(Л
4 Ю 05
05
оо
73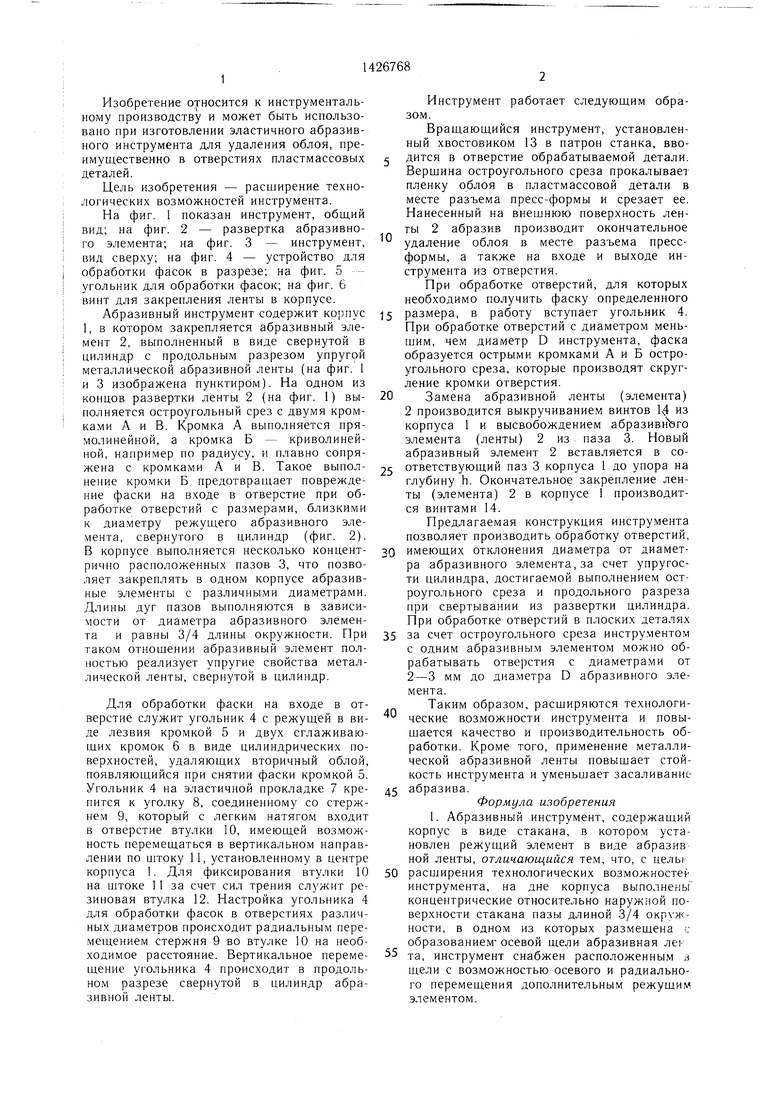
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРУГИЙ ВИНТОВОЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2307021C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ФАСОК И КРОМОК ОТВЕРСТИЙ | 1991 |
|
RU2045385C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ИНСТРУМЕНТОМ | 2006 |
|
RU2307018C1 |
| УПРУГИЙ ВИНТОВОЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2002 |
|
RU2217294C1 |
| Станок для механической обработки пластмассовых деталей | 1981 |
|
SU975425A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ВИНТОВЫМ ИНСТРУМЕНТОМ | 2002 |
|
RU2215637C1 |
| Устройство для механической обработки пластмассовых изделий | 1987 |
|
SU1467889A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ПРЕРЫВИСТЫМ ИНСТРУМЕНТОМ | 2002 |
|
RU2215636C1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ С ИЗДЕЛИЙ, В ЧАСТНОСТИ С МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1997 |
|
RU2177869C2 |
| Устройство для удаления облоя | 1987 |
|
SU1426813A1 |
Изобретение относится к инструментальному производству и может быть использовано при изготовлении эластичного абразивного инструмента для удаления облоя, преимуш,ественно в отверстия.х пластмассовых деталей. Цель изобретения - расширение технологических возможностей инструмента. Для этого на дне корпуса 1 инструмента, выполненного в виде стакана, выполнено несколько концентрических пазов длиной 3/4 окружности. В пазы вставлен режущий элемент 2 из абразивной ленты на металлической основе с образованием осевой щели. Кроме того, в щели расположен дополнительный режущий элемент для обработки фаски отверстий, положение которого можно изменять как в осевом, так и в радиальном направлении. 3 з.п. Л-лы, 6 ил.
.;
Изобретение относится к инструментальному производству и может быть использовано при изготовлении эластичного абразивного инструмента для удаления облоя, преимущественно в отверстиях пластмассовых деталей.
Цель изобретения - расширение технологических возможностей инструмента.
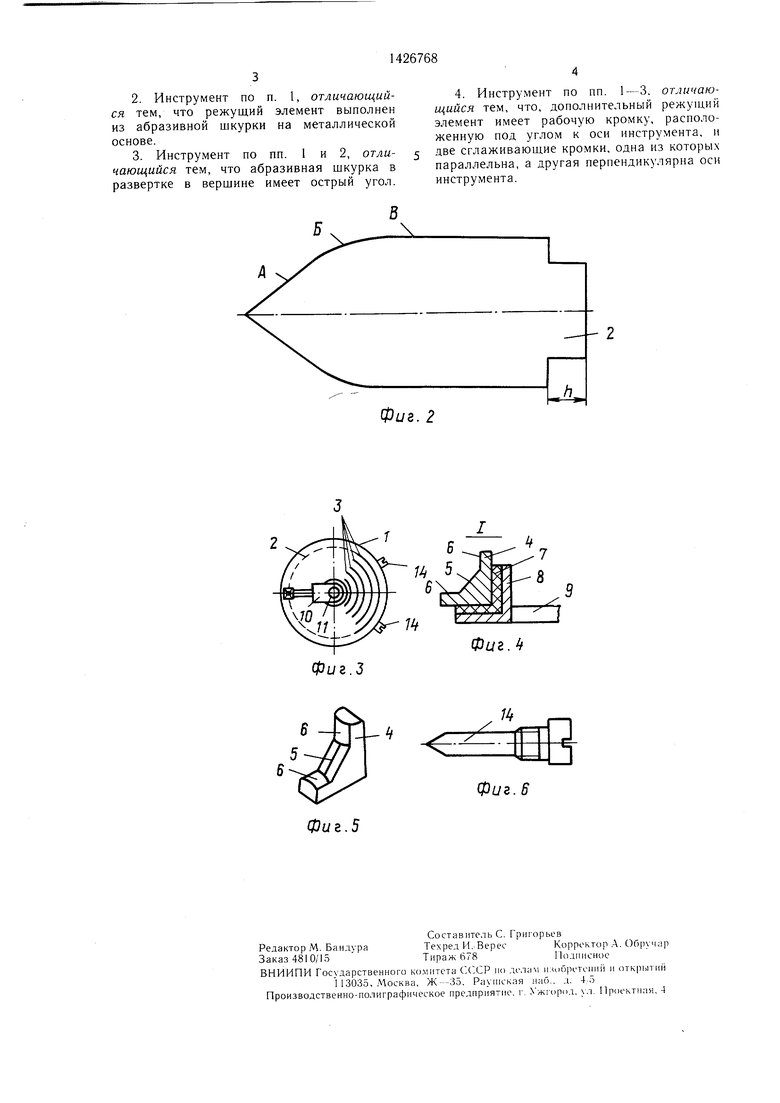
На фиг. 1 показан инструмент, общий вид; на фиг. 2 - развертка абразивного элемента; на фиг. 3 - инструмент, вид сверху; на фиг. 4 - устройство для обработки фасок в разрезе; на фиг. 5 - угольник для обработки фасок; на фиг. 6 винт для закрепления ленты в корпусе.
Абразивный инструмент содержит корпус 1, в котором закрепляется абразивный элемент 2, выполненный в виде свернутой в цилиндр с продольным разрезом упругой металлической абразивной ленты (на фиг. 1 и 3 изображена пунктиром). На одном из концов развертки ленты 2 (на фиг. 1) выполняется остроугольный срез с двумя кромками А и В. Кромка А выполняется прямолинейной, а кромка Б - криволинейной, например по радиусу, и плавно сопряжена с кромками А и В. Такое выполнение кромки Б предотвращает повреждение фаски на входе в отверстие при обработке отверстий с размерами, близкими к диаметру режущего абразивного элемента, свернутого в цилиндр (фиг. 2). В корпусе выполняется несколько концент- рично расположенных пазов 3, что позволяет закреплять в одном корпусе абразивные элементы с различными диаметрами. Длины дуг пазов выполняются в зависимости от диаметра абразивного элемента и равны 3/4 длинь окружности. При таком отношении абразивный элемент полностью реализует упругие свойства металлической ленты, свернутой в цилиндр.
Для обработки фаски на входе в отверстие служит угольник 4 с режущей в виде лезвия кромкой 5 и двух сглаживающих кромок 6 в виде цилиндрических поверхностей, удаляющих вторичный облой, появляющийся при снятии фаски кромкой 5. Угольник 4 на эластичной прокладке 7 кренится к уголку 8, соединенному со стержнем 9, который с легким натягом входит в отверстие втулки 10, имеющей возможность перемещаться в вертикальном направлении по штоку 11, установленному в центре корпуса 1. Для фиксирования втулки 10 на штоке 11 за счет сил трения служит резиновая втулка 12. Настройка угольника 4 для обработки фасок в отверстиях различных диаметров происходит радиальным перемещением стержня 9 во втулке 10 на необходимое расстояние. Вертикальное перемещение угольника 4 происходит в продольном разрезе свернутой в цилиндр абразивной ленты.
Инструмент работает следующим образом.
Вращающийся инструмент, установленный хвостовиком 13 в патрон станка, вводится в отверстие обрабатываемой детали. Вершина остроугольного среза прокалывает пленку облоя в пластмассовой детали в месте разъема пресс-формы и срезает ее. Нанесенный на внешнюю поверхность ленты 2 абразив производит окончательное удаление облоя в месте разъема пресс- формы, а также на входе и выходе инструмента из отверстия.
При обработке отверстий, для которых необходимо получить фаску определенного
5 размера, в работу вступает угольник 4. При обработке отверстий с диаметром меньшим, чем диаметр D инструмента, фаска образуется острыми кромками А и Б остроугольного среза, которые производят скруг- ление кромки отверстия.
0 Замена абразивной ленты (элемента) 2 производится выкручиванием винтов 1 из корпуса 1 и высвобождением абразивнЪго элемента (ленты) 2 из паза 3. Новый абразивный элемент 2 вставляется в со5 ответствующий паз 3 корпуса 1 до упора на глубину h. Окончательное закрепление ленты (элемента) 2 в корпусе 1 производится винтами 14.
Предлагаемая конструкция инструмента позволяет производить обработку отверстий,
0 имеющих отклонения диаметра от диаметра абразивного элемента,за счет упругости цилиндра, достигаемой выполнением остроугольного среза и продольного разреза при свертывании из развертки цилиндра. При обработке отверстий в плоских деталях
5 за счет остроугольного среза инструментом с одним абразивным элементом можно обрабатывать отверстия с диаметрами от 2-3 мм до диаметра D абразивного элемента.
Таким образом, расширяются технологические возможности инструмента и повышается качество и производительность обработки. Кроме того, применение металлической абразивной ленты повышает стойкость инструмента и уменьшает засаливание
5 абразива.
Формула изобретения 1. Абразивный инструмент, содержащий корпус в виде стакана, в котором установлен режущий элемент в виде абразив ной ленты, отличающийся тем, что, с цельр
0 расширения технологических возможностей инструмента, на дне корпуса выполнены концентрические относительно наружной поверхности стакана пазы длиной 3/4 окружности, в одном из которых размещена с образованием осевой щели абразивная ле15 та, инструмент снабжен расположенным А щели с возможностью осевого и радиального перемещения дополнительным режущим элементом.
0
фиг.З
- г
Фиг. 2
I
Фиг.
Фиг. 6
| Абразивный инструмент | 1984 |
|
SU1206074A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
