выполняют заблаговременно, до сборки рубашки, на ленте шлифовальной шкурки, от которой затем отрезают листы заданной длины. Ленту 25 (фиг.5, 6, 7, 8) протягивают между последовательно расположенными парами роликов, каждая из которых выполняет свой переход. Подпружиненный ролик 26 выполнен из твердого сплава, заострен и отчерчивает (отдавливает) на рабочей поверхности шлифовальной шкурки линию будущего сгиба. Сама шкурка при этом своей нерабочей поверхностью 27 опирается на ролик 28. Ролик 29 сгибает шлифовальную шкурку 25 под углом 90° рабочей поверхностью наружу. Дальнейший дожим угла до соприкосновения между собой сторон, его образующих (перегиб) производят пропусканием места сгиба между двумя прокатными роликами 31. В результате перегиба на шкурке образуется явно выраженный сгиб, и при дальнейших манипуляциях складывание кромок рубашки происходит именно в этих местах. Для перегиба шкурки в обратном направлении, рабочей поверхностью внутрь, как это необходимо в сгибах 6 W-образного зига (фиг.2), используют дополнительно такие же ролики, как обозначенные позициями 29, 30, 31 на фиг.7, 8.
К уже указанным достоинствам заявленного абразивного инструмента, таким как простота и надежность, возможность применения несложных средств механизации-автоматизации при его производстве и связанную с этим низкую себестоимость и соответственно высокую экономическую привлекательность для производителей, удобство хранения “под рукой”, следует добавить элементарность движений и высокую эффективность заточки при незначительности прилагаемого для заточки усилия, малый вес инструмента. Все это способствует широкому применению инструмента, в том числе домохозяйкам для заточки бытовых ножей.
Литература
1. Авторскре свидетельство СССР №502287, кл. В 24 Д, 9/02, 1987.
2. Патент СССР №1802791, кл. В 24 Д 9/00, 1993.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖЕТОЧКА И УСТРОЙСТВА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2291045C1 |
| Абразивный инструмент | 1991 |
|
SU1802791A3 |
| Ручной абразивный инструмент для заточки режущих кромок | 2015 |
|
RU2607392C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2001 |
|
RU2205738C2 |
| Устройство для изготовления заготовки бесконечной абразивной ленты | 1986 |
|
SU1397269A1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| Абразивный инструмент | 1987 |
|
SU1426768A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ И АБРАЗИВНЫЕ ИНСТРУМЕНТЫ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2004 |
|
RU2320472C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ВИНТОВЫМ ИНСТРУМЕНТОМ | 2002 |
|
RU2215637C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |




Изобретения относятся к производству ручного невращательного инструмента для заточки режущих кромок или для снятия поверхностного слоя материала и могут быть использованы при производстве приспособлений для заточки (правки), например, бытовых ножей. Абразивный инструмент содержит каркас с натянутой на его поверхности рубашкой, который выполнен с продольным стыком, торцы которого упруго сомкнуты с образованием полого замкнутого профиля. Рубашка выполнена из листа шлифовальной шкурки, продольные кромки которой сложены и скреплены между собой рабочей поверхностью наружу из условия образования симметричного и параллельного кромке продольного стыка. Способ изготовления каркаса абразивного инструмента заключается в том, что используют жесткий вкладыш в качестве опорного элемента, который предварительно помещают внутрь пластмассовой тонкостенной трубы, после чего осуществляют отрезку заготовки каркаса заданной длины от трубы, пробивку в заготовке проушин и прорезание продольного стыка по ее образующей. Способ изготовления рубашки абразивного инструмента заключается в том, что осуществляют отчерчивание на рабочем слое ленты шлифовальной шкурки линий для сгибов ее продольных кромок, сгибание ленты с последующим перегибом по линиям сгиба, отрезание от ленты шлифовальной шкурки листа заданной длины, складывание продольных кромок листа между собой рабочей поверхностью наружу и скрепление их с образованием замкнутого контура и W-образного зига. Использование изобретений ведет к повышению производительности и качества резания. 3 н. и 4 з.п. ф-лы, 8 ил.
| Абразивный инструмент | 1991 |
|
SU1802791A3 |
| Инструмент для шероховки листового эластичного материала | 1978 |
|
SU763137A1 |
| СИГНАЛЬНОЕ ПРИСПОСОБЛЕНИЕ К ПОДЪЕМНОМУ ЭЛЕКТРОМАГНИТУ | 1924 |
|
SU1038A1 |
| Шлифовально-полировальный инструмент | 1980 |
|
SU880708A1 |
| Устройство для закрепления ленты | 1979 |
|
SU891412A1 |
| Устройство для изготовления лепестков из ленты | 1985 |
|
SU1296392A1 |
| ЕР 0227166 А1, 01.07.1987. | |||

